TECHNICAL REPORT SUMMARY
Published on April 19, 2024
Exhibit 15.1

Technical Report Summary
of
S-K 1300 Technical Report,
Update of the Autazes Potash Project
Pre-Feasibility Study
| Client: |
Brazil Potash Corp. 198 Davenport Rd. Toronto, Ontario M5R 1J2 CANADA |
|||
| Consultant: |
ERCOSPLAN Ingenieurgesellschaft Geotechnik und Bergbau mbH Arnstaedter Strasse 28 99096 Erfurt GERMANY |
|||
| Project Reference: |
22-019 |
|||
| Date: |
14 October 2022 |
|||
| Signature: |
/s/ Henry Rauche |
|||
| By: Dr. Henry Rauche |
||||
| Title: Managing Director & CEO |
||||
LIST OF CONTENTS
| 1 | Executive Summary |
21 | ||||
| 1.1 | Introduction |
21 | ||||
| 1.2 | Property Description |
21 | ||||
| 1.3 | Accessibility and Climate |
22 | ||||
| 1.4 | History and Exploration |
22 | ||||
| 1.5 | Geological Setting |
22 | ||||
| 1.6 | Sample Preparation, Analysis and Data Verification |
23 | ||||
| 1.7 | Mineral Processing and Metallurgical Testing |
23 | ||||
| 1.8 | Mineral Resource and Reserve Estimates |
24 | ||||
| 1.9 | Mining Methods |
24 | ||||
| 1.10 | Process and Recovery Methods |
25 | ||||
| 1.11 | Infrastructure |
25 | ||||
| 1.12 | Market Studies |
26 | ||||
| 1.13 | Cost Estimate |
26 | ||||
| 1.14 | Project Schedule |
28 | ||||
| 2 | Introduction |
29 | ||||
| 2.1 | Terms of Reference and Purpose of the Report |
29 | ||||
| 2.2 | Sources of Information |
29 | ||||
| 2.3 | Personal Inspection of Property by Qualified Person |
29 | ||||
| 3 | Property Description |
31 | ||||
| 3.1 | Property Location |
31 | ||||
| 3.2 | Mineral Rights |
31 | ||||
| 3.3 | Property Titles |
33 | ||||
| 3.4 | Environmental Liabilities |
34 | ||||
| 3.5 | Royalties |
34 | ||||
| 3.6 | Permits |
35 | ||||
| 3.6.1 | Mineral Permits |
35 | ||||
| 3.6.2 | Environmental Permits |
35 | ||||
| 3.7 | Other Significant Factors and Risks |
36 | ||||
| 4 | Accessibility, Climate, Local Resources, Infrastructure and Physiography |
38 | ||||
| 4.1 | Accessibility |
38 | ||||
| 4.2 | Climate |
39 | ||||
| 4.3 | Local Resources and Infrastructure |
40 | ||||
| 4.4 | Physiography |
41 | ||||
| 5 | History |
42 | ||||
| 5.1 | 1973-1987: First Studies in the Amazon |
42 | ||||
| 5.2 | 2007-2008: Site Investigations by Potássio do Brasil |
43 | ||||
| 5.3 | 2009: Exploration and Pilot Hole Drilling |
43 | ||||
| 5.4 | 2010-2014: Drilling Campaign for Preliminary Economic Assessment |
43 | ||||
| 5.5 | 2014-2015: Drilling Campaign |
44 | ||||
| 5.6 | 2015-2016: Pilot Shaft Hole Drilling |
44 | ||||
| 6 | Geological Setting, Mineralization, and Deposit |
46 | ||||
| 6.1 | Regional Geology |
46 | ||||
| 6.2 | Local Stratigraphy of the Potash-Bearing Horizon |
48 | ||||
| 6.3 | Deposit Type |
49 | ||||
| 6.4 | Mineralization |
50 | ||||
| 6.5 | Hydrogeology and Hydrogeological Barriers |
52 | ||||
| 7 | Exploration |
54 | ||||
| 7.1 | 2D Seismic Survey of 2000 |
54 | ||||
| 7.2 | 2D Seismic Survey of 2015 |
55 | ||||
| 7.3 | Historical Drill Holes |
56 | ||||
2
| 7.4 | Drill Holes Drilled By Brazil Potash |
56 | ||||
| 7.5 | Hydrogeological Test Work |
58 | ||||
| 8 | Sample Preparation, Analyses, and Security |
62 | ||||
| 8.1 | Introduction |
62 | ||||
| 8.2 | Sample Preparation |
62 | ||||
| 8.3 | Sample Analyses |
62 | ||||
| 8.4 | Security |
62 | ||||
| 9 | Data Verification |
63 | ||||
| 9.1 | Blank Samples |
63 | ||||
| 9.2 | Standard Samples |
64 | ||||
| 9.3 | Cross-Check Samples |
66 | ||||
| 9.4 | Consistency Check |
67 | ||||
| 9.5 | Conclusion |
68 | ||||
| 10 | Mineral Processing and Metallurgical Testing |
69 | ||||
| 10.1 | Processing Test Work |
69 | ||||
| 10.1.1 | Flotation Test Work |
69 | ||||
| 10.1.1.1 Initial Flotation Test Work |
69 | |||||
| 10.1.1.2 Additional Flotation Test Work |
70 | |||||
| 10.1.2 | Hot Leaching/Crystallization Test Work |
70 | ||||
| 10.1.3 | NaCl Processing Test Work |
72 | ||||
| 10.1.4 | Opinion of the Qualified Person |
75 | ||||
| 10.2 | Rock Mechanical Test Work |
75 | ||||
| 11 | Mineral Resource Estimates |
77 | ||||
| 11.1 | Introduction |
77 | ||||
| 11.2 | Assumptions and Methodology |
77 | ||||
| 11.3 | Estimation Method |
78 | ||||
| 11.4 | Mineral Resource Classification |
78 | ||||
| 11.4.1 | Inferred Mineral Resource |
78 | ||||
| 11.4.2 | Indicated Mineral Resources |
82 | ||||
| 11.4.3 | Measured Mineral Resources |
84 | ||||
| 12 | Mineral Reserve Estimates |
86 | ||||
| 12.1 | Introduction |
86 | ||||
| 12.2 | Basic Data, Boundary Conditions and Methodology |
86 | ||||
| 12.2.1 | Resource Block Model |
86 | ||||
| 12.2.2 | Ore and Waste Grades and Densities |
87 | ||||
| 12.2.3 | Model Recoveries |
87 | ||||
| 12.2.4 | Cut-Off Grade |
88 | ||||
| 12.2.5 | Waste Material Determination and Dilution |
88 | ||||
| 12.2.6 | Mine Plan |
90 | ||||
| 12.3 | Estimation Method |
91 | ||||
| 12.4 | Mineral Reserve Classification and Estimate |
91 | ||||
| 13 | Mining Methods |
93 | ||||
| 13.1 | Mining Design Criteria |
94 | ||||
| 13.2 | Rock Mechanics |
94 | ||||
| 13.2.1 | Rock Mechanic Test Results |
95 | ||||
| 13.2.2 | Factor of Safety |
96 | ||||
| 13.2.3 | Impact of Clay Seams |
98 | ||||
| 13.2.4 | Roof Support Design |
98 | ||||
| 13.2.5 | Barrier Pillar Design |
98 | ||||
| 13.2.6 | Integrity of Hydrogeological Protection Layers |
99 | ||||
| 13.2.7 | Creep and Subsidence |
100 | ||||
| 13.2.8 | Faults |
101 | ||||
| 13.2.9 | Optimization of Mine Design Parameters |
102 | ||||
| 13.3 | Mine Access |
103 | ||||
3
| 13.3.1 | Main Shaft |
103 | ||||
| 13.3.2 | Ventilation Shaft |
103 | ||||
| 13.3.3 | Shafts Services |
103 | ||||
| 13.3.4 | Shaft Sinking |
104 | ||||
| 13.4 | Mine Design |
104 | ||||
| 13.4.1 | Mine Development |
104 | ||||
| 13.4.2 | Production Panels |
105 | ||||
| 13.5 | Mine Operations and Production Scheduling |
107 | ||||
| 13.5.1 | Operating Parameters |
107 | ||||
| 13.5.2 | Productivity |
108 | ||||
| 13.5.3 | Production Schedule |
111 | ||||
| 13.5.4 | Grade Control |
114 | ||||
| 13.6 | Mine Equipment and Infrastructure |
114 | ||||
| 13.6.1 | Equipment Selection |
114 | ||||
| 13.6.2 | Equipment Assembly, Maintenance and Repair |
114 | ||||
| 13.6.3 | Mining Section Equipment |
115 | ||||
| 13.6.4 | Auxiliary Equipment |
115 | ||||
| 13.6.5 | Quarterly/Annual Equipment List |
115 | ||||
| 13.6.6 | Ventilation Equipment |
115 | ||||
| 13.6.7 | Conveyance |
116 | ||||
| 13.6.8 | Dry Backfill |
117 | ||||
| 13.6.9 | Safety Equipment |
117 | ||||
| 13.6.10 | Underground Communication and Tracking |
117 | ||||
| 13.6.11 | Electrical Infrastructure |
118 | ||||
| 13.6.12 | Other Infrastructure |
118 | ||||
| 13.7 | Personnel Requirement |
118 | ||||
| 13.7.1 | Crew Schedule |
118 | ||||
| 13.7.2 | Personnel List |
119 | ||||
| 13.8 | Backfill |
121 | ||||
| 13.8.1 | Overview of Backfill Methods |
121 | ||||
| 13.8.2 | Technical Parameters for Backfill Operations |
122 | ||||
| 13.8.3 | Backfill Design |
123 | ||||
| 13.8.3.1 Productivity |
124 | |||||
| 13.8.3.2 Layout and Construction |
124 | |||||
| 13.8.3.3 Underground Process |
125 | |||||
| 13.8.3.4 General Arrangement |
125 | |||||
| 13.8.4 | Conclusions |
126 | ||||
| 13.9 | Mine Ventilation |
126 | ||||
| 14 | Processing and Recovery Methods |
127 | ||||
| 14.1 | KCl Process Design |
127 | ||||
| 14.1.1 | Design Base Parameters |
127 | ||||
| 14.1.1.1 Process Design Criteria |
129 | |||||
| 14.1.1.2 Product Mixing and Specification |
129 | |||||
| 14.1.1.3 Surge Capacity and Loading |
130 | |||||
| 14.1.1.4 Block Flow Diagram |
130 | |||||
| 14.1.2 | Process Description |
131 | ||||
| 14.2 | Area 3100 Raw Material Handling and Primary Crushing |
132 | ||||
| 14.2.1 | Run-Of-Mine Raw Material Handling |
132 | ||||
| 14.2.2 | Processing Plant Raw Material Handling |
133 | ||||
| 14.2.2.1 Area 3100 Primary Crushing |
134 | |||||
| 14.2.2.2 Area 3200 Wet Processing |
135 | |||||
| 14.2.2.3 Area 3300 Dry Processing |
136 | |||||
| 14.3 | Product Handling and Storage |
140 | ||||
| 14.3.1 | Area 3400 Product Load Out |
140 | ||||
| 14.3.1.1 KCI Granular Product Storage |
141 | |||||
| 14.3.1.2 Granular Product Conditioning |
141 | |||||
| 14.3.1.3 Product Loadout |
141 | |||||
| 14.3.3 | Area 7200 Port |
141 | ||||
| 14.4 | Area 3500 Tailings Processing |
142 | ||||
| 14.5 | General Processing Plant Utilities and Services |
143 | ||||
| 14.5.1 | Area 3600 Reagents |
143 | ||||
4
| 14.5.1.1 |
Reagents Mixing and Storage |
144 | ||||||
| 14.5.1.2 |
Gland and Cooling Water | 145 | ||||||
| 14.5.2 | Dust and Emissions Control | 145 | ||||||
| 14.5.2.1 |
Dust Collection System |
145 | ||||||
| 14.5.3 | Compressed Air | 146 | ||||||
| 14.5.4 | Plant Instrumentation and Process Control | 146 | ||||||
| 14.5.5 | Plant Instrumentation and Process Control | 146 | ||||||
| 14.6 | Future Test Work | 147 | ||||||
| 14.6.1 | Essential Metallurgical Test Work | 147 | ||||||
| 14.6.2 | Optional Metallurgical Test Work | 147 | ||||||
| 14.7 | Conclusions | 148 | ||||||
| 14.8 | Recommendations | 148 | ||||||
| 15 | Infrastructure | 149 | ||||||
| 15.1 | General Infrastructure | 149 | ||||||
| 15.1.1 | Mine, Processing Plant and Port Plot Plan | 149 | ||||||
| 15.1.2 | Geotechnical Data | 149 | ||||||
| 15.1.3 | Bathymetric Study | 151 | ||||||
| 15.1.4 | Earthworks, Roads, Parking and Site Drainage | 151 | ||||||
| 15.1.4.1 |
Earthworks |
151 | ||||||
| 15.1.4.2 |
Access Roads, Parking and Transportation |
152 | ||||||
| 15.1.4.3 |
Site Drainage |
152 | ||||||
| 15.1.5 | Facilities, Buildings and Outdoor Areas | 153 | ||||||
| 15.1.5.1 |
Substructure |
155 | ||||||
| 15.1.5.2 |
Structures |
156 | ||||||
| 15.1.5.3 |
Maintenance and Administrative Building Enclosures |
156 | ||||||
| 15.1.5.4 |
Administrative Offices Interior Partitions and Finishes |
157 | ||||||
| 15.1.5.5 |
Mechanical |
158 | ||||||
| 15.1.5.6 |
Electrical |
158 | ||||||
| 15.2 | Utilities and Service Distribution | 159 | ||||||
| 15.2.1 | Power Supply and Distribution | 159 | ||||||
| 15.2.1.1 |
Power Supply |
159 | ||||||
| 15.2.1.1.1 |
Synthesis of the Brazilian Grid |
159 | ||||||
| 15.2.1.1.2 |
Energy Supply for Autazes Potash Project |
160 | ||||||
| 15.2.1.2 |
Electrical Demand |
162 | ||||||
| 15.2.1.3 |
Electrical Substations |
163 | ||||||
| 15.2.1.4 |
Power Distribution | 164 | ||||||
| 15.2.1.5 |
Emergency Power Plant | 165 | ||||||
| 15.2.2 | Water Supply and Distribution | 165 | ||||||
| 15.2.2.1 |
Processing Plant | 165 | ||||||
| 15.2.2.2 |
Port | 166 | ||||||
| 15.2.2.3 |
Service Water | 167 | ||||||
| 15.2.2.4 |
Potable Water | 167 | ||||||
| 15.2.2.5 |
Sealing Water | 167 | ||||||
| 15.2.2.6 |
Cooling and Chilled Water | 167 | ||||||
| 15.2.2.7 |
Process Water | 167 | ||||||
| 15.2.2.8 |
Demineralized Water | 167 | ||||||
| 15.2.3 | Water Treatment Plant | 168 | ||||||
| 15.2.4 | Fire Protection | 168 | ||||||
| 15.2.4.1 |
Introduction | 168 | ||||||
| 15.2.4.2 |
Firewater | 168 | ||||||
| 15.2.5 | Communications | 169 | ||||||
| 15.2.5.1 |
General | 169 | ||||||
| 15.2.5.2 |
Construction Phase Communication | 169 | ||||||
| 15.2.5.3 |
Permanent Communications Infrastructure | 169 | ||||||
| 15.2.5.4 |
Telecommunication Technologies | 170 | ||||||
| 15.2.5.5 |
Fiber Optic Backbone Cabling | 170 | ||||||
| 15.2.5.6 |
Structure Cabling Infrastructure | 170 | ||||||
| 15.2.5.7 |
Integrated Voice/Data Network System | 170 | ||||||
| 15.2.5.8 |
Radio Systems | 170 | ||||||
| 15.2.5.9 |
Public Address and General Alarm (PAGA) System | 170 | ||||||
5
| 15.2.5.10 |
Corporate Security System | 171 | ||||||
| 15.2.5.11 |
Process CCTV System | 171 | ||||||
| 15.2.6 | Compressed Air | 171 | ||||||
| 15.2.7 | Steam Plant | 171 | ||||||
| 15.2.7.1 |
High Voltage Steam Boiler Main Data | 172 | ||||||
| 15.3 | Surface Water Management | 173 | ||||||
| 15.3.1 | Site Water Balance | 173 | ||||||
| 15.3.2 | Process Water Pond | 174 | ||||||
| 15.3.3 | Fire Water Pond and Tank | 174 | ||||||
| 15.3.4 | Site Runoff Pond | 174 | ||||||
| 15.3.5 | Upset Ponds | 174 | ||||||
| 15.4 | Waste Management | 174 | ||||||
| 15.4.1 | Sanitary Solid Waste | 174 | ||||||
| 15.4.1.1 |
Intermediate Waste Deposit IWD | 175 | ||||||
| 15.4.1.2 |
Disposable Material Centre DMC | 175 | ||||||
| 15.4.2 | Sewage Waste/Sewage Treatment Plant STP | 175 | ||||||
| 15.4.3 | Industrial Waste Disposal | 175 | ||||||
| 15.5 | Tailings Management | 175 | ||||||
| 15.5.1 | Tailings Management Area | 175 | ||||||
| 15.5.2 | Brine Management | 176 | ||||||
| 15.6 | Mine Facilities | 176 | ||||||
| 15.6.1 | Refrigeration Plant | 176 | ||||||
| 15.6.2 | Main Fan Station | 176 | ||||||
| 15.6.3 | Backfill Plant | 177 | ||||||
| 15.6.4 | Material Yard | 177 | ||||||
| 15.6.5 | Other Mine Surface Facilities | 177 | ||||||
| 15.7 | Processing Plant Facilities | 177 | ||||||
| 15.7.1 | KCl Processing Building | 177 | ||||||
| 15.7.1.1 |
Area 3100 Raw Ore Crushing | 177 | ||||||
| 15.7.1.2 |
Area 3100 Building Structural Features | 177 | ||||||
| 15.7.1.3 |
Area 3200 Wet Process | 178 | ||||||
| 15.7.1.4 |
Area 3200 Building Structural Features | 178 | ||||||
| 15.7.1.5 |
Area 3300 Drying/Compaction | 178 | ||||||
| 15.7.1.6 |
Area 3300 Building Structural Features | 179 | ||||||
| 15.7.1.7 |
Area 3400 Product Handling | 179 | ||||||
| 15.7.1.8 |
Area 3400 Building Structural Features | 179 | ||||||
| 15.7.1.9 |
Area 3600 Reagents Building | 179 | ||||||
| 15.7.1.10 |
Area 3600 Building Structural Features | 179 | ||||||
| 15.7.2 | Control Room Building | 179 | ||||||
| 15.7.3 | Auxiliary Buildings and Facilities | 180 | ||||||
| 15.7.4 | Administration and Dry Area | 180 | ||||||
| 15.7.5 | Gate House | 180 | ||||||
| 15.7.6 | First Aid Station and Fire Station | 180 | ||||||
| 15.7.7 | Cafeteria and Kitchen | 180 | ||||||
| 15.7.8 | Industrial Warehouse | 180 | ||||||
| 15.7.9 | Mechanical Shop | 181 | ||||||
| 15.7.10 | Truck Shop | 181 | ||||||
| 15.7.11 | Fuel Station | 181 | ||||||
| 15.8 | Port Site Facilities | 181 | ||||||
| 15.8.1 | Cargo Movement and Flow Estimation | 181 | ||||||
| 15.8.2 | General Description of the Terminal | 182 | ||||||
| 15.8.3 | Loading and Handling Facilities | 182 | ||||||
| 15.8.4 | Logistic and Administrative Support Facilities | 183 | ||||||
| 15.8.5 | Pier/Floating Dock | 184 | ||||||
| 15.9 | Truck Transportation | 185 | ||||||
| 15.9.1 | Unloading Trucks | 185 | ||||||
| 15.9.2 | Supply and Storage Facilities | 185 | ||||||
| 15.10 | Marine Transportation | 186 | ||||||
| 15.10.1 | Dry Cargo and Construction Port | 186 | ||||||
| 15.10.2 | Bulk Barges | 186 | ||||||
| 15.10.3 | River Pusher and Convoy | 187 | ||||||
6
| 16 | Market Studies |
188 | ||||||
| 16.1 | Global Potash Market |
188 | ||||||
| 16.2 | Brazilian Potash Market |
188 | ||||||
| 16.3 | MOP Price Development |
189 | ||||||
| 16.4 | Logistics |
193 | ||||||
| 17 | Environmental Studies, Permitting, and Plans, Negotiations, or Agreements with Local Individuals or Groups |
195 | ||||||
| 17.1 | Environmental Legislation and Permitting |
195 | ||||||
| 17.1.1 | Environmental Licensing Process |
195 | ||||||
| 17.1.2 | Completed Environmental Licensing |
196 | ||||||
| 17.1.3 | Permits and Authorizations |
196 | ||||||
| 17.1.4 | Current Status of Environmental Work |
197 | ||||||
| 17.1.5 | Corporate Policy and Management Resources |
203 | ||||||
| 17.2 | Environmental and Social Setting |
204 | ||||||
| 17.2.1 | Soil |
205 | ||||||
| 17.2.2 | Water |
205 | ||||||
| 17.2.2.1 |
Groundwater |
206 | ||||||
| 17.2.3 | Air |
207 | ||||||
| 17.2.4 | Noise and Vibrations |
207 | ||||||
| 17.2.5 | Ecology and Biodiversity |
208 | ||||||
| 17.2.5.1 |
Flora |
208 | ||||||
| 17.2.5.2 |
Fauna |
209 | ||||||
| 17.2.6 | Socio-Economic and Cultural Settings |
210 | ||||||
| 17.2.6.1 |
Economic Activity |
210 | ||||||
| 17.2.6.2 |
Socio-Economic Environment of Autazes |
212 | ||||||
| 17.2.6.3 |
Traditional Communities and Indigenous Component |
212 | ||||||
| 17.2.6.4 |
Archaeology |
213 | ||||||
| 17.2.7 | Infrastructure |
214 | ||||||
| 17.3 | Potential Impacts/Risks |
215 | ||||||
| 17.3.1 | Soil |
215 | ||||||
| 17.3.2 | Water |
215 | ||||||
| 17.3.2.1 |
Surface Water Quality |
215 | ||||||
| 17.3.2.2 |
Groundwater |
215 | ||||||
| 17.3.3 | Air |
217 | ||||||
| 17.3.4 | Noise and Vibrations |
217 | ||||||
| 17.3.5 | Ecology and Biodiversity |
217 | ||||||
| 17.3.5.1 |
Flora |
217 | ||||||
| 17.3.5.2 |
Fauna |
218 | ||||||
| 17.3.6 | Socio-Economic and Cultural Settings |
220 | ||||||
| 17.3.6.1 |
Traditional Communities and Indigenous Component |
220 | ||||||
| 17.3.6.2 |
Archaeology |
221 | ||||||
| 17.3.7 | Infrastructure |
221 | ||||||
| 17.4 | Monitoring and Reporting Plans |
224 | ||||||
| 17.4.1 | Stakeholder Engagement |
227 | ||||||
| 17.4.2 | Tailings and Brine Management Plan |
228 | ||||||
| 17.4.3 | Solid and Hazardous Waste Management Plan |
232 | ||||||
| 17.4.4 | Surface Water and Sediments Control Plans |
233 | ||||||
| 17.4.5 | Emergency Response Plans |
234 | ||||||
| 17.4.5.1 |
Emergency Preparedness |
234 | ||||||
| 17.4.5.2 |
Underground Mine Evacuation Plan |
236 | ||||||
| 17.5 | Closure and Reclamation Plan |
237 | ||||||
| 17.5.1 | Introduction |
237 | ||||||
| 17.5.2 | Legal and Other Requirements |
237 | ||||||
| 17.5.2.1 |
Brazil Legal Requirements |
237 | ||||||
| 17.5.3 | Project Closure Strategy |
238 | ||||||
| 17.5.3.1 |
Mine Site |
238 | ||||||
| 17.5.3.2 |
KCl Processing Plants and Associated Infrastructure |
238 | ||||||
| 17.5.3.3 |
Port Facilities |
239 | ||||||
| 17.5.3.4 |
Build Infrastructure, Concrete Foundation and Roads |
239 | ||||||
| 17.5.3.5 |
Off-Site Road |
239 | ||||||
7
| 17.5.3.6 |
Work Force | 239 | ||||||
| 17.5.4 | Closure and Post-Closure Impacts | 239 | ||||||
| 17.5.5 | Closure Principles and Objectives | 240 | ||||||
| 17.5.5.1 |
Closure Objectives | 240 | ||||||
| 17.5.6 | Closure Management Plan | 241 | ||||||
| 17.5.6.1 |
Planning Resources for Closure | 241 | ||||||
| 17.5.6.2 |
Methodology | 241 | ||||||
| 17.5.6.3 |
Scope of Closure Management Plan | 241 | ||||||
| 17.5.6.4 |
Technical Studies | 241 | ||||||
| 17.5.6.5 |
Ongoing Development of the Closure Management Plan | 241 | ||||||
| 17.5.6.6 |
Closure Monitoring | 242 | ||||||
| 17.5.7 | Closure Costs | 242 | ||||||
| 17.6 | Opinion of Qualified Person (QP) | 242 | ||||||
| 18 | Capital and Operating Costs | 243 | ||||||
| 18.1 | Basis of iCAPEX and sCAPEX Update | 243 | ||||||
| 18.1.1 | Key Feasibility Study Documents | 245 | ||||||
| 18.1.2 | Procurement | 246 | ||||||
| 18.1.3 | Estimate of Inflationary Costs in the Supplies Originating from Other Countries | 247 | ||||||
| 18.1.4 | Design Allowances | 249 | ||||||
| 18.1.5 | Direct Field Labor Costs | 250 | ||||||
| 18.1.6 | Contractors Distributables | 250 | ||||||
| 18.1.7 | Labor Productivity | 250 | ||||||
| 18.1.8 | Freight Costs | 252 | ||||||
| 18.1.9 | Customs Duties, Taxes | 252 | ||||||
| 18.1.10 | Project Indirect Costs | 252 | ||||||
| 18.1.10.1 |
EPCM Services Costs | 252 | ||||||
| 18.1.10.2 |
Spare Parts | 252 | ||||||
| 18.1.10.3 |
Vendor Representatives on Site | 253 | ||||||
| 18.1.10.4 |
Pre-Commissioning and Commissioning Handover | 253 | ||||||
| 18.1.10.5 |
Closure Costs | 253 | ||||||
| 18.1.11 | Owner Costs | 253 | ||||||
| 18.1.12 | Contingency Estimate | 254 | ||||||
| 18.1.12.1 |
Estimated Brazil Cost Inflation Indexes Composition to Obtain iCAPEXs Inflation Factors | 254 | ||||||
| 18.1.13 | Estimate of Inflationary Costs in Supplies Originating from Other Countries | 255 | ||||||
| 18.1.14 | Estimate Assumptions | 256 | ||||||
| 18.1.15 | NaCl By-Product Cost Estimate | 256 | ||||||
| 18.1.16 | Update Exclusions | 256 | ||||||
| 18.2 | Initial CAPEX Cost Summaries (iCAPEX) | 257 | ||||||
| 18.3 | Owners Capital Expenditures, EPCM and Contingency | 258 | ||||||
| 18.4 | Sustaining Cost Summary (sCAPEX) | 258 | ||||||
| 18.5 | Summary of Operating Costs (OPEX) | 260 | ||||||
| 18.5.1 | Shaft Operating Costs | 261 | ||||||
| 18.5.2 | Mine Operating Costs | 261 | ||||||
| 18.5.3 | Process Plant Operating Costs | 261 | ||||||
| 18.6 | Basis of OPEX Costs Update | 261 | ||||||
| 18.6.1 | Project Schedule | 262 | ||||||
| 18.6.2 | Operating Cost Development | 262 | ||||||
| 18.6.3 | Labor | 262 | ||||||
| 18.6.3.1 |
Shaft Labor | 262 | ||||||
| 18.6.3.2 |
Mining Labor | 264 | ||||||
| 18.6.3.3 |
Surface Operations Labor | 264 | ||||||
| 18.6.4 | Energy | 265 | ||||||
| 18.6.4.1 |
Shaft Energy | 265 | ||||||
| 18.6.4.2 |
Mining Energy | 266 | ||||||
| 18.6.4.3 |
Process Energy | 266 | ||||||
| 18.6.4.3.1 |
Process Electrical Energy | 266 | ||||||
| 18.6.4.3.2 |
Process Natural Gas and Diesel Fuel | 267 | ||||||
| 18.6.5 | Water | 267 | ||||||
| 18.6.6 | Mobile Equipment | 268 | ||||||
| 18.6.6.1 |
Mine Mobile Equipment | 268 | ||||||
8
| 18.6.6.2 | Plant Mobile Equipment | 268 | ||||
| 18.6.7 | Transportation | 268 | ||||
| 18.6.8 | Equipment Repair, Maintenance and Replacement | 268 | ||||
| 18.6.8.1 | Mine Equipment Repair and Maintenance | 268 | ||||
| 18.6.8.2 | Shaft Equipment Repair and Maintenance | 269 | ||||
| 18.6.8.3 | Process Plant Repair and Maintenance | 270 | ||||
| 18.6.9 | Port Costs | 270 | ||||
| 18.6.10 | General and Administrative Costs | 270 | ||||
| 18.6.11 | Travel-In/Travel-Out, Messing and Accommodation Costs | 270 | ||||
| 19 | Economic Analysis | 271 | ||||
| 19.1 | Introduction | 271 | ||||
| 19.2 | Main Assumptions and Parameters | 271 | ||||
| 19.2.1 | Production | 271 | ||||
| 19.2.2 | Initial CAPEX | 271 | ||||
| 19.2.3 | Sustaining Capital and Mine Closure | 271 | ||||
| 19.2.4 | Operating Costs | 273 | ||||
| 19.2.5 | Revenue | 273 | ||||
| 19.2.6 | Taxation | 274 | ||||
| 19.2.6.1 | List of Taxes | 274 | ||||
| 19.2.6.2 | Taxes on MOP Sales | 274 | ||||
| 19.2.6.3 | CFEM Royalty | 275 | ||||
| 19.2.6.4 | Taxes on CAPEX and OPEX | 275 | ||||
| 19.2.6.5 | Taxes on Profits | 275 | ||||
| 19.2.6.6 | SUDAM Incentives | 275 | ||||
| 19.2.6.7 | ICMS: Tax Credits Assumptions | 275 | ||||
| 19.2.7 | Exchange Rate | 276 | ||||
| 19.2.8 | Discount Rate | 276 | ||||
| 19.2.9 | Evaluation Base Date- and Others | 276 | ||||
| 19.3 | Cash Flow Analysis | 276 | ||||
| 19.4 | Sensitivity Analysis | 276 | ||||
| 19.4.1 | Sensitivity Analysis to Key Input Variables After Tax, Unlevered NPV and IRR | 277 | ||||
| 19.4.2 | Sensitivity Analysis NPV x Discount Rate | 278 | ||||
| 19.5 | Financial Projections | 278 | ||||
| 20 | Adjacent Properties | 286 | ||||
| 20.1 | Immediate Adjacent Properties on the Surface | 286 | ||||
| 21 | Other Relevant Data and Information | 287 | ||||
| 21.1 | Preliminary Project Implementation Plan | 287 | ||||
| 21.2 | Strategy for Implementation | 287 | ||||
| 21.3 | Project Drivers | 287 | ||||
| 21.4 | Estimated Construction Quantities | 288 | ||||
| 21.5 | Location Factors | 288 | ||||
| 21.6 | Construction Pre-Qualification Visit | 288 | ||||
| 21.7 | Engineering | 289 | ||||
| 21.7.1 | General Execution Approach | 289 | ||||
| 21.7.2 | Critical Engineering Schedule Activities | 289 | ||||
| 21.8 | Procurement Strategy | 290 | ||||
| 21.8.1 | Inspection and Expediting | 290 | ||||
| 21.9 | Freight and Logistics | 290 | ||||
| 21.10 | Materials Management | 291 | ||||
| 21.10.1 | Materials Planning | 291 | ||||
| 21.10.2 | Material Control System Implementation | 291 | ||||
| 21.10.3 | Bulk Materials Strategy General | 292 | ||||
| 21.10.4 | Bulk Piping | 292 | ||||
| 21.10.5 | Bulk Steel Strategy | 292 | ||||
| 21.10.6 | Bulk Electrical Material | 293 | ||||
| 21.10.7 | Tagged Equipment Strategy | 293 | ||||
| 21.10.8 | Master Storage Plan | 293 | ||||
| 21.10.9 | Field Material Management | 293 | ||||
| 21.10.9.1 | Receipt of Materials and Equipment | 294 | ||||
| 21.10.9.2 | Issue/Transfer of Materials and Equipment | 294 | ||||
| 21.10.9.3 | Preservation | 294 | ||||
| 21.10.10 | Warehouse/Laydown Safety and Security | 295 | ||||
9
| 21.10.10.1 | Safety | 295 | ||||
| 21.10.10.2 | Security | 295 | ||||
| 21.11 | Contracting Strategy | 295 | ||||
| 21.11.1 | Overview | 295 | ||||
| 21.11.2 | Contracting Options | 295 | ||||
| 21.11.2.1 | Horizontal Contracting Approach | 295 | ||||
| 21.11.2.1.1 | Availability of Horizontal Contractors | 296 | ||||
| 21.11.2.2 | Vertical Contracting Approach | 296 | ||||
| 21.11.2.3 | Availability of Vertical Contractors | 297 | ||||
| 21.11.3 | Role of Local Contractors | 297 | ||||
| 21.11.4 | Key Contracting Strategy Selection Considerations | 297 | ||||
| 21.11.4.1 | Safety | 297 | ||||
| 21.11.4.2 | Difficulties Which May Be Encountered | 297 | ||||
| 21.11.4.3 | Base Wage Rate and Unit Price Issues | 297 | ||||
| 21.11.4.4 | Splitting the Packages Between at Least Two Contractors | 297 | ||||
| 21.11.4.5 | Use of Local Labor | 297 | ||||
| 21.11.4.6 | Contractor Transparency | 298 | ||||
| 21.11.5 | Contracting Approach Conclusion | 298 | ||||
| 21.11.6 | Contract Register | 298 | ||||
| 21.12 | Construction Management | 300 | ||||
| 21.12.1 | Overview | 300 | ||||
| 21.12.2 | Objectives | 302 | ||||
| 21.12.3 | Temporary Construction Facilities | 302 | ||||
| 21.12.4 | Temporary Facilities and Services Provided by the Project | 302 | ||||
| 21.12.5 | Temporary Facilities and Services Provided by the Contractors | 303 | ||||
| 21.12.6 | Permanent Facilities for Use During Construction | 303 | ||||
| 21.13 | Construction Program | 303 | ||||
| 21.13.1 | General Site Preparation and Development | 303 | ||||
| 21.13.2 | Civil Piling | 304 | ||||
| 21.13.3 | Civil Foundations | 304 | ||||
| 21.13.4 | Structural Steel | 305 | ||||
| 21.13.5 | Mechanical Equipment Installations | 305 | ||||
| 21.13.6 | Mechanical Field Fabricated Tanks | 305 | ||||
| 21.13.7 | Piping On-Site Fabrication and Installation | 305 | ||||
| 21.13.8 | Piping Off-Site Pre-Fabrication | 305 | ||||
| 21.13.9 | Electrical Works | 305 | ||||
| 21.13.10 | Instrument Works | 305 | ||||
| 21.13.11 | Non-Process Buildings | 305 | ||||
| 21.14 | Contractor Interface Management | 305 | ||||
| 21.15 | Construction Work Roster | 306 | ||||
| 21.16 | Construction Camp | 306 | ||||
| 21.16.1 | Recreational Facilities | 306 | ||||
| 21.16.2 | Catering | 306 | ||||
| 21.17 | Pre-Commissioning, Commissioning and Handover | 306 | ||||
| 21.17.1 | Overview | 306 | ||||
| 21.17.2 | Completions Management Tool (CMT) | 307 | ||||
| 21.18 | Project Schedule | 307 | ||||
| 21.18.1 | Milestones | 307 | ||||
| 21.18.2 | Schedule Basis | 308 | ||||
| 21.18.2.1 | General | 308 | ||||
| 21.18.2.2 | Critical Path | 308 | ||||
| 21.19 | Project Staffing | 308 | ||||
| 21.19.1 | General | 308 | ||||
| 21.19.2 | Site Office | 309 | ||||
| 21.20 | Risk Assessment and Management | 310 | ||||
| 21.20.1 | Introduction | 310 | ||||
| 21.20.2 | Risk Assessment Process | 310 | ||||
| 21.20.3 | Risk Assessment Workshop | 310 | ||||
| 21.20.3.1 | Risk Evaluations Scales | 310 | ||||
| 21.20.3.2 | Risk Treatment | 312 | ||||
| 21.20.3.3 | Workshops | 312 | ||||
10
| 21.20.3.4 | Risk Assessment Summary | 313 | ||||
| 21.20.3.5 | Opportunities Assessment Summary | 317 | ||||
| 21.20.4 | Conclusions and Recommendations | 318 | ||||
| 22 | Interpretations and Conclusions | 319 | ||||
| 22.1 | Exploration, Geology and Resources and Reserve Estimate | 319 | ||||
| 22.2 | Mining | 320 | ||||
| 22.3 | Metallurgy and Processing | 320 | ||||
| 22.4 | Infrastructure and Tailings Management | 321 | ||||
| 22.5 | Land Acquisition | 321 | ||||
| 22.6 | Environmental | 322 | ||||
| 22.7 | Marketing and Economics | 323 | ||||
| 22.8 | Final Conclusion | 324 | ||||
| 23 | Recommendations | 325 | ||||
| 23.1 | Mineral Reserves and Mining | 325 | ||||
| 23.2 | Mineral Processing and Metallurgical Testwork | 326 | ||||
| 23.3 | Project Infrastructure | 326 | ||||
| 23.4 | Land Acquisitions | 327 | ||||
| 23.5 | Bridging Phase | 327 | ||||
| 23.6 | Environmental and Permitting | 327 | ||||
| 24 | References | 328 | ||||
| 25 | Reliance on Information Provided by the Registrant | 330 | ||||
11
LIST OF FIGURES
| Figure 1 |
Location of the Autazes Potash Project site in Northern Brazil |
31 | ||||
| Figure 2 |
Process of obtaining a mining concession decree (PdB, 2022, /42/) |
32 | ||||
| Figure 3 |
Original claims (mineral rights) Northeast of Autazes |
32 | ||||
| Figure 4 |
Mineral rights areas (in blue) and fraction areas of the original mineral rights areas (in orange) according to the dismemberment after its approval in December 2019, overlaid by the preliminary demarcation of the Jauary Indigenous Land (in red) | 33 | ||||
| Figure 5 |
Land acquisition plan for the Autazes Potash Project (PdB, 2022, /42/) |
34 | ||||
| Figure 6 |
Process for obtaining a mining license (PdB, 2022, /42/) |
35 | ||||
| Figure 7 |
Location of the Autazes Potash Project site, the city of Manaus and the municipality of Autazes together with roadways BR-319 and AM-254, boat routes (dashed blue lines) as well as the location of the Urucurituba village with the road towards the project site (small map section) | 38 | ||||
| Figure 8 |
Location of planned port, access roads, processing plant, tailing piles and brine injection wells as well as the location of the Urucurituba village (PdB, 2022, /42/) | 38 | ||||
| Figure 9 |
Diagram of average monthly precipitation and temperatures for the periods 1961-1990 and 1992-2021, provided by the meteorological station of Itacoatiara (INMET, 2022, /36/) | 39 | ||||
| Figure 10 |
Typical houses in the Soares Lake area (PdB, 2022, /42/) |
40 | ||||
| Figure 11 |
Urucurituba village on the banks of the Madeira River, looking north (PdB, 2022, /42/) |
41 | ||||
| Figure 12 |
Typical vegetation at mine shaft and processing plant sites (PdB, 2022, /42/) |
41 | ||||
| Figure 13 |
Ombrophylous forest and adjacent de-forested area with pasture, adjacent to processing plant site (PdB, 2022, /42/) |
41 | ||||
| Figure 14 |
Map showing the outlines of the Autazes, Fazendinha and Arari areas in 2015 (ERCOSPLAN, 2015, /18/) | 42 | ||||
| Figure 15 |
Geographic location of the Amazon Potash Basin (PdB, 2014, /41/) |
43 | ||||
| Figure 16 |
View of drill site location for the drill holes PBAT 15-43 and PBAT 15-43 A (SRK, 2016, /50/) |
45 | ||||
| Figure 17 |
General lithostratigraphy of the Central Amazon Basin (Mohriak, 2008, /39/) |
47 | ||||
| Figure 18 |
Simplified geological column for the Autazes area (minimum thickness only from drill holes that have completely penetrated the potash-bearing horizon) (ERCOSPLAN, 2015, /18/) | 48 | ||||
| Figure 19 |
Map showing mineral rights areas, locations of holes drilled by BPC and seismic lines of surveys conducted in 2000 and 2015 | 54 | ||||
| Figure 20 |
Reinterpreted seismic profile 003 by ERCOSPLAN (white lines; colored lines = interpretation by Geohub) (ERCOSPLAN, 2015, /18/) | 56 | ||||
| Figure 21 |
Selected results of the SRC blank sample analyses (line = mean value) |
64 | ||||
| Figure 22 |
Results of the SRC low grade standard analyses (line = mean value) |
65 | ||||
| Figure 23 |
Results of the medium grade standard analyses (line = mean value) |
66 | ||||
| Figure 24 |
Correlation of the assaying results of the SRC and the independent laboratories for anions and cations. Central black line is 1:1 correlation, red lines represent 10% discrepancy (batches: 1st dark blue, 2nd light blue) | 67 | ||||
| Figure 25 |
Flow sheet for production of high quality NaCl product |
75 | ||||
| Figure 26 |
Geological cross-section (SW-NE) through the Autazes area |
76 | ||||
| Figure 27 |
Panel OSD where the seam thickness is greater or equal to the minimum mining height |
88 | ||||
| Figure 28 |
Panel OSD where the seam thickness is less than the minimum mining height |
89 | ||||
| Figure 29 |
Main or panel development OSD where the seam thickness is greater or equal to the minimum mining height | 89 | ||||
| Figure 30 |
Panel and mains development OSD where the seam thickness is less than the minimum mining height | 89 | ||||
| Figure 31 |
Updated mine plan according to the dismembered mineral rights |
90 | ||||
| Figure 32 |
Lithological column with horizons considered for test work framed in red |
95 | ||||
| Figure 33 |
Long pillar length effect on factor of safety |
96 | ||||
| Figure 34 |
Bolting pattern |
98 | ||||
| Figure 35 |
PBAT 10-05 |
99 | ||||
| Figure 36 |
Geological profile |
100 | ||||
| Figure 37 |
Long pillar system α = 1.14 (chosen system α = 2.0 will provide even greater support) |
100 |
12
| Figure 38 |
Simulated subsidence rate for α=2.0 |
101 | ||||
| Figure 39 |
Creep curves |
101 | ||||
| Figure 40 |
Fault zones |
101 | ||||
| Figure 41 |
Fault crossing |
102 | ||||
| Figure 42 |
Mains overview |
104 | ||||
| Figure 43 |
Left: Typical single CM main development section setup; Right: Typical supersection main development section setup | 105 | ||||
| Figure 44 |
Production panel naming convention |
106 | ||||
| Figure 45 |
Panel cutting sequence |
106 | ||||
| Figure 46 |
Production section schedule |
106 | ||||
| Figure 47 |
Long-term rooms |
107 | ||||
| Figure 48 |
Long-term rooms mining sequence |
107 | ||||
| Figure 49 |
Six month ramp-up: main development |
110 | ||||
| Figure 50 |
Six month ramp-up: production panels |
110 | ||||
| Figure 51 |
Four month ramp-up: production panels |
111 | ||||
| Figure 52 |
Mine ramp-up period (production years 1 to 3) |
112 | ||||
| Figure 53 |
Nominal production, depletion of first Panel 21 available for slurry backfill |
112 | ||||
| Figure 54 |
5 years pause in mains development |
112 | ||||
| Figure 55 |
Completion of main development |
113 | ||||
| Figure 56 |
Start of mains on retreat with ramp down of panel productions |
113 | ||||
| Figure 57 |
Wind down and completion of retreat mining, end of LOM |
113 | ||||
| Figure 58 |
Annual life of mine schedule tonnages |
113 | ||||
| Figure 59 |
Annual life of mine average KCl% grade |
114 | ||||
| Figure 60 |
Crew schedule |
119 | ||||
| Figure 61 |
LOM backfill schedule |
124 | ||||
| Figure 62 |
Annual MOP production over life of mine |
129 | ||||
| Figure 63 |
Block flow diagram of MOP production process |
131 | ||||
| Figure 64 |
Plant layout overview |
132 | ||||
| Figure 65 |
Raw material feed crushing bins 1 and 2 |
133 | ||||
| Figure 66 |
Emergency ROM stockpile |
133 | ||||
| Figure 67 |
Primary and secondary crushers |
134 | ||||
| Figure 68 |
Crushed material stockpile |
134 | ||||
| Figure 69 |
Future potential centrifuged KCl storage pile |
137 | ||||
| Figure 70 |
KCl product rotary dryer |
137 | ||||
| Figure 71 |
Rotary dryer cyclone |
138 | ||||
| Figure 72 |
Compactors |
139 | ||||
| Figure 73 |
Primary and secondary crushers |
139 | ||||
| Figure 74 |
Fluid bed dryer cooler |
140 | ||||
| Figure 75 |
Glazing screen oversize crusher |
140 | ||||
| Figure 76 |
KCl product storage and loadout |
141 | ||||
| Figure 77 |
Boreholes locations for processing plant site and mine shaft site geotechnical investigations |
150 | ||||
| Figure 78 |
General master plan of the Autazes Potash Project permanent installations (WorleyParsons and PdB, 2018, /58/) |
152 | ||||
| Figure 79 |
Single line diagram, 500 kV interconnection SE Silves to SE Autazes (FIGENER and PdB, 2022, /21/) | 159 | ||||
| Figure 80 |
Geoelectrical map Brazilian interconnected national grid (Source: Dalben Consultoria (WorleyParsons, 2016, /57/) | 160 | ||||
| Figure 81 |
Schedule for power supply to Autazes Potash Project |
161 | ||||
| Figure 82 |
Project area and overview of the routings alternatives / Alternative 3 selected (FIGENER and PdB, 2022, /21/) | 162 | ||||
| Figure 83 |
Power demand in MW per year (PP) |
163 | ||||
| Figure 84 |
SE Silves (satellite image) (FIGENER and PdB, 2022, /21/) |
163 | ||||
| Figure 85 |
Modular electrical substation transport and assembly |
164 | ||||
| Figure 86 |
Communications schematic diagram for the construction phase |
169 |
13
| Figure 87 |
Communication schematic diagram for permanent phase |
170 | ||||
| Figure 88 |
Processing plant water system |
173 | ||||
| Figure 89 |
Port water system |
173 | ||||
| Figure 90 |
General terminal plan facilities and floating pier (WorleyParsons and PdB, 2022, /59/) |
182 | ||||
| Figure 91 |
Graphic representation of the future port facilities without the metallic cover for better visualization (1) (WorleyParsons and PdB, 2022, /59/) | 184 | ||||
| Figure 92 |
Graphic representation of the future port facilities without the metallic cover for better visualization (2) (WorleyParsons and PdB, 2022, /59/) | 184 | ||||
| Figure 93 |
Schematic section of the port facilities (WorleyParsons and PdB, 2022, /59/) |
185 | ||||
| Figure 94 |
Indication of the facilities of the port site facilities (WorleyParsons and PdB, 2022, /59/) |
185 | ||||
| Figure 95 |
General cargo ferry (WorleyParsons and PdB, 2022, /59/) |
186 | ||||
| Figure 96 |
General cargo raft and concrete ramp with adjustable metallic ramp (WorleyParsons and PdB, 2022, /59/) | 186 | ||||
| Figure 97 |
Racket raft (WorleyParsons and PdB, 2022, /59/) |
186 | ||||
| Figure 98 |
Box raft (WorleyParsons and PdB, 2022, /59/) |
187 | ||||
| Figure 99 |
River pusher (WorleyParsons and PdB, 2022, /59/) |
187 | ||||
| Figure 100 |
Drawing of a bulk train (WorleyParsons and PdB, 2022, /59/) |
187 | ||||
| Figure 101 |
Bulk train in operation (WorleyParsons and PdB, 2022, /59/) |
187 | ||||
| Figure 102 |
MOP capacity [million t/a] by country and producer (CRU, 2022, /12/) |
188 | ||||
| Figure 103 |
Brazilian MOP imports and domestic production [million tonnes], 2007-2026 (CRU, 2022, /12/) | 189 | ||||
| Figure 104 |
Historical MOP prices from 2010 to 2022 (s=standard, g=granular) |
190 | ||||
| Figure 105 |
Comparison of the CFR costs [USD/tonne] to Mato Grosso (Brasnorte) (CRU, 2022, /12/) |
193 | ||||
| Figure 106 |
Aerial view of Urucurituba village |
204 | ||||
| Figure 107 |
Satellite view of Soares village and project area |
204 | ||||
| Figure 108 |
Surface and groundwater sampling points |
205 | ||||
| Figure 109 |
Regional flooding highlighted inside the local study area |
206 | ||||
| Figure 110 |
Surface water (Golder Associates, 2015, /24/) |
206 | ||||
| Figure 111 |
Dug well in the study area (Golder Associates, 2015, /24/) |
207 | ||||
| Figure 112 |
Location of air quality and noise monitoring within the Autazes Project Area (Golder Associates, 2015, /24/) | 208 | ||||
| Figure 113 |
Noise levels for the Project after litigation measures (Golder Associates, 2015, /24/), Golder Associates (2015) | 208 | ||||
| Figure 114 |
Characterization of area macrozoning (Instituto Piatam, 2019, /37/) |
209 | ||||
| Figure 115 |
Pasture with Babaçu palm trees on industrial plant area |
209 | ||||
| Figure 116 |
Aerial view of Manaus |
210 | ||||
| Figure 117 |
Aerial view of industrial district in Manaus |
211 | ||||
| Figure 118 |
Aerial view of Autazes on the Autaz Açu River |
212 | ||||
| Figure 119 |
Partners to the Autazes Sustainability Program |
213 | ||||
| Figure 120 |
Satellite image with detail of the future port area (in green) and estimated area of Urucurituba archaeological site (63 ha) (in red) | 213 | ||||
| Figure 121 |
Satellite image with detail of the future port area (in green) and estimated area of Urucurituba archaeological site (150 ha) (Arqueologika, 2018, /4/) | 214 | ||||
| Figure 122 |
Satellite image with detail of the prospection of the directly affected area (ADA) of the plant |
214 | ||||
| Figure 123 |
BPC presentation with community participation in Autazes |
227 | ||||
| Figure 124 |
General layout of tailings piles 1 and 2 |
229 | ||||
| Figure 125 |
Dimensional cut sections of Tailings piles 1 and 2 |
229 | ||||
| Figure 126 |
General plan of the tailings piles with details and paths of the deep drainage channels |
230 | ||||
| Figure 127 |
Details of waterproofing layers and typical section of bottom drains |
230 | ||||
| Figure 128 |
Photos of views with typical dry stacking installation planned for the formation of the tailings piles (Emerson, 2021, /13/) | 230 | ||||
| Figure 129 |
Illustrative layout of the brine Injection well locations (yellow points) |
231 | ||||
| Figure 130 |
Typical schematic arrangement of the necessary facilities for the brine injection wells |
231 | ||||
| Figure 131 |
Typical section of the brine injection wells planned for the Autazes Potash Project |
232 | ||||
| Figure 132 |
Storage for composting area |
233 | ||||
| Figure 133 |
Underground evacuation plan |
236 |
14
| Figure 134 |
Equipment/material/services pricing basis |
249 | ||||
| Figure 135 |
Estimated sCAPEX |
259 | ||||
| Figure 136 |
Exchange rate BRL/USD |
276 | ||||
| Figure 137 |
Sensitivity for post-tax, unlevered NPV@8.1% |
277 | ||||
| Figure 138 |
Sensitivity post-tax, unlevered IRR |
278 | ||||
| Figure 139 |
Sensitivity post-tax, unlevered NPV x Discount Rate |
278 | ||||
| Figure 140 |
Adjacent properties (SIGMINE ANM, 2021, /47/) |
286 | ||||
| Figure 141 |
Procurement and materials management |
291 | ||||
| Figure 142 |
Risk matrix (WorleyParsons, 2016, /57/) |
312 | ||||
| Figure 143 |
Risk maps before and after treatment |
313 | ||||
| Figure 144 |
Identified risk status |
313 |
15
LIST OF TABLES
| Table 1 |
Unlevered financial results summary |
27 | ||||
| Table 2 |
Initial capital cost summary |
27 | ||||
| Table 3 |
Operational cost summary |
27 | ||||
| Table 4 |
Coordinates of the planned production shaft of the underground mine, processing plant and port (PdB, 2022, /42/) | 31 | ||||
| Table 5 |
Original claims (mineral rights) and exploration permits held by BPC (PdB, 2022, /42/) |
32 | ||||
| Table 6 |
Surface areas of mineral rights and fraction of the original mineral rights according to the dismemberment (PdB, 2022, /42/) | 33 | ||||
| Table 7 |
Status of the mineral rights for underground resources exploration permit after dismemberment (PdB, 2022, /42/) | 35 | ||||
| Table 8 |
Averaged monthly values for temperature, precipitation and evaporation (INMET, 2022, /36/) |
39 | ||||
| Table 9 |
Resource estimate for the Autazes Potash Project, based on drill hole information available until 2014 (ERCOSPLAN, 2014, /15/) | 44 | ||||
| Table 10 |
Averaged grades of components of the mineralized section, based on based on drill hole information available until 2014 (ERCOSPLAN, 2014, /15/) | 44 | ||||
| Table 11 |
Overview of the mineralization of the potash-bearing horizon in the drill holes in the Autazes area (green drill holes that fulfil the abovementioned cut-off criteria; supplemented by drill holes of 2015/2016; based on (ERCOSPLAN, 2015, /18/) | 50 | ||||
| Table 12 |
Interpreted hydrogeological domains for the Autazes area (SRK, 2016, /51/) |
52 | ||||
| Table 13 |
Lithostratigraphical formations encountered in hole PBAT-15-43 (SRK, 2016, /50/) |
57 | ||||
| Table 14 |
List of calcarenite samples for laboratory hydrogeological testing conducted by IfG (IfG, 2014, /32/) | 58 | ||||
| Table 15 |
Phase 1 hydrogeological test results in hole PBAT-15-43A (SRK, 2016, /50/) |
59 | ||||
| Table 16 |
Main parameter values of groundwater sampled in hole PBAT-15-43A (SRK, 2016, /50/) |
60 | ||||
| Table 17 |
Phase 2 hydrogeological test results in hole PBAT-15-43 (SRK, 2016, /50/) |
61 | ||||
| Table 18 |
Composition of wet KCl product |
71 | ||||
| Table 19 |
Development of brine from cycle to cycle |
71 | ||||
| Table 20 |
Grain size analyses of coarse hot leaching tailings |
73 | ||||
| Table 21 |
Washing test results |
74 | ||||
| Table 22 |
Brine composition before/after brine purification |
74 | ||||
| Table 23 |
NaCl product compositions |
75 | ||||
| Table 24 |
Mineral resources including mineral reserves at the Autazes Project outside the Jauary Indigenous Land |
78 | ||||
| Table 25 |
Mineral resources excluding mineral reserves at the Autazes Project outside the Jauary Indigenous Land |
78 | ||||
| Table 26 |
Inferred mineral resources (amount and grade) categorized for each individual BPC drill hole located within mineral rights outside the Jauary Indigenous Land | 80 | ||||
| Table 27 |
Inferred mineral resources (amount and grade) categorized for each individual BPC drill hole located within the mineral rights inside the Jauary Indigenous Land | 81 | ||||
| Table 28 |
Indicated mineral resources (amount and grade) categorized for each individual BPC drill hole located within mineral rights outside the Jauary Indigenous Land | 83 | ||||
| Table 29 |
Measured mineral resources (amount and grade) categorized for each individual BPC drill hole located within mineral rights outside the Jauary Indigenous Land | 85 | ||||
| Table 30 |
Resource block model dimensions |
86 | ||||
| Table 31 |
Block model parameters |
87 | ||||
| Table 32 |
Ore and waste grades and densities |
87 | ||||
| Table 33 |
Dilution estimate |
89 | ||||
| Table 34 |
Mineral reserve estimate |
92 | ||||
| Table 35 |
Mining method option analysis summary |
93 | ||||
| Table 36 |
Strength parameter sets |
95 | ||||
| Table 37 |
Direct shear test results |
96 | ||||
| Table 38 |
Production panel factor of safety |
96 | ||||
| Table 39 |
Factor of safety inputs |
97 | ||||
| Table 40 |
Factor of safety for long-term rooms |
97 | ||||
| Table 41 |
Bolting parameters |
98 | ||||
| Table 42 |
Barrier pillar summary |
98 | ||||
| Table 43 |
Hydraulic barrier strata |
100 |
16
| Table 44 |
Mine design parameters |
102 | ||||
| Table 45 |
Main development parameters |
105 | ||||
| Table 46 |
Prediction panel parameters |
106 | ||||
| Table 47 |
Annual operating parameters |
107 | ||||
| Table 48 |
Model inputs: main development |
108 | ||||
| Table 49 |
Model inputs: production panel |
108 | ||||
| Table 50 |
Production baseline |
109 | ||||
| Table 51 |
Panel production productivities |
109 | ||||
| Table 52 |
Perimeter mining and mains on retreat production productivities |
110 | ||||
| Table 53 |
Six month ramp-up: factors |
110 | ||||
| Table 54 |
Four month ramp-up: factors |
111 | ||||
| Table 55 |
Ore feed to process with average KCl grade for each year of production including ram-up and ramp-down phase |
111 | ||||
| Table 56 |
Annual amounts of extracted ore during the pre-production phase |
111 | ||||
| Table 57 |
Equipment quantities for panel production and main development |
115 | ||||
| Table 58 |
Surface refrigeration plant and BAC |
115 | ||||
| Table 59 |
Surface cooling tanks |
116 | ||||
| Table 60 |
Underground BAC and recirculation station |
116 | ||||
| Table 61 |
Section fans |
116 | ||||
| Table 62 |
Main pump station |
116 | ||||
| Table 63 |
Conveyor Parameters |
117 | ||||
| Table 64 |
Manpower list maximum |
119 | ||||
| Table 65 |
Slurry and paste backfilling comparison |
121 | ||||
| Table 66 |
Chemical composition of the slurry |
122 | ||||
| Table 67 |
Mass balance of backfilling surface plant for preparation of slurry material (after year 14) |
122 | ||||
| Table 68 |
Summary of available underground volumes |
123 | ||||
| Table 69 |
Productivity of the backfilling system |
124 | ||||
| Table 70 |
Summarized ventilation and cooling requirements |
126 | ||||
| Table 71 |
Work breakdown structure processing plant |
127 | ||||
| Table 72 |
Amount and composition of main inputs and outputs of MOP production process |
127 | ||||
| Table 73 |
Design factors |
128 | ||||
| Table 74 |
Design criteria |
129 | ||||
| Table 75 |
Granular product specification (WorleyParsons, 2016, /57/) |
129 | ||||
| Table 76 |
ROM and loadout surge capacity |
130 | ||||
| Table 77 |
MOP product amount and tailings amount over mine of life |
131 | ||||
| Table 78 |
Reagent holding tank residence time |
143 | ||||
| Table 79 |
Estimated reagent consumptions |
144 | ||||
| Table 80 |
Raw water consumption |
145 | ||||
| Table 81 |
Estimated nominal dust control air flow rates |
146 | ||||
| Table 82 |
Preliminary soil parameters for processing plant foundation design (1)(2) |
150 | ||||
| Table 83 |
List of buildings and areas |
153 | ||||
| Table 84 |
List of substations and power demand |
162 | ||||
| Table 85 |
Steam consumption summary |
172 | ||||
| Table 86 |
Raw ore crushing plant building and storage areas descriptions |
177 | ||||
| Table 87 |
Wet processing plant buildings and ponds description |
178 | ||||
| Table 88 |
Drying and compaction plant building and storage facility descriptions |
178 | ||||
| Table 89 |
KCl final product conditioning, truck loading and KCl storage buildings description |
179 | ||||
| Table 90 |
Estimation for handling of solid material and general cargo (WorleyParsons and PdB, 2022, /59/) | 181 | ||||
| Table 91 |
Brazilian supply and demand balance from 2017 to 2026 [million tonnes] |
189 | ||||
| Table 92 |
Medium term potash price forecast up to 2026, [USD/tonne, nominal] (CRU, 2022, /12/) |
190 | ||||
| Table 93 |
Estimation of the LRMC |
191 | ||||
| Table 94 |
Escalation of the LRMC | 192 | ||||
| Table 95 |
Long term potash price forecast from 2029-2051 [USD/tonne of granular product] | 193 | ||||
| Table 96 |
Comparison of shipment times [days] |
194 | ||||
| Table 97 |
Permits and authorizations necessary for Autazes Project |
196 |
17
| Table 98 |
Restrictions and/or conditions for the validity of LP Nº 054/2015 1st Amendment (Golder Associates, 2015, /24/; 2018, /30/) | 197 | ||||
| Table 99 |
Persons employed in economic activity in Manaus (2006) (Golder Associates, 2015, /24/) |
211 | ||||
| Table 100 |
Indigenous lands in Autazes (Comtexto, 2019, /11/) |
212 | ||||
| Table 101 |
Communities and families close to the project area |
213 | ||||
| Table 102 |
Plans and program objectives |
225 | ||||
| Table 103 |
Parameters to be analyzed for monitoring the quality of surface water and groundwater |
234 | ||||
| Table 104 |
Cost estimate classification |
243 | ||||
| Table 105 |
Project work breakdown structure |
243 | ||||
| Table 106 |
Project iCAPEX summary |
244 | ||||
| Table 107 |
Project sCAPEX Summary |
245 | ||||
| Table 108 |
Key documents level of development |
245 | ||||
| Table 109 |
Equipment/material/services pricing basis |
247 | ||||
| Table 110 |
Design development allowances |
249 | ||||
| Table 111 |
Direct field labor crew rates |
250 | ||||
| Table 112 |
Productivity factors |
251 | ||||
| Table 113 |
Direct Field labor rates for major commodities/equipment |
251 | ||||
| Table 114 |
EPCM % per project area |
252 | ||||
| Table 115 |
Spares (Comm, Startup, 2yr) |
252 | ||||
| Table 116 |
Discipline indexing label |
254 | ||||
| Table 117 |
Inflation of currency supply origin |
255 | ||||
| Table 118 |
Production and ventilation shafts iCAPEX costs |
257 | ||||
| Table 119 |
Mine iCAPEX Costs |
257 | ||||
| Table 120 |
Processing plant and infrastructure iCAPEX costs |
258 | ||||
| Table 121 |
Owners costs, EPCM and contingency |
258 | ||||
| Table 122 |
Mine sCAPEX cost |
259 | ||||
| Table 123 |
Processing plant and infrastructure sCAPEX costs |
259 | ||||
| Table 124 |
Summary of projected life of mine and Unit OPEX costs |
260 | ||||
| Table 125 |
Shafts labor |
263 | ||||
| Table 126 |
Surface operations labor requirement |
265 | ||||
| Table 127 |
Shafts power demand |
265 | ||||
| Table 128 |
Summary of process electrical loads |
266 | ||||
| Table 129 |
Process natural gas and diesel requirement |
267 | ||||
| Table 130 |
Summary of process reagent usage and cost |
267 | ||||
| Table 131 |
Summary of process plant mobile equipment |
268 | ||||
| Table 132 |
Shaft equipment maintenance and replacement assumptions |
269 | ||||
| Table 133 |
Initial CAPEX |
271 | ||||
| Table 134 |
Sustaining capital |
272 | ||||
| Table 135 |
MOP sale price (FOB Urucurituba) (CRU, 2022, /12/) |
273 | ||||
| Table 136 |
ICMS credit on sales |
275 | ||||
| Table 137 |
Unlevered beta for BPC |
276 | ||||
| Table 138 |
Financial results summary |
276 | ||||
| Table 139 |
Sensitivity for post-tax, unlevered NPV@8.1% |
277 | ||||
| Table 140 |
Sensitivity post-tax, unlevered IRR |
278 | ||||
| Table 141 |
Sensitivity post-tax, unlevered NPV x discount |
278 | ||||
| Table 142 |
Production flow |
278 | ||||
| Table 143 |
Operating costs by activity |
279 | ||||
| Table 144 |
Operating costs by Commodity |
280 | ||||
| Table 145 |
Project Cash Flow |
282 | ||||
| Table 146 |
Estimated construction quantities |
288 | ||||
| Table 147 |
Contract register |
298 | ||||
| Table 148 |
Split of responsibilities between Owner and Contractor for services |
301 | ||||
| Table 149 |
Key milestones |
307 | ||||
| Table 150 |
Scale of risk consequences (WorleyParsons, 2016, /57/) |
311 | ||||
| Table 151 |
Likelihood scale for workshops |
312 | ||||
| Table 152 |
Community risks |
314 | ||||
| Table 153 |
Construction risks |
314 | ||||
| Table 154 |
Engineering risks |
314 | ||||
| Table 155 |
Environmental risks |
315 |
18
| Table 156 |
Financial risks |
316 | ||||
| Table 157 |
Government risks |
316 | ||||
| Table 158 |
Legal/contractual risks |
316 | ||||
| Table 159 |
Operations risks |
317 | ||||
| Table 160 |
Procurement risks |
317 | ||||
| Table 161 |
Safety and health risks |
317 | ||||
| Table 162 |
Opportunities (WorleyParsons, 2016, /57/) |
318 | ||||
| Table 163 |
Mineral resources (amount and grade) of the Autazes Potash Project |
319 | ||||
| Table 164 |
Mineral reserves (amount and grade) of the Autazes Potash Project |
320 | ||||
| Table 165 |
Unlevered financial results summary |
323 | ||||
| Table 166 |
Initial capital cost summary |
323 | ||||
| Table 167 |
Operational cost summary |
324 |
19
LIST OF APPENDICES
| APPENDIX 1 |
Drill Hole Locations, Depths and Final Lithologies |
|
| APPENDIX 2 |
Isopach Map for the Sylvinite Horizon |
|
| APPENDIX 3 |
Isobath Map for the Sylvinite Horizon |
|
| APPENDIX 4 |
KCl Isograde Map for the Sylvinite Horizon |
|
| APPENDIX 5 |
CaSO4 Isograde Map for the Sylvinite Horizon |
|
| APPENDIX 6 |
MgSO4 Isograde Map for the Sylvinite Horizon |
|
| APPENDIX 7 |
NaCl Isograde Map for the Sylvinite Horizon |
|
| APPENDIX 8 |
Insoluble Material (RI) Isograde Map for the Sylvinite Horizon |
|
| APPENDIX 9 |
Geological Cross-Section (SW-NE) through the Autazes Area |
|
| APPENDIX 10 |
Map showing the Distribution of the Inferred, Indicated and Measured Mineral Resource Areas within the Mineral Rights of the Autazes Potash Project | |
| APPENDIX 11 |
Chemical Assay and XRD Analyses Data |
|
| APPENDIX 12 |
Interpreted Distance-Velocity-Profiles of the recent Seismic Lines of 2015 |
|
| APPENDIX 13 |
Results of the QA/QC Programme |
|
| APPENDIX 14 |
Results of the Consistency Check |
|
| APPENDIX 15 |
Estimated Mineral Composition |
|
| APPENDIX 16 |
Mining Equipment, Manpower and Electrical Load List (Update APPENDIX F) |
|
| APPENDIX 17 |
Mine Plan Update |
|
| APPENDIX 18 |
Shaft Infrastructure |
|
| APPENDIX 19 |
Technical Design of the Backfilling System for the Bankable Feasibility Study of the Autazes Potash Project | |
| APPENDIX 20 |
Process Flow Diagrams |
|
| APPENDIX 21 |
Piping and Instrumentation Diagrams |
|
| APPENDIX 22 |
Arrangement Drawings |
|
| APPENDIX 23 |
General Layout Port Update |
|
| APPENDIX 24 |
Electrical Diagram |
|
| APPENDIX 25 |
CRU Potash Marketing Report (14.09.2022) |
|
| APPENDIX 26 |
iCAPEX / sCAPEX |
|
| APPENDIX 27 |
Taxation |
|
| APPENDIX 28 |
EPC Level 3 Schedule |
|
20
| 1 | Executive Summary |
An Executive Summary of the different sections of this Technical Report is provided in this chapter.
| 1.1 | Introduction |
This Technical Report presents the results of the Pre-Feasibility Study (PFS) for the Autazes Potash Project, owned by Brazil Potash Corp. (BPC). This Technical Report is an update of the required sections of the 2016 Autazes Potash Project Bankable Feasibility Study Report, which was prepared by Worley Parsons Canada Services Ltd. This update of the Technical Report is compliant with S-K 1300 as a PFS for the Autazes Potash Project considering an accuracy of ±25%. The Autazes Potash Project is located within the Central Amazon Basin, between the Amazon River and the Madeira River, approximately 120 km southeast of the city of Manaus, in the eastern part of Amazonas State, Brazil. BPC holds claims, with a cumulative area of approximately 1,769.47 km2 (176,947.04 ha), in the Amazon Potash Basin within which the city of Autazes is located.
BPC is a private mineral exploration and development company with its base of technical operations located in Belo Horizonte, Brazil and a corporate office in Toronto, Canada. All mineral rights for the Autazes Potash Project as registered with the Agência Nacional de Mineração (ANM) in Brazil are held by BPCs 100% owned local subsidiary Potássio do Brasil (PdB). To date, 43 exploration drill holes have been completed in the Autazes project area, excluding holes PBAT-10-03A, PBAT-10-03B and PBAT-15-43A, which have not reached the potash-bearing horizon. The results from these drill holes form the basis of this S-K 1300 compliant PFS. The mineral resource and mineral reserves estimates are updated in this Technical Report.
Based on the plan to mine up to 8.5 MTPA of run-of-mine (ROM) ore, once fully ramped up, using conventional room and pillar methods, the hot leach processing plant is designed to have a capacity to produce up to 2.44 MTPA of granular Muriate of Potash (MOP) for 23 years, including the ramp-up and ramp-down periods. Brazil is currently the second largest global consumer of MOP, at approximately 12.5 million tonnes in 2021 and imports approximately 95% of its MOP needs. The plan is to sell all of this potash domestically using the Madeira River, located only 8 km from the site, as the main means to transport product to customers by barge.
| 1.2 | Property Description |
The Autazes Potash Project is located within the Amazon Potash Basin, between the Amazon River and the Madeira River, approximately 120 km southeast of the city of Manaus, in the municipality of Autazes. Autazes is located in the eastern part of the Amazonas State, Brazil.
BPC holds claims with a cumulative area of approximately 1,769.47 km2 (176,947.04 ha), in the Amazon Potash Basin.
The project permit area, encompassing approximately 350 ha, includes areas for access to the planned underground mine, processing plant, tailings piles and port locations. All of these components are located about 20 km northeast of the Autazes city center in a rural area close to the village of Lago Soares. The port is located 8 km southeast of the processing plant site and is accessed by a 12 km long road, in the Urucurituba village on the banks of the Madeira River.
The terrain at the underground mine and processing plant sites is rather flat with elevations ranging from 8 to 50 m above sea-level. During the flood season the river water levels reach maximum (1 in 100 year) heights of approximately 21 and 23 m above sea-level in the Madeirinha and Madeira Rivers, respectively. Seasonal variations are around 5 m during the low rain season. The proposed surface infrastructure for the Project including the mine shafts, processing plant and tailings storage facility are all located in areas of higher elevation than the 1 in 100 year water level and are not predicted to be affected by seasonal flooding. However, these floodings are capable of modifying the transport logistics (refer to Section 17.2.2).
The highest topographic elevations are located in the southern portion of the site. Towards the northeast, at the junction of the Amazon and Madeira Rivers, the elevation decreases and the relief becomes fairly uniform.
The general site area is characterized by dense ombrophilous forest as the main habitat for local animal populations. However, the mine shafts, processing plant, tailings and port locations were all selected in areas that were largely deforested decades ago by prior land owners.
The municipality of Autazes, which belongs to the micro-region of Manaus, covers an area of 7,652 km² and was inhabited by a population of around 41,000 people in 2021. The city of Autazes had a population of 17,800 according to estimates from 2021. The Urucurituba village is a small urban center with a population of approximately 1,780 people in 2015. In the Soares village about 500 indigenous people live in partnership with the families of non-Indigenous, who reside there.
The mentioned communities have underdeveloped urban structures, with poor basic infrastructure, basic health care and a limited education system. In the municipality of Autazes, the workforce is mostly unskilled and is divided between the agricultural sector and the trade and services sector, each accounting for approximately 45% of the jobs in the municipality. These industries employ 9% of the economically active population.
21
The city of Autazes along with the port site at the Urucurituba village and the sites for the planned shafts, tailings piles and processing plant were inspected by ERCOSPLANs Qualified Persons (QPs) most recently in August 2022.
| 1.3 | Accessibility and Climate |
The project site is accessible from Manaus by crossing the Amazon River (Negro and So-limões) by boat or ferry between the port of Ceasa in Manaus and the port of Careiro da Várzea on the other bank of the river. The journey then follows highways BR-319 (26 km) and AM-254 (94 km) to the Madeira River, which is crossed by boat in order to reach the municipality of Autazes. From the city of Autazes, highway AM-254 extends 13 km south to the western bank of the Madeira River. From there, a boat is taken 25 km downstream on the Madeira River (northeast direction) to the boat mooring location at the Urucurituba village, which is the proposed location of the port facilities for the Project. From the Urucurituba village access to the mine (surface area) and processing plant is via 12 km of unpaved road, part of which has not yet been constructed.
Alternatively, the project site can be accessed by boat travelling the Amazon River down-stream to the confluence with the Madeira River and from here travelling upstream the Madeira River to the boat mooring of Urucurituba village (about 170 km).
During the rainy season the Project site can be accessed by boat from Autazes via the seasonal connected Madeira River and Lake Soares (Lago Soares; 35-40 km distance).
The climate of the municipality of Autazes is tropical monsoon (zone Am after Koeppen-Geiger classification) with a short, dry season. Climate data are reported for two periods 1961 to 1990 and 1992 to 2021. The wettest months were January through April with up to 413 mm of monthly precipitation. Total annual precipitation was around 2,550 mm on aver-age. The warmest months were September and October with a monthly average of 27.2°C, while January and February were the coolest with a monthly average of 25.8 to 26.7°C. Hence, the annual temperature is quite constant. Relative humidity was high throughout the years with monthly highs of 88% to 90% in March and April, and monthly lows of about 80% from September to November. Annual evaporation was about 933 mm during the first period and about 1,024 mm during the second period. Months with the highest evaporation of 102 to 109 mm were September and October.
Accessibility from Manaus to the Project site via road (BR-319 and AM-254) and waterways (Manaus and Autazes to Urucurituba village) was inspected by ERCOSPLANs QPs most recently in August 2022.
| 1.4 | History and Exploration |
The history of potash exploration in the Amazon Potash Basin began in 1973 and lasted until 1987 for the first exploration phase. One of the two holes drilled by Grupo de Trabalho do Potassio (GTP) from Petrobrás Petróleo Brasileiro S.A. encountered a 3 m thick potash-bearing horizon (mineralized section).
Between 1979 and 1983, Petrobras Mineração S.A. (PETROMISA) drilled 29 holes in the Fazendinha potash deposit, out of which 12 intersected the mineralized section. Within that same time, PETROMISA drilled 25 additional holes in the Arari potash deposit, out of which 16 holes intersected the mineralized section. Both potash deposits are located close to the Autazes area.
In 2000, a 2D seismic survey was conducted by PETROBRAS in the Autazes area.
Site investigation was conducted by PdB between 2007 and 2008 in the Autazes area, based on available data. The first hole in this area was drilled by PdB in 2009. Drilling activities continued in the Autazes area intermittently until early 2016. During that time, 43 drill holes were completed, excluding holes PBAT-10-03A, PBAT-10-03B and PBAT-15-43A, which did not reach the potash-bearing horizon. After 2016 no further drilling activities were conducted in the Autazes area.
Another 2D seismic survey was conducted and evaluated between 2014 and 2015 in the Autazes area for better definition of the resource.
Information obtained from all drilling activities conducted by BPC and the seismic survey of 2014/2015 was reviewed and interpreted by ERCOSPLANs QP. The quantity and quality of this information is classified by ERCOSPLANs QP as being sufficient to justify a mineral resource and a mineral reserve estimate for the Project, for the latter one in conjunction with the updated mine plan and modifying factors for the Project. The execution of work to obtain this information is classified as being state of the art according to ERCOSPLANs QP.
| 1.5 | Geological Setting |
The Autazes Potash Project is located in the Amazon Potash Basin as part of the Central Amazon Basin, a large Paleozoic basin in northern Brazil. Within this basin, a sequence of marine to fluvial-lacustrine sediments of the Tapajos Group has developed, which are of Upper Carboniferous to Permian age. These rocks unconformably overlay rocks of the Upper Devonian to Lower Carboniferous Curua Group and are unconformably overlain by the rocks of the Javari Group of Cretaceous to Palaeogene age and intruded by sill-forming magmatic rocks, geochemically classified as basalts and basaltic andesites rocks related to Penatecaua magmatism.
22
Within the Autazes area, a sylvinite deposit has developed, which is Lower Permian in age.
The top of the sylvinite deposit (potash-bearing horizon) was determined to be at a depth between 685 m to 863 m. The total thickness in the explored area of the Autazes Potash Project ranges between 0.7 m and 4.0 m, with an average KCI grade of 25.0%. This data is confirmed by ERCOSPLANs QP.
| 1.6 | Sample Preparation, Analysis and Data Verification |
The chemical and mineralogical composition of core material obtained from holes drilled by PdB in the Autazes area was determined by Saskatchewan Research Councils (SRC) laboratory in Canada as primary laboratory and K-UTEC Salt Technology (K-UTEC) laboratory in Germany as secondary laboratory. Both laboratories a certified according to the corresponding national standards.
Core sampling was supervised by PdB. Cored material from holes drilled by PdB was inspected by ERCOSPLANs QP and classified as being of such quality that it allows to obtain samples for chemical and mineralogical assaying that would further allow to obtain a representative composition of the deposit at the location of the corresponding drill hole from which such samples were obtained.
After sampling, the remaining cores were packed with foil and sealed in plastic poly-tubing and the core boxes were secured in an air-conditioned core storage in the city of Autazes. The double-bagged samples were also stored at the base camp until they were carefully packed into boxes and shipped via parcel service to SRC in Saskatoon and the German laboratory, respectively. In the opinion of ERCOSPLANs QP this is state of the art for transporting samples to a laboratory for test work and storing remaining cored material obtained from a potash deposit.
Samples were prepared by crushing and milling to the required grain sizes, and diluted afterwards for analyses. SRC used inductively coupled plasma optical emission spectrometry (ICP-OES) and inductively coupled plasma mass spectrometry (ICP-MS), K-UTEC flame emission spectrometry, atomic emission spectrometry and ion chromatography for as analytical techniques.
For the X-ray diffractometry (XRD) powdered samples were used.
Prepared samples were analyzed for cations (K+, Na+, Mg2+, Ca2+) and anions (Cl-, SO42- and Br-) as well as insoluble material.
Regarding data verification, three types of control samples were included in the QA/QC program blank samples (110 samples in total), standard samples (115 samples in total) and cross-check samples (129 samples in total).
According to ERCOSPLANs QP, it can be generally stated that the results do not indicate any peculiarities for blank and standard samples. Regarding the cross-check samples, results suggest that there is sufficient correlation between the analyses carried out by both laboratories with regard to the K+, Na+ and the Cl- content of the samples. Distinctive discrepancies occur with regard to the Ca2+, SO42- and insoluble content, which may result from different sample preparation procedures.
In conclusion, the results of the QA/QC program show according to ERCOSPLANs QP that:
| | For the main components such as K+ and Cl-, no grade corrections in the data from the chemical assaying were required; |
| | The discrepancies for Ca2+, SO42- and insoluble content do not affect the mineral resource and reserve estimate. They influence neither the tonnage of mineralized material nor the KCl tonnage; |
| | The above-mentioned discrepancies do not affect the proposed processing options, as it does not matter whether the residue consists of sulphates or insolubles. |
The QA/QC measures of the exploration results were carried out according to international standards and also document the reliability of the submitted exploration results. Results of the chemical assaying are considered by ERCOSPLANs QP as being adequate for the purpose of this Report.
| 1.7 | Mineral Processing and Metallurgical Testing |
For selection of the optimal processing method, comprehensive processing test work has been carried out. Initially Sylvite flotation, which is the mostly applied process method for sylvinite type ores was considered. However, in two different flotation tests a suitable purity of the concentrated product could not be reached at an acceptable and proven recovery rate. Beside the typical main components NaCl and KCl of sylvinite, the ore in the Autazes Potash Project contains increased amounts of Anhydrite and insoluble material which impedes concentration of KCl via flotation with sufficient performance. Thus, another proven processing method was tested, hot leaching followed by cooling crystallization. The test work for this method has proven the ability to reach the required product purity as well as an acceptable recovery rate. Therefore, the method of hot leaching/crystallization was chosen for process design. The Qualified Person (QP) confirms that the hot leaching test work has been carried out with samples which are representative to sufficient extent of the various types and styles of mineralization and the mineral deposit as a whole. To the QPs opinion the data collected in the test work are adequate for the purposes used in the technical report summary. After completion of the review of mineral processing and metallurgical testing by ERCOSPLAN, it is the opinion of the QP that the testing procedures, results interpretations and reporting met standard industry practices.
23
Besides processing test work for KCl production, test work for production of NaCl as a by-product has been carried out. The technical potential for production of a NaCl by-product with common marketable purity was proven by these tests. However, the production of such by-product was not further considered given it was deemed uneconomic from marketing studies.
Rock mechanical test work on 68 selected drill core samples from the potash horizon, the hanging and the underlying wall, as well as subsequent modelling, was completed in November 2014 by the Institute for Geomechanics Leipzig GmbH (IfG, 2014, /32/) with the main emphasis on dimensioning analysis while preserving the integrity of the protective barrier under mining conditions, under the assumption that:
| | The protective barrier comprises the rock salt-Anhydrite interbedding in the immediate roof with an average thickness of 22 m; |
| | The claystone/argillite group A* (Figure 26 for nomenclature) has an average thickness of 25 m; |
| | The siltstone group A has a thickness of 90 m |
and
| | As a hydrological boundary condition, an aquifer was assumed 130 m above the mining horizon at a depth of about 570 m. Four mining methods were analyzed: longwall mining and long pillar mining, with varying panel heights and chamber and pillar widths. The simulations employed a discontinuous modelling approach, particularly suited to a polycrystalline rock such as Saliferous Strata. |
The results provided the following conclusions:
| | For longwall mining, fractures developed far into the roof. The integrity of the barrier could be maintained only for low panel heights of 1 m, and under the assumption of a tensile strength in the hanging wall of at least 1.5 MPa to satisfy the minimal stress criterion. In conclusion, given the currently available geological data, longwall mining is excluded as a safe mining method. |
As a result of the simulations, a high-extraction long pillar mining layout is recommended. The suggested mining parameters are as follows:
| Chamber width: |
12 m; |
|||||
| Pillar width: |
8 m; |
|||||
| Panel height: |
4 m; |
|||||
| Pillar width-to-height ratio: |
2; |
|||||
| Extraction rate : |
60%. |
| 1.8 | Mineral Resource and Reserve Estimates |
As part of this Technical Report, an updated mineral resource and reserve estimate was completed by ERCOSPLAN. As the original mineral rights of the Project intersect with the so called Jauary Indigenous Land, these mineral rights were dismembered resulting in mineral rights located inside the indigenous land and mineral rights located outside of it.
The mineral resource estimate was conducted for all mineral rights, but for those mineral rights located inside the indigenous land, only inferred mineral resources are reported by ERCOSPLANs QP, which amount to 220 million tonnes at an average KCl grade of 27.6%. For mineral rights located outside the indigenous land inferred mineral resources including mineral reserves of 107 million tonnes at an average KCl grade of 31.0%, indicated mineral resources including mineral reserves of 189 million tonnes at an average KCl grade of 32.4% and measured mineral resources including mineral reserves of 107 million tonnes at an average KCl grade of 32.8% are reported by ERCOSPLANs QP. Furthermore, for mineral rights located outside the indigenous land inferred mineral resources of 97 million tonnes at an average KCl grade of 30.3%, indicated mineral resources excluding mineral reserves1 of 44 million tonnes at an average KCl grade of 25.9% and measured mineral resources excluding mineral reserves1 of 17 million tonnes at an average KCl grade of 22.5% are reported by ERCOSPLANs QP. No mineral resources excluding mineral reserves are reported for those resources located inside the indigenous land, as there is currently no mining activity planned. All reported mineral resources are mineral resources in place (in situ).1
As per information from BPCs subsidiary PdB (PdB, 2022, /42/) the mineral rights located inside the Jauary Indigenous Land will be considered in the future, after production year 15 according to the updated mine plan presented in this Report. Hence, mineral reserves are only reported by ERCOSPLANs QP for the mineral rights located outside the Jauary Indigenous Land, which amount to probable mineral reserves of 111 million tonnes at an average KCl grade of 27.5% and to proven mineral reserves of 62 million tonnes at an average KCl grade of 28.9%.2
| 1.9 | Mining Methods |
The mining method proposed for the Autazes Potash Project is conventional room and pillar (long pillars 1,500 m) mining with two vertical shafts. One shaft is used to hoist ore and for manpower access and the other is primarily for ventilation. Main development provides access to production panels, room for infrastructure and conveyors, and consists of several intake and return airways. Production panels were designed to maximize the extraction of ore and productivity, while maintaining a safe working environment. The design was primarily influenced by geotechnical mod-
| (1) | For the mineral resource estimate a product price of 420 USD/tonne MOP and a process (metallurgical) recovery of 90.8% was used. Regarding cut-off a minimum thickness of 1 m and a minimum KCl grade of 10% for the sylvinite horizon was applied for the estimate (for details see Section 11.3). |
| (2) | For the mineral reserve estimate a product price of 420 USD/tonne MOP and a process (metallurgical) recovery of 90.8% was used. Regarding cut-off a minimum KCl grade of 10% for the sylvinite horizon was applied. Other modifying factors like the mining height are mentioned in Section 12.4. |
24
elling results and analysis. Extraction of the potash ore will be done using continuous miners feeding a conveyor system to the skips at the hoist shaft. ERCOSPLANs QP confirmed this method as the method of potash extraction with an established and well developed technology for ore extraction, hauling and hoisting to the surface.
The mine schedule consists of 1.5 year pre-production, followed by a three year ramp-up to a target production rate of 8.5 MTPA run-of-mine (ROM) for 17 years, ramping down over a three year period due to reserve/workplace limitations. Over the 17 years full run rate production period the mine will supply the mill with an average annual tonnage of 8.32 million tonnes at a grade of 27.3% KCl. Refrigeration, as well as an elevated ventilation system, is required to provide a compliant atmosphere for operations. Main fans will be located on the surface and will exhaust via the ventilation shaft (upcast shaft). There will be three fan-motor sets installed with all three operating and no standby units.
The design for the backfill plant and technical design of the backfill system for the Autazes Potash Project were developed by ERCOSPLAN and the QP agrees the selected method is still valid, effective and economically acceptable. The backfill plan developed for this study needs to be further detailed at the EPCM phase to reflect the most recent mine plan.
| 1.10 | Process and Recovery Methods |
For production of KCl with 95% purity from the sylvinite type potash raw material, the recovery method of hot leaching followed by cooling crystallization has been selected. This recovery method ensures production of KCl with the desired quality and suitable efficiency considering the specific properties of the raw material to be processed. With this selected recovery method, the separation of significant side components besides NaCl such as Anhydrite and insolubles can be reliably realized at a comparably high KCl recovery rate of 90.8%. In the process, the raw material is crushed and mixed with hot process brine and due to the temperature-dependent solubility of KCl, the KCl component is dissolved for the most part and most other components are mainly not dissolved and mechanically separated. The resulting hot KCl brine is cooled by vacuum cooling whereupon KCl recrystallizes upon which it is separated and dried. The plant has a design capacity of 2.44 MTPA of KCl; however, on average, over the years with full production, 8.32 MTPA of ore is fed to the processing plant and 2.16 MTPA of KCl with a purity of 95% is produced. The entire product will be compacted to granular KCl for sale. For this process, typical consumables are required such as water, heating steam, reagents e.g. flocculant and anti-caking agent and natural gas for drying procedures.
The processing plant contains two identical stand-alone trains. Each train is fed ROM ore at a rate of 546 t/h through one double stage four roll crusher for primary crushing and then through two cage mill secondary crushers, which crush the ore to less than 4 mm. Crushed ore is conveyed to the hot leach circuit, which utilizes a two-stage arrangement of cascaded agitated leaching tanks. Potassium and sodium chloride dissolve from the ROM ore into approximately 90°C leaching brine. Discharge from each leach stage is classified in a bank of cyclones. Primary cyclone overflow is clarified and then pumped to the crystallizer circuit. Discharge from the secondary cyclones is filtered and forwarded to the tailings management area (TMA). A portion of the tailings are sent underground as backfill with the objective to reduce the tailings stockpile size and, as a side benefit, minimize underground subsidence. The remaining tailings are deposited in open piles and converted to brine by natural dissolution caused by high precipitation. The brine is collected in the storage ponds and later injected into an aquifer using brine injection wells, to depths between 310 m to 400 m to maintain the water balance.
The clarified hot brine received from the hot leach circuit is cooled down in a seven stage crystallizer circuit to approximately 45°C, causing the KCl to crystallize as a solid salt. The KCl is recovered from the cooled brine using cyclones and centrifuges. The brine (mother liquor) is heated up to approximately 115°C and then sent back to the hot leach circuit as leaching brine. Centrifuge cake is fed to a rotary dryer, dried and then conveyed to a compaction circuit consisting of compactors, flake breakers, primary sizing screens, primary crushers, secondary screens and secondary crushers. Screened product is annealed or glazed in a fluid bed dryer/cooler. Annealed product is screened and then stored before dispatch to port via transport truck. Pertinent ancillary facilities have been included to provide reagent makeup, plant and instrument air, steam production and cooling water. The processing plant is equipped with a central control room containing operator and engineering workstations to optimize operation of the plant.
| 1.11 | Infrastructure |
The project infrastructure facilities include mine site, processing plant site, port site and general facilities. The results of a geotechnical drilling program to evaluate surface and subsurface soil conditions at the mine headframe, processing plant and tailings management were used to establish the soil parameters for the design of the processing plant foundations and the tailings management facilities. A bathymetric study was conducted to define the contours of the riverbed close to the proposed location of the floating marine facility. Several earthworks have to be carried out to construct the project as designed. For example, the areas that encompass the mine site, processing plant site, tailing management area, road access, construction camp site, port and all service facilities will be cleared and grubbed of trees, shrubs, and large boulders then rough graded and ditched prior to construction. A network of existing and new roads is designed to provide access to all project sites by avoiding touching land, which is not owned by PdB. A site drainage system handles uncontaminated and contaminated water of the project. The design was developed considering the hydrological data, as well as the technical and safety criteria provided by the ANA Agência Nacional de Águas e Saneamento Básico. The site drainage system is designed according to engineering good practices, with an
25
emphasis on environmental protection. The Project consists of 80 processing and auxiliary buildings and outdoor areas of varying construction and sizes with required services. The port site facilities comprise a private use terminal in an area owned by the company, located outside the public port area, on the left bank of the Madeira River, in the municipality of Autazes to commercially handle potash, by waterway, as well as fuels and general cargo.
The Project will be supplied by electrical energy. The designed 500 kV transmission line is considered to be the interconnection between the substations SE Silves and the new SE Autazes. The substation SE Silves belongs to the Brazilian Basic Network and is located in Silves region which is approximately 120 km from the future location of the PdB plant in a straight line. The connection point to the Brazilian grid has to be approved by Brazilian authorities. SE Autazes will be connected to SE Silves using an overhead transmission line crossing the Amazonas River. The estimated demand for the construction phase is 20 MW and the maximum power required for the operation of the mine, processing plant, port and other facilities is estimated at 294 MW. Standby power for critical process and safety electrical loads is supplied by diesel generators.
The water supply system is divided in two sub-systems. At the processing plant site, the industrial and process water supply system is designed for ten deep wells and the potable and make-up steam plant water supply system is designed to be supplied from two deep wells. The Madeira River has also been identified as an alternative source of water for the processing plant and mine site. The alternative water intake system could be located at the port location; water from the river would be distributed to the processing plant and mine site via a 12 km water pipeline.
The infrastructure includes general communication, which describes the strategy for providing telecommunication facilities to support the construction and permanent operation phases of the Project. A combination of communications technologies (fiber optic backbone cabling, structure cabling infrastructure, integrated voice or data network system, radio system, public address and general alarm system, corporate security system and process CCTV system) is utilized to support all aspects of operations and project engineering requirements.
The waste management comprises the sanitary solid waste, e.g. recyclable materials, domestic waste, waste produced in the processing and hazardous waste. Therefore, the infrastructure, e.g. waste collection stations, disposable material center, sewage treatment plant, industrial waste disposal, sanitary landfill, is given.
The tailings management area consists of two tailings deposit sites, with usable battery volume of 24.1 million m³ each. Each pile has two brine ponds for collected surface water. The complete area under the tailings site is lined to manage surface water collection and prevent contamination of the surrounding soil and ground water.
The Autazes Potash Project requires on average the transportation of 2.16 MTPA with a design capacity of up to 2.44 MTPA of granular KCl from the processing plant to the port. This transportation will be done by trucks. River access will be provided by the Madeira River, which will be used for further potash transportation through waterways on barges.
| 1.12 | Market Studies |
For the market analysis and product price forecast, CRUs research and its report commissioned for BPCs Autazes Potash Project has been used (CRU, 2022, /12/). For a global outlook, this study includes information about the demand and supply for the Brazilian market in the present and in the future.
Today, Brazil is the second largest consumer of potash in the world. The preferred product in the Brazilian market is granular MOP, which will be produced by the Autazes Potash Project. For the purpose of the PFS, 100% of the MOP production is considered to be sold in the domestic market.
The current and projected consumption of potash in Brazil is sufficient to absorb the entire production of the Autazes Potash Project, which will largely displace current imports.
The biggest advantage of the Autazes Potash Project over its competitors will lie in logistics. As a domestic producer, BPC will be able to deliver to mega farmers, cooperatives and the blending companies in Brazils Mato Grosso region in less than 3 days ex-works.
On the basis of the data of the CRU report, a mid-term and long-term price forecast have been provided, which are used in the development of discounted cash flow model.
| 1.13 | Cost Estimate |
The Pre-Feasibility (PFS) cost estimate update was completed by ERCOSPLAN and L&M with consideration of the cost structure developed in 2016 for the:
| | Mine, vertical shafts, processing plant, tailings management area, on site infrastructure and off-site infrastructure, including the port and power transmission line. |
Table 1 summarizes the key elements of the PFS cost estimate and financial analysis for the Project. The capital cost estimate has a predicted accuracy of AACE Level 3, except for the tailings and brine management areas, steam generation plant and power transmission line, which have been completed to AACE Level 4. ERCOSPLANs QP consent that the updated estimated CAPEX and OPEX with accuracy of ±25% are at the Pre-Feasibility Study (PFS) level of accuracy. An exchange rate of BRL 5.25 : USD 1.00 for the US dollar (USD) to the Brazil Real (BRL) was used. No
26
escalation was included in the economic analysis, as the discounted cash flow model was developed using a real dollar basis. The IRR on the total investment was calculated on the basis of 100% equity financing.
Table 1 Unlevered financial results summary
|
Financial Analysis |
Unit | Post-Tax | ||
|
NPV@8.1% |
(USD million) |
2,497.6 | ||
| IRR |
(%) | 15.8% | ||
| Profitability Ratio |
(%) | 127.1% | ||
| EBITDA (*) | (USD million) | 972.8 | ||
| Total Cash Flow |
(USD million) |
13,879.4 | ||
| Payback (**) |
(Years) |
5.6 | ||
|
(*) Average year 4-20, full run rate production period |
||||
|
(**) Undiscounted, after start-up |
||||
A summary of the initial capital cost estimate (iCAPEX) as per cost centers breakdown, including taxes, is presented in Table 2.
Table 2 Initial capital cost summary
|
WBS |
Description | Cost in Million USD | ||
| 1000 |
Mine | 268.0 | ||
| 1100 |
Shafts | 433.4 | ||
| 2000 |
Site general | 68.3 | ||
| 3000 |
Process plant | 608.7 | ||
| 4000 |
Tailings management area | 72.1 | ||
| 5000 |
Utilities | 69.9 | ||
| 6000 |
Ancillary services | 28.3 | ||
| 7000 |
Off-site facilities | 221.7 | ||
| Total direct costs | 1770.5 | |||
| 8000 |
Indirect costs | 135.2 | ||
| 9000 |
Owners costs | 165.8 | ||
| - |
Contingency | 200.2 | ||
| - |
Taxes, duties, fees | 219.3 | ||
| Total indirect costs | 720.5 | |||
| TOTAL | 2,491.0 |
The total operating costs for the Autazes Potash Project is estimated to be between USD 78.03 to USD 105.01 per tonne of MOP over the Projects life after ramp-up is completed and during years when production is at least 75% of the designed 2.44 MTPA.
The weighted average life of mine total operating cost, post ramp-up is estimated at USD 86.76 per tonne of potash, as per cost centers breakdown, excluding taxes, as summarized in Table 3.
Table 3 Operational cost summary
|
Description |
Cost USD/tonne of MOP | |
| Mine |
19.20 | |
| Shaft |
7.83 |
27
|
Description |
Cost USD/tonne of MOP | |
| Processing |
49.80 | |
| Tailings management and brine disposal |
1.33 | |
| Logistics |
4.76 | |
| Employee transportation and housing |
1.03 | |
| General and administration |
2.81 | |
| TOTAL |
86.76 |
| 1.14 | Project Schedule |
During the PFS, a preliminary project execution plan and EPCM schedule were developed. Construction activities are scheduled to commence in January of year -5, with the critical path, shaft sinking, slated to be completed by November year -1. The mine will start production of first ore in year -1. The processing plant will start commissioning of the first train (Train A) in April year -1. The second production train (Train B) will start commissioning in January year 1 and full production capacity is to be reached by the end of year 4.
28
| 2 | Introduction |
In this chapter information are provided on the terms of reference and purpose of the report, sources of information and statements regarding the personal inspection of the property by Qualified Persons (QPs).
| 2.1 | Terms of Reference and Purpose of the Report |
Brazil Potash Corp. (BPC) has engaged ERCOSPLAN (Consultant) to update the 2016 Autazes Potash Project Bankable Feasibility Study Report (WorleyParsons, 2016, /57/), which was prepared by WorleyParsons Canada Services Ltd., to reflect the 2022 economic situation, taking into account information about the permits to mine and other information that have become available since 2016.
This Technical Report titled Update of Autazes Potash Project Pre-Feasibility Study was prepared using the 2016 Autazes Potash Project Bankable Feasibility Study Report as the baseline and main source of information, This 2016 report has been reviewed by ERCOSPLAN and the ERCOSPLAN QPs are of the opinion that this study represents an adequate basis for the update of the PFS presented in this report. Changes have been made to the contents of the original Technical Report where required because of the new information and the project economics. Considering the studies carried out since 2016 and the updated project economics, the input data for the update of the PFS carried out has been supplemented or specified as necessary. The technical solutions were examined against the background of the updated input data. Technical solutions that were still suitable and report sections/chapters relating to them were adopted unchanged. Necessary changes to technical solutions were made and explained in the relevant report sections/chapters.
The technical solutions explained in the PFS update represent the state of the art with the input data available at that time and are suitable as a basis for an economic assessment. Nevertheless, it is necessary to further develop the project in the coming project phases and to adapt the technical solutions to the updated state of knowledge of the input data and the state of the art, thus enabling an optimization of the overall project economics.
This update of the Technical Report is compliant with S-K 1300 as a Pre-Feasibility Study (PFS) of the Autazes Potash Project considering an accuracy of ±25%, located in the Amazon Potash Basin, in the eastern part of the Amazonas State of Brazil. BPC is a private mineral exploration and development company with its base of technical operations in Belo Horizonte, Brazil. BPC holds mineral rights to the Autazes Potash Project via its 100% owned local subsidiary PdB.
This Technical Report provides an update on the Mineral Resource and Mineral Reserve estimates and a classification of the resources and reserves in accordance with the Canadian Institute of Mining, Metallurgy and Petroleum (CIM) Standing Committee Definition Standards for Mineral Resources and Mineral Reserves, May, 2014 (CIM, 2014, /10/). This Report was prepared under supervision of Qualified Persons, following the Rules and Policies set out in the S-K 1300 in compliance with the United States Securities and Exchange Commissions (SEC).
| 2.2 | Sources of Information |
For updating the required sections of the 2016 Autazes Potash Project Bankable Feasibility Study Report, ERCOSPLAN reviewed and used information provided in WorleyParsons report of 2016 as a base and updated the required sections presented in this Report. For the update, additional sources of information were used as follows:
| | Information provided by PdB; |
| | Microsoft Excel file 2015-08-04_AT-BLK_3D.xlsx containing the parameters and values of the resource blocks modelled by BPC for the Autazes Potash Project, based on ERCOSPLANs mineral resource estimate of 2015 (ERCOSPLAN, 2014, /15/); |
| | Mine plan, created by WorleyParsons for the WorleyParsons 2016 Autazes Potash Project Bankable Feasibility Study Report and provided by BPC as ESRI shapefiles; |
| | Polygons of the mineral rights after their dismemberment, provided by BPC as ESRI shapefiles; |
| | New location and design, as well updated cost estimate of the port facility in Urucurituba prepared by WorleyParsons resources & energy (WorleyParsons and PdB, 2022, /59/); |
| | New route and updated cost estimate for the transmission line, provided in the corresponding report of FIGENER (FIGENER and PdB, 2022, /21/); |
| | Information provided by PdB regarding time schedule for implementation of power supply; |
| | Port update was provided as a descriptive memorandum containing general project details, description of project areas and facilities and several drawings including master plan, general plans and structural dimensioning (WorleyParsons and PdB, 2018, /58/); |
| | Information provided by PdB regarding updated time schedule for project implementation plan; |
| | Information provided by PdB and L&M regarding updated project costs and project economics; |
| | Information provided by CRU regarding an updated marketing study and price forecast; |
| | Information provided by PdB regarding the status of licences; |
| | Information provided by PdB regarding adjacent properties. |
| 2.3 | Personal Inspection of Property by Qualified Person |
The following Qualified Persons visited the Autazes Potash Project site on the dates indicated:
| | Dr Henry Rauche undertook a site visit of the permit lands/properties on November 23-25, 2012. |
29
| | Mr. Andreas Jockel undertook a site visit of the permit lands/properties on November 23-25, 2012, February 23-27, 2015 and August 21-24, 2022. |
| | Dr Eike Kaps undertook a site visit of the permit lands/properties on August 21-24, 2022. |
| | Mr. João Augusto Hilário de Souza MAIG, Mining Engineer from L&M, who is responsible for development of the Cash Flow Model, Taxation and Economic Analysis, and Environmental Sections of the PFS report, did not complete a personal inspection of the project site. |
30
| 3 | Property Description |
This chapter encompasses information about the location of the property, mineral rights, environmental liabilities and royalties as well as mineral and environmental permits.
| 3.1 | Property Location |
The Autazes Potash Project area is located approximately 120 km southeast of the city of Manaus in the Municipality of Autazes. Autazes is located in the eastern part of the Amazonas State, Brazil (Figure 1). The Project site is situated between the Amazon River, located about 25 km north of the site, and the Madeira River, a tributary of the Amazon River.

| Figure 1 |
Location of the Autazes Potash Project site in Northern Brazil |
The Project permit area, encompassing approximately 350 ha, includes areas for access to the planned underground mine, processing plant, tailings piles and port locations. All of these components are located about 20 km northeast of the Autazes city center in a rural area close to the village of Lago Soares. The port is located 12 km southeast of the processing plant site by road, in the Urucurituba village on the banks of the Madeira River (Figure 7). The coordinates for each location are presented in Table 4.
| Table 4 |
Coordinates of the planned production shaft of the underground mine, processing plant and port (PdB, 2022, /42/) |
|
Location
|
Longitude
|
Latitude
|
||
| Production shaft |
58° 58 25.983 W | 3° 29 38.230 S | ||
| Processing plant (product loading point) |
58º 58 22.475 W | 3° 29 59.686 S | ||
| Port (product loading point) |
58° 55 16.845 W | 3° 32 43.915 S |
| 3.2 | Mineral Rights |
The Brazilian National Mining Agency (Agência Nacional de Mineração ANM), which is a specialized agency of the Brazilian Ministry of Mines and Energy, grants the authorization to an interested party to perform exploration activities by the means of a specific title named Alvará de Pesquisa, also known as the exploration permit. This license allows the performance of exploration work in the mineral rights areas which includes drilling. Exploitation work requires a separate proper and specific permit.
The process for obtaining a mining concession decree is shown in Figure 2.
At the end of the exploration work, and before the mining concession is received, the applicant must submit a final exploration report attesting to the existence of the mineral reserve.
All registered ANM mineral rights (Table 5) for the Autazes Potash Project are held by BPCs local subsidiary PdB.
31
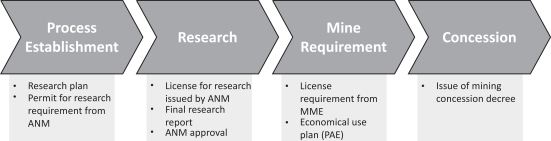
| Figure 2 |
Process of obtaining a mining concession decree (PdB, 2022, /42/) |
The results of the mineral exploration work carried out by BPC for the Autazes Potash Project were presented to ANM in the Final Exploration Report on September 10, 2014 for the five claims (original mineral rights) 880.407/2008, 880.423/2008, 880.504/2008, 880.505/2008 and 880.506/2008 (Figure 3). The report was approved by the agency on April 30, 2015 as presented in Table 5. These approvals enable BPC to request the mining concession.
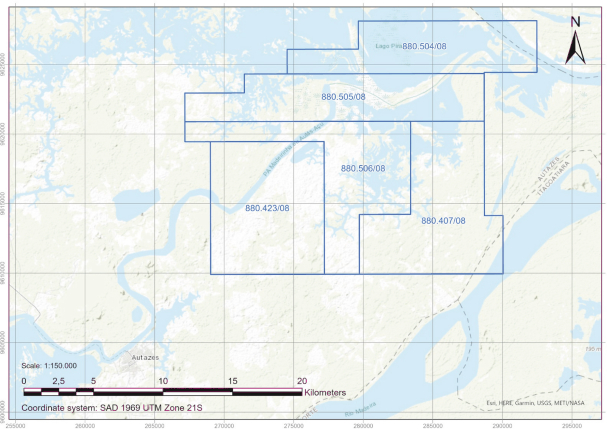
| Figure 3 |
Original claims (mineral rights) Northeast of Autazes |
| Table 5 |
Original claims (mineral rights) and exploration permits held by BPC (PdB, 2022, /42/) |
| Process ID | Exploration Permit No. | Exploration Permit Issued | Total Area | City | ||||
| [ha] | ||||||||
| 880.407/2008 | 4.242/2010 | May 18, 2010 | 7,981.06 | Autazes and Itacoatiara/AM | ||||
| 880.423/2008 | 7.802/2009 | July 14, 2009 | 7,808.54 | Autazes/AM | ||||
| 880.504/2008 | 13.914 /2011 | September 12, 2011 | 5,750.33 | Autazes and Itacoatiara/AM | ||||
| 880.505/2008 | 13.915/2011 | September 12, 2011 | 6,780.52 | Autazes/AM | ||||
| 880.506/2008 | 8.077/2009 | July 27, 2009 | 6,683,34 | Autazes/AM |
In 2015, the environmental agency of the Amazonas State, Brazil, issued the Preliminary Environmental License (LP) to carry out environmental feasibility studies under the Autazes Potash Project.
Since then, a decree by the National Indian Foundation in Brazil (FUNAI) recognized identification studies done on nearby indigenous land (Jauary Indigenous Land). It was found that the proposed limits for the delimitation of this indigenous land partially coincide with the outlines of the original mineral rights for the Autazes Potash Project. Therefore, although the administrative procedure for the demarcation of the Jauary Indigenous Land (Terra Indigena Jauary) is, in itself, preliminary, the Federal Public Ministry (referred to as the Brazilian MPF), which is Brazils federal prosecution office, opened a civil investigation in 2016 that questioned the validity of the license. This was based on a motion from a non-governmental organization that suggested BPCs consultations with indigenous communities were not conducted in compliance with International Labour Organization Convention 169 (also known as the Indigenous and Tribal Peoples Convention [1989]).
Due to the aforementioned issues, on June 28, 2019 BPC filed the Dismemberment Requests of its original mineral rights related to the Autazes Potash Project. These requests were approved on December 17, 2019, and the dismemberment of the original mineral rights of the Autazes Potash Project resulted in:
32
| | Mineral rights under the codes 880.094/2019, 880.095/2019, 880.096/2019 and 880.097/2019, located outside the proposed limits for the delimitation of the Jauary Indigenous Land; |
| | And the fractions of the dismembered original mineral rights areas under the original codes 880.423/2008, 880.504/2008, 880.505/2008 and 880.506/2008, located inside the proposed limits for the delimitation of the Jauary Indigenous Land. |
The original mineral rights area with the ID 880.407/2008 was not affected by the dismemberment as it does not coincide with the proposed demarcation of the Jauary Indigenous Land (Figure 4).
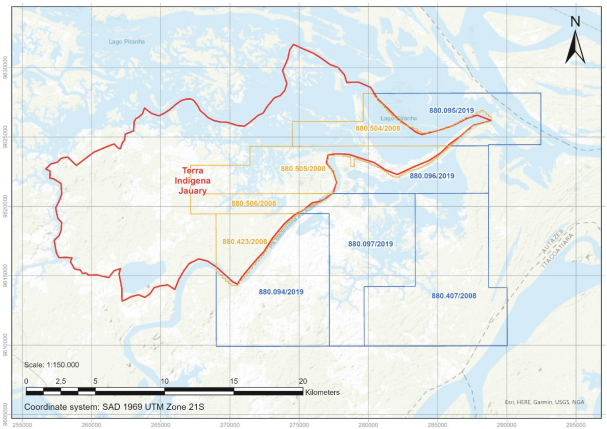
| Figure 4 | Mineral rights areas (in blue) and fraction areas of the original mineral rights areas (in orange) according to the dismemberment after its approval in December 2019, overlaid by the preliminary demarcation of the Jauary Indigenous Land (in red) |
The surface areas of the mineral rights shown in Figure 4 are presented in Table 6.
| Table 6 | Surface areas of mineral rights and fraction of the original mineral rights according to the dismemberment3 (PdB, 2022, /42/) |
| Process ID | Jauary Indigenous Land | Surface Area | ||
| [ha] | ||||
| 880.094/2019 | outside | 5,990.92 | ||
| 880.095/2019 | outside | 3,333.34 | ||
| 880.096/2019 | outside | 2,759.46 | ||
| 880.097/2019 | outside | 5,377.40 | ||
| 880.407/2008 | outside | 7,981.06 | ||
| 880.423/2008 | inside | 1,817.66 | ||
| 880.504/2008 | inside | 2,416.91 | ||
| 880.505/2008 | inside | 4,020.64 | ||
| 880.506/2008 | inside | 1,306.13 |
Following the dismemberment, BPC has focused the Autazes Potash Project in its five mineral rights (Table 6) located outside the proposed demarcation of the Jauary Indigenous Land. These five mineral rights were issued by the ANM through the Economic Assessment Plan Autazes Project (PAE) and to the Environmental Agency in Amazonas (Instituto de Proteção Ambiental do Amazonas, IPAAM) as the main project to be licensed. The other four mineral rights (Table 6), located within the proposed demarcation of the indigenous land, are not considered by BPC at this stage of the project and are, hence, not taken into consideration in this report. BPC currently holds all mineral rights presented in Table 6 via its local subsidiary PdB.
| 3.3 | Property Titles |
For the development of the Autazes Potash Project 42 properties are required. At the time of writing this report, PdB has acquired 24 properties corresponding to a total area of 1,523.31 ha. Regarding the purchase of the remaining 18
| 3 | Groups were assigned to distinct mineral rights according to their location (inside/outsideJauary land). |
33
properties, negotiations with the property owners are ongoing and purchases are planned for 2022/2023. Figure 5 presents the land acquisition plan for the Autazes Potash Project.
The properties that will be affected by rural road improvements will not be acquired by PdB. However, authorization for these improvements will be obtained from the local government. BPC has acquired 11 properties (861.84 ha²), which will be used as a legal reserve for environmental compensation.
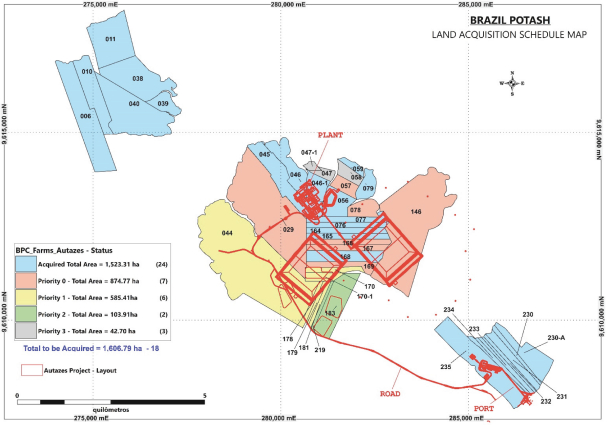
| Figure 5 | Land acquisition plan for the Autazes Potash Project (PdB, 2022, /42/) |
| 3.4 | Environmental Liabilities |
Properties required for the development of the underground mine, processing plant, tailings piles and port terminal are in the process of being acquired by BPCs subsidiary PdB.
BPC is not aware of any environmental liabilities or any royalties attached to the properties already acquired and those identified for purchase.
Current environmental liabilities are limited to cut lines for drilling and seismic access, drill pad clearings, mud sumps and various temporary infrastructures.
The project will comply with the environmental provisions of the Mining Code, including the:
| | Rehabilitation of the surface soil or other areas adjacent to the mine or deposit in accordance with a rehabilitation plan or land use, concurrently or with other work required in case of closure or cessation of work; |
| | Reinstatement of forests or other areas whose integrity has been impaired as a result of mining activities. |
The work will be in compliance with the exploration or exploitation work of a mine or quarry with the obligations relating to:
| | Safety and health of personnel and the population; |
| | Protection of the environment; |
| | Preservation of the mine; |
| | Conservation of buildings, ground safety and soundness of dwellings; |
| | Conditions of environmental permit license. |
| 3.5 | Royalties |
The economic use of the mineral resources during the operations phase will result in the payment of financial compensation (royalties) for the exploitation of mineral resources (CFEM). The royalties will be payable as 3% of the gross revenue obtained from the sale of the potash product. The tax basis will consider the gross revenue, excluding only taxes over the selling (PdB, 2022, /42/). The royalties of 3% are split into royalties at a rate of 2% of the gross revenue to the Federal Government of Brazil and royalties at a rate of 1% of the gross revenue to owners of surface rights of any land not owned by BPC.
34
| 3.6 | Permits |
| 3.6.1 | Mineral Permits |
As mentioned in Section 3.2, BPC as holder of the mineral rights of the Autazes Potash Project (Table 6; Table 7) via its subsidiary PdB currently concentrates its work on the main project comprising of the mineral rights areas 880.094/2019, 880.095/2019, 880.096/2019, 880.097/2019 and 880.407/2008. These mineral rights areas are located outside the proposed demarcation of the Jauary Indigenous Land.
The respective status of all mineral rights of the Autazes Potash Project held by BPC is presented in Table 7.
| Table 7 | Status of the mineral rights for underground resources exploration permit after dismemberment (PdB, 2022, /42/) |
| ID | Jauary Indigenous Land | Remark | ||||
| 880.094/2019 | outside | transition from exploration to mining | PAE approved *Declaration issued by ANM, the PAE was analyzed and judged satisfactory by ANM on December 14, 2020 | |||
| 880.095/2019 | outside | transition from exploration to mining | PAE approved *Declaration issued by ANM, the PAE was analyzed and judged satisfactory by ANM on December 14, 2020 | |||
| 880.096/2019 | outside | transition from exploration to mining | PAE approved *Declaration issued by ANM, the PAE was analyzed and judged satisfactory by ANM on December 14, 2020 | |||
| 880.097/2019 | outside | transition from exploration to mining | PAE approved *Declaration issued by ANM, the PAE was analyzed and judged satisfactory by ANM on December 14, 2020 | |||
| 880.407/2008 | outside | transition from exploration to mining | PAE approved *Declaration issued by ANM, the PAE was analyzed and judged satisfactory by ANM on December 18, 2020 | |||
| 880.423/2008 | inside | transition from exploration to mining | Deadline for mining request or extension of exploration permit is August 12, 2023 | |||
| 880.504/2008 | inside | transition from exploration to mining | Deadline for mining request or extension of exploration permit is August 12, 2023 | |||
| 880.505/2008 | inside | transition from exploration to mining | Deadline for mining request or extension of exploration permit is August 12, 2023 | |||
| 880.506/2008 | inside | transition from exploration to mining | Deadline for mining request or extension of exploration permit is August 12, 2023 |
| 3.6.2 | Environmental Permits |
The environmental license is an administrative procedure to legalize projects and activities that use natural resources. The environmental agency licenses the project location, expansion and operation. Figure 6 shows the process for obtaining an operation license.
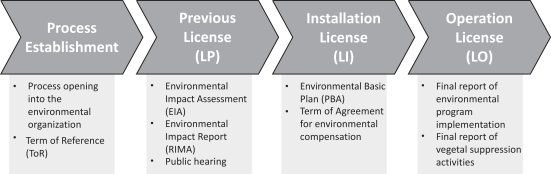
| Figure 6 | Process for obtaining a mining license (PdB, 2022, /42/) |
35
On July 23, 2015, BPC obtained the Previous License (LP) Nº 054/2015 for the Autazes Potash Project that comprises the mine, processing plant, port terminal, and the road between port and mine.
Since the issuance of LP Nº 054/2015 in July 2015, a new location has been selected for the processing plant and shaft area. A report indicating the advantages of the new location, which included a revised plot plan, was submitted for approval to IPAAM on September 8, 2015. IPAAM requested supplementary information on October 26, 2015, which BPC provided on December 23, 2015. IPAAM has approved all supplementary information and the LP Nº 054/2015.
However, after receiving the Preliminary Environmental License, the Ministerio Publico Federal (the Brazilian MPF), which is Brazils federal prosecution office, opened a civil investigation in December 2016 that questioned the validity of the license based on a motion from a non-governmental organization that the consultations with indigenous communities were not conducted in compliance with International Labour Organization Convention 169 (also known as the Indigenous and Tribal Peoples Convention [1989]). Brazil is a signatory to International Labour Organization Convention 169, which is the major binding international convention concerning indigenous and tribal peoples, and sets standards for national governments regarding indigenous peoples economic, socio-cultural and political rights. As a result of the December 2016 Civil Investigation, in March 2017, BPC agreed with the court overseeing the December 2016 Civil Investigation, the Brazilian MPF, the Brazilian Amazonas Environmental Protection Institute, the Brazilian National Mineral Agency, FUNAI, and representatives of the Mura indigenous people (who make up the over 40 indigenous communities and tribes near the Autazes Potash Project) to suspend the Preliminary Environmental License, and to conduct additional consultations with the local Mura indigenous communities near the Autazes Potash Project in accordance with International Labour Organization Convention 169.
The Companys current near-term goals are to have the Preliminary Environmental License reinstated and obtain the Installation License, both of which are required prior to starting construction of the Autazes Potash Project. The reinstatement of the Preliminary Environmental License is subject to the initiation of additional consultations with the indigenous communities near the Autazes Potash Project in accordance with International Labour Organization Convention 169, as per the March 2017 Suspension Agreement. There are two major steps that need to be followed in connection with these consultations. The first step is that the indigenous communities need to determine the means of, and who within their tribes will be involved in, the consultations. The first step has been completed. The second step is the actual consultation process, which initially started in November 2019 but was suspended due to the outbreak of COVID-19. In April 2022, following the lifting of COVID-19 related restrictions, consultations resumed with the Mura indigenous people.
Additionally, the reinstatement of the Preliminary Environmental License and the issuance of the Installation License are subject to submission to, and the review and approval by, FUNAI of the Companys Indigenous Component Study. Following FUNAIs approval, the Indigenous Component Study and FUNAIs decision will be submitted to (i) the court overseeing the December 2016 Civil Investigation to decide whether the suspension of BPCs Preliminary Environmental License will be lifted, and (ii) the Brazilian Amazonas Environmental Protection Institute for its review. At such point following the completion of these steps, the Company would have also satisfied the two remaining items to be completed in order to obtain the Installation License. It is possible, however, that the court overseeing the December 2016 Civil Investigation and/or the Brazilian Amazonas Environmental Protection Institute may interpret the March 2017 Suspension Agreement as requiring the completion of BPCs consultations with the Mura indigenous communities near the Autazes Potash Project in accordance with International Labour Organization Convention 169 prior to the reinstatement of BPCs Preliminary Environmental License and/or the issuance of the Installation License, respectively.
| 3.7 | Other Significant Factors and Risks |
The following risks may affect access, title or right or ability to perform work at the Autazes Potash Project:
| | BPC has diligently investigated and believes it has taken reasonable measures to ensure that all titles to its properties are in good standing. Investigations included obtaining a legal title opinion with respect to the validity of the relevant Autazes Potash Project licenses and agreements. There is no guarantee that the titles to the properties will not be challenged or impaired by third parties, or that such rights and title interests will not be revoked or significantly altered to the detriment of BPC; |
| | Land for the tailings management area has not been acquired yet and there is a small potential for delay or not having rights to the land. BPC is providing the Servidão Minerária that consists of a guarantee of the surface rights for mining activities; |
| | Opposition from international or locally based non-governmental organizations (NGOs) or other bodies may impact the ability of BPC to secure the environmental permits necessary for construction and operation. To date, public hearings on the project have been held with attendance of NGOs and all questions have been answered to their satisfaction, as evidenced by granting of the previous license; |
| | The assumptions used to support brine injection into the lower Alter do Chão formation, modeled by (SRK, 2016, /51/), were revised from the construction of an updated model by (SRK, 2019, /52/), which considered and evaluated different scenarios for the brine injection system. These scenarios comprised of covered and |
36
| uncovered tailings piles, quantity of injection wells, injection loads per well and for the total system, brine concentration etc. The purpose of this updated study was to present the concept for the brine injection system to IPAAM, in compliance with the condition N° 15 of License LP No. 054/2015. This study was considered satisfactory in order to present the conditions for the viability of the brine injection system, according to opinion N° 133/2020 issued by the IPAAM, with the reservation that the system must be completely monitored during the operation phase of the Autazes Potash Project; |
| | Opposition from the Mura indigenous people during the process of consultation based on the consultations with 44 communities. The consultation procedure, which initially started in November 2019, was suspended in March 2020 due to the COVID-19 pandemic and BPC was only recently allowed to resume such consultations in April 2022 following the lifting of COVID-19 related restrictions. In parallel to the completion of these consultations, BPC will be able to submit an indigenous impact study (referred to as BPCs Indigenous Component Study) for review and approval by FUNAI and the impacted indigenous communities to comply with the last two conditions of the preliminary environmental license. BPC will be allowed to request the Installation License and will try to fulfill the pending conditions. |
BPC has a risk management process in place to address these items (Chapter 21).
37
4 Accessibility, Climate, Local Resources, Infrastructure and Physiography
This chapter provides, amongst others, information on the accessibility of the project, climate, local resources and infrastructure.
4.1 Accessibility
The project site is accessible from Manaus by crossing the Amazon River (Negro and Solimões) by boat or ferry between the port of Ceasa in Manaus and the port of Careiro da Várzea on the other bank of the river. The journey then follows highways BR-319 (26 km) and AM-254 (94 km) to the Madeira River, which is crossed by boat in order to reach the municipality of Autazes (Figure 7). From the city of Autazes, highway AM-254 extends 13 km south to the western bank of the Madeira River. From there, a boat is taken 25 km downstream on the Madeira River (northeast direction) to the boat mooring location at the Urucurituba village, which is the proposed location of the port facilities for the Project. From the Urucurituba village access to the mine (surface area) and processing plant is via 12 km of unpaved road, part of which has not yet been constructed (WorleyParsons, 2016, /57/, PdB, 2022, /42/).
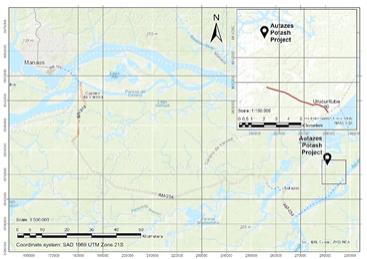
| Figure 7 | Location of the Autazes Potash Project site, the city of Manaus and the municipality of Autazes together with roadways BR-319 and AM-254, boat routes (dashed blue lines) as well as the location of the Urucurituba village with the road towards the project site (small map section) |
Alternatively, the project site can be accessed by boat travelling the Amazon River downstream to the confluence with the Madeira River and from here travelling upstream the Madeira River to the boat mooring of Urucurituba village (about 170 km).
During the rainy season the project site can be accessed by boat from Autazes via the seasonal connected Madeira River and Lake Soares (Lago Soares; 35-40 km distance).
Figure 8 shows the location of the main project facilities south of Lake Soares together with the Urucurituba village and port on the western bank of the Madeira River.
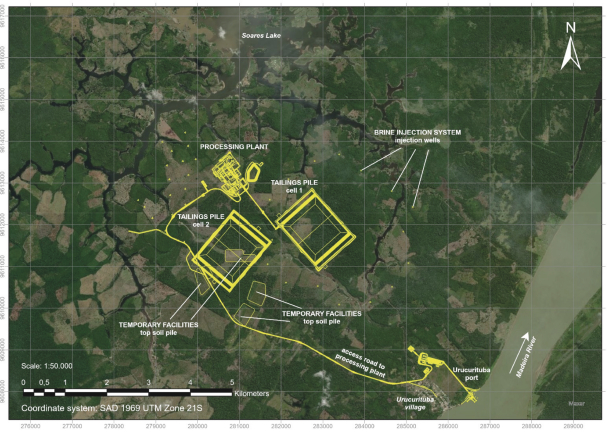
| Figure 8 | Location of planned port, access roads, processing plant, tailing piles and brine injection wells as well as the location of the Urucurituba village (PdB, 2022, /42/) |
38
4.2 Climate
The climate of the municipality of Autazes is tropical monsoon (zone Am after Koeppen-Geiger classification) with a short, dry season. Climatic data, representative of the area, originated from the meteorological station of Itacoatiara (Latitude: 3.13° S, Longitude: 58.48° W), which is located 72 km northeast of the project site.
For the two reported periods 1961-1990 (first period) and 1992-2021 (second period) the distribution of the average monthly precipitation and temperatures are shown in Figure 9. The average monthly values for temperature (min./max./avg.), precipitation and evaporation of the mentioned periods are presented in Table 8.
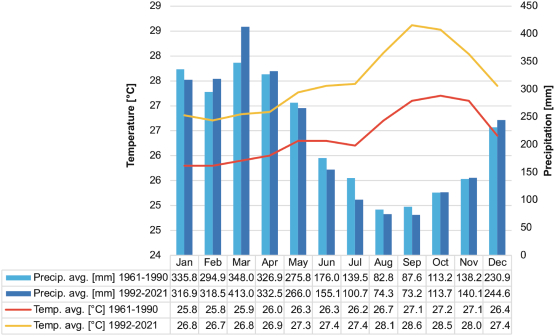
| Figure 9 | Diagram of average monthly precipitation and temperatures for the periods 1961-1990 and 1992-2021, provided by the meteorological station of Itacoatiara (INMET, 2022, /36/) |
| Table 8 | Averaged monthly values for temperature, precipitation and evaporation (INMET, 2022, /36/) |
| Station: Itacoatiara-AM-BR | Código: 82336 | 1961 - 1990 and 1992 - 2021 | ||||||||||||||||||||||||||
| Operator: INMET | Lat.: -3.13333333 | Long.: -58.48277777 | ||||||||||||||||||||||||||
| Climate Characteristics | Jan | Feb | Mar | Apr | May | Jun | Jul | Aug | Sep | Oct | Nov | Dec | Total | Annual Average |
||||||||||||||
|
Average Temperature (°C) 1961 a 1990 |
25,8 | 25,8 | 25,9 | 26 | 26,3 | 26,3 | 26,2 | 26,7 | 27,1 | 27,2 | 27,1 | 26,4 | 316,8 | 26,40 | ||||||||||||||
|
Average Temperature (°C) 1992 a 2021 |
26,81 | 26,71 | 26,83 | 26,88 | 27,27 | 27,40 | 27,44 | 28,06 | 28,62 | 28,53 | 28,04 | 27,40 | 329,99 | 27,50 | ||||||||||||||
|
Maximum Temperature (°C) 1961 a 1990 |
30,2 | 30,5 | 30,1 | 30,2 | 30,6 | 30,9 | 31,10 | 32,00 | 32,4 | 32,5 | 32,6 | 31,3 | 374,4 | 31,20 | ||||||||||||||
|
Maximum Temperature (°C) 1992-2021 |
31,33 | 31,02 | 31,09 | 31,24 | 31,58 | 32,10 | 32,55 | 33,44 | 33,97 | 33,97 | 33,14 | 32,13 | 387,55 | 32,30 | ||||||||||||||
|
Minimum Temperature (°C) 1961 a 1990 |
22,00 | 22,00 | 22,30 | 22,10 | 22,10 | 22,10 | 21,80 | 21,90 | 22,10 | 22,20 | 22,40 | 22,20 | 265,2 | 22,10 | ||||||||||||||
|
Minimum Temperature (°C) 1992 a 2021 |
23,27 | 23,30 | 23,29 | 23,53 | 23,74 | 23,61 | 23,40 | 23,63 | 23,98 | 24,01 | 23,98 | 23,65 | 283,40 | 23,62 | ||||||||||||||
|
Evaporation (mm) - 1961 a 1990 |
72,5 | 63,5 | 64,4 | 56,3 | 63,1 | 65,6 | 75,4 | 95,5 | 102,3 | 101,7 | 95,2 | 77,3 | 932,8 | 77,73 | ||||||||||||||
|
Evaporation (mm) - 1993 a 2014 |
82,07 | 80,54 | 75,17 | 67,55 | 73,32 | 71,44 | 80,05 | 87,84 | 99,33 | 108,71 | 100,07 | 98,48 | 1024,57 | 85,38 | ||||||||||||||
|
Rainfall (mm) 1961 a 1990 |
335,8 | 294,9 | 348 | 326,9 | 275,8 | 176 | 139,5 | 82,8 | 87,6 | 113,2 | 138,2 | 230,9 | 2549,60 | 212,47 | ||||||||||||||
|
Rainfall (mm) 1992 a 2021 |
316,90 | 318,51 | 413,01 | 332,56 | 266,08 | 155,13 | 100,76 | 74,32 | 73,15 | 113,77 | 140,14 | 244,61 | 2548,94 | 212,41 | ||||||||||||||
|
Station Altituade (m) |
40.0 | |||||||||||||||||||||||||||
|
Climate Characteristics |
Hot, Dry, Winter, Wet and Hot Summer | |||||||||||||||||||||||||||
|
Predominate Vegetation |
Forest | |||||||||||||||||||||||||||
|
Source: Instituto Nacional de Meteorologia (2022): https://bdmep.inmet.gov.br/ |
||||||||||||||||||||||||||||
Annual averages from 1961 to 1990: The total annual average rainfall in this region was 2,540 mm, based on records (INMET, 2022, /36/) with the wettest quarter represented in the months of January (maximum 336 mm), February (295 mm) and March (348 mm). The average annual temperature was 26.4°C. The warmest month, October, had an average temperature of 27.2°C and the coolest months, January and February, had an average temperature of 25.8°C. The relative humidity was consistently high throughout the year. This is a feature of the entire region of the Amazon rainforest, which reached average monthly values of 88% relative humidity in March and April. September to November had the lowest average monthly values of relative humidity at 80%.
Annual averages from 1992 to 2021: The total annual average rainfall in this region was 2,548.94 mm, based on records with the wettest quarters represented in the months of February (318.51 mm), March (413.01 mm) and April (332.56 mm) (INMET, 2022, /36/). The average annual temperature was 27.5°C. The warmest month, September, had an average temperature of 27.2°C and the coolest month, February, had an average temperature of 26.71°C. The relative humidity was consistently high throughout the years. Again, this is a feature of the entire region of the Amazon rainforest, which reached an average monthly value of 89.69% relative humidity in March. September had the lowest average monthly value of relative humidity at 80.46%.
The total average annual evaporation was 932.8 mm in the period 1961-1990 and 1,024.6 mm in the period 1992-2021 with peaks in the driest months of September (1961-1990), which had an average index of 102.3 mm, and 108.7 mm in October (1992-2021).
39
The annual average rainfall for the two observation periods (1961-1990 and 1992-2021) remained almost unchanged. On the other hand, there was a trend of rising temperatures in the second period.
4.3 Local Resources and Infrastructure
The Autazes Project site is located in a rural area of the municipality of Autazes (refer to Chapter 3), between the Urucurituba village (port area) and the Soares village at the bank of the Soares Lake (close to the mine and the processing plant, Figure 8). These communities have underdeveloped urban structures, with poor basic infrastructure, basic health care and a limited education system.
The municipality of Autazes, which belongs to the micro-region of Manaus, covers an area of 7,652 km², inhabited by a population of around 41,000 people in 2021 (IBGE, 2022, /31/). The city of Autazes with a population of 17,800 according to the estimate of 2021 was established in 1956 by State Law No 96, which recognized the old Ambrósio Ayres district. It had been included in the municipalities of Itacoatiara and Borba up to that point.
The Urucurituba village is a small urban center with a population of approximately 1,780 people in 2015 (Golder Associates, 2015, /25/). The population has remained relatively stable in recent years with the arrival of new families to work on the yucca and livestock plantations. There are approximately 205 houses in the village. Some residents are engaged in commercial and service activities from their homes.
The Soares Lake, close to the Soares village, is connected to the Urucurituba village by a dirt road. The Soares village was installed about 150 years ago. Here, about 500 indigenous people live peacefully and in partnership with the families of non-Indigenous, who reside there (Comtexto, 2019, /11/).
In the municipality of Autazes, the workforce is mostly unskilled and is divided between the agricultural sector and the trade and services sector, each accounting for approximately 45% of the jobs in the municipality. These industries employ 9% of the economically active population.
The existing infrastructure in the municipality of Autazes consists of
| | Small farms and sites with some natural vegetation. |
| | A basic overland road system that is designed for the low and high tide cycles as a characteristic of the area. The tide cycles define the ways and means of transport to be used in a given period. There is a 8.5 km unpaved road that connects the Urucurituba village (port area) with the Soares Lake (2 km north of the planned location of the processing plant); |
| | An electrical power grid, which is available in urban areas and some rural settlements. In the area of the planned processing plant and underground mine, no electrical power is currently available; |
| | 21 health care units, including a hospital with 31 beds. There are 0.96 beds per 1,000 inhabitants, which is below the 3 to 5 beds per 1,000 inhabitants recommendation of the World Health Organization (WHO) ; |
| | Homes mostly made of wood walls and floors and tin roofs (Figure 10). Currently, there is no access road from the city of Autazes to the project site in existence; |
| | Limited infrastructure, with a small number of hotels, supermarkets and pharmacies. |

| Figure 10 | Typical houses in the Soares Lake area (PdB, 2022, /42/) |
Regarding the Urucurituba village, the existing infrastructure consists of
| | A local diesel power plant for electricity generation; |
| | A mooring for boats and barges on the riverbank of the Madeira River. Figure 11 shows the Urucurituba village and the bank of the Madeira River with capacity to moor small boats and barges. |
There are no water and wastewater treatment facilities available at Urucurituba village although some residences are connected to a non-treated water supply. Further information about the availability of water in the project area is presented in Section 17.2.2. The telecommunication service available at the village is very poor.
40

| Figure 11 | Urucurituba village on the banks of the Madeira River, looking north (PdB, 2022, /42/) |
4.4 Physiography
The terrain at the underground mine and processing plant sites is rather flat with elevations ranging from 8 to 50 meters above sea level. During the flood season the river water levels reach maximum (1 in 100 year) heights of approx. 21 and 23 meters above sea level in the Madeirinha and Madeira Rivers, respectively. Seasonal variations are around 5 m during the low rain season. The proposed surface infrastructure for the Project including the mine shafts, processing plant and tailings storage facility are all located in an area of higher elevation than the 1 in 100 year of water level and are not predicted to be affected by seasonal flooding. However, these floodings are capable of modifying the transport logistics (refer to Section 17.2.2).
The highest topographic elevations are located in the southern portion of the site. Towards the northeast, at the junction of the Amazon and Madeira Rivers, the elevation decreases and the relief becomes fairly uniform.
Two main types of ground features are found in the area: the Amazon Plain and the Lower Amazon Plateau. The Amazon Plain corresponds to the areas that are most subject to flooding and is usually associated with the soil types of gleysols and fluvisols. The Lower Amazon Plateau is characterized by soft hills, in which the soil types of acrisols and latosols are present.
Part of the Autazes area is prone to seasonal flooding caused by high water in the nearby rivers (Amazon River, Madeira River).
The area of the Autazes Potash Project is part of the Amazon biome, a region of dense ombrophilous forest and pasture for livestock development. The dense ombrophilous forest is the main habitat for local animal populations. It can be subdivided into alluvial dense ombrophilous forest and montane dense ombrophilous forest.
Figure 12 and Figure 13 show the typical vegetation found at the mine shaft and processing plant sites.

| Figure 12 | Typical vegetation at mine shaft and processing plant sites (PdB, 2022, /42/) |

| Figure 13 | Ombrophylous forest and adjacent de-forested area with pasture, adjacent to processing plant site (PdB, 2022, /42/) |
41
5 History
Information presented in this chapter, pertaining to the exploration history of the project site and its vicinity was provided by BPC. ERCOSPLANs QP has reviewed this information to ensure consistency in the format of the Technical Report, but the information and opinions contained within this chapter and sections are those of BPC; ERCOSPLAN expresses no opinion in respect thereof.
In the following sections the historical work completed to date for BPCs Autazes Potash Project is summarized emphasizing the single phases during which the project work advanced. The actual project-related work begun in 2007 while in the previous phase the project area was covered by an exploration campaign of larger spatial framework.
A map showing locations of all holes drilled by BPC for the Autazes Potash Project to date is presented in Chapter 7. Over 58,500 meters were drilled since 2009 for the Project.
BPCs geological team provided drill hole data for the resource modelling, which was validated by ERCOSPLAN. A historic compilation of ERCOSPLANs (ERCOSPLAN, 2015, /18/) mineral resource estimate is presented in this Report. WorleyParsons has not completed an audit of the historical estimates, but notes they are classified according to NI 43-101 standards and definitions. A first mineral reserve estimate was conducted by WorleyParsons (WorleyParsons, 2016, /57/). This estimate covered the original mineral rights before their dismemberment (refer to Section 3.2). The updated mineral reserve estimate after the dismemberment, which only covers the mineral rights located outside the Jauary Indigenous Land, was made in frame of this Technical Report (Chapter 12).
The main milestones for the work completed for the Autazes Project are as follows:
| | 2007-2008: Potássio do Brasil conducts site investigations; |
| | 2009: exploration and pilot hole drilling; |
| | 2010-2014: drilling campaign for preliminary economic assessment (PEA); |
| | 2014-2015: complementary drilling campaign; |
| | 2015-2016: drilling of pilot shaft hole with purpose to provide feasibility level input for shaft sinking designs. |
5.1 1973-1987: First Studies in the Amazon
In 1973, the first exploration work was performed in the Amazon basin by Grupo de Trabalho do Potassio (GTP) from Petrobras Petroleo Brasileiro S.A. One of two holes drilled during this initial exploration encountered 3 m of the potash horizon (mineralized section).
Between 1979 and 1983, Petrobras Mineracao S.A. (PETROMISA) drilled 29 holes in the Fazendinha potash deposit (Figure 14), out of which 12 intersected the mineralized section. Within that same time, PETROMISA drilled 25 additional holes in the Arari potash deposit (Figure 14), out of which 16 holes intersected the mineralized section.
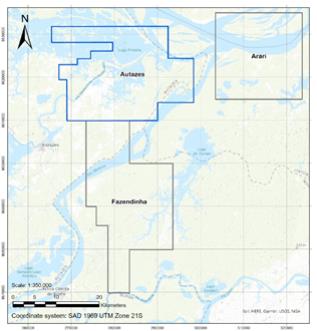
| Figure 14 | Map showing the outlines of the Autazes, Fazendinha and Arari areas in 2015 (ERCOSPLAN, 2015, /18/) |
The cores from the above mentioned drilling activities are stored in the central core archive of PETROBRAS in Belém, state of Pará, Brazil.
In 1984, Companhia de Pesquisa de Recursos Minerais (CPRM) transferred the mineral rights to PETROMISA. Although PETROMISA performed their exploration drilling, they requested a postponement (from the Brazilian Department of Mines) in 1989 for the production start date, as there was a lack of electrical power to the region.
In 1992, PETROMISA was dissolved and the mineral rights were transferred to Petrobras.
42
5.2 2007-2008: Site Investigations by Potássio do Brasil
Between 1989 and 2008 no drilling for potash was performed. During that time Falcon Metais Ltda. acquired mineral rights for portions of the Fazendinha and Arari property.
In 2000 PETROBRAS carried out a 2D seismic survey for the Autazes area. Details about this survey are presented in Section 7.1.
Between 2007 and 2008, Falcon Metais Ltda. reviewed the historical drill hole results including the available petroleum drill hole database, geophysical logs, geological reports etc. (Agapito Associates, 2008, /1/).
The historical drill holes in the Amazon Potash Basin (Figure 15) that were reported for the Arari and Fazendinha deposits, are located outside the mineral rights areas of the Autazes Potash Project and are therefore not considered for this Technical Report.
The basis of information that justified the Potássio Amazonas Project by PdB started with the acquisition, in early 2008, of data from the Exploration and Production Database (BDEP) of the Petroleum, Natural Gas and Biofuels National Agency (ANP). The acquired public data included seismic profiles, well profiles and composite profiles. Integration and interpretation of the data was developed by a team of geologists and geophysicists of PdB.
Products generated from this interpretation allowed an initial definition and analysis of the deposition of the evaporitic sequences model as well as the identification of potential research targets favoring the occurrence of Sylvite and/or carnallite in the project areas as a whole. Based on this data, well drilling and coring works were planned, aiming at a further consolidation of surveys and the evaluation of reserves in the most promising areas. The first mineral exploration applications were filed with DNPM-AM in 2008.

| Figure 15 | Geographic location of the Amazon Potash Basin (PdB, 2014, /41/) |
5.3 2009: Exploration and Pilot Hole Drilling
Exploratory drilling began between December 2009 and January 2010, near the city of Autazes. The selected area that housed the first research undertaken by PdB in the Amazonas Basin, drill hole PBAT-10-01, corresponds to the vicinity of drill hole 1-BRSA-112-AM, which was completed by PETROBRAS for hydrocarbons in 2001. It presented evidence of potash mineralization at a depth of 770 m according to the positive anomalous data indicated in the gamma profiling.
5.4 2010-2014: Drilling Campaign for Preliminary Economic Assessment
Exploration drilling for BPCs Autazes Potash Project, having started with hole PBAT-10-01 in early 2010, continued until 2014 with completion of 34 drill holes (PBAT-10-01 to PBAT-13-35) during that time. 21 of these drill holes were sunken for a geophysical downhole logging campaign.
Out of the 34 holes drilled, three drill holes did not reach the original planned depth due to either technical or operator errors. 16 of the drill holes intersected mineralized sections ranging from average grades of 15.26% to 43.41% KCl. Three holes intersected lower grade sections ranging from 4.42% to 10.75% KCl.
43
All 34 drill holes were cored with good recovery. Obtained core samples were sent for chemical and mineralogical analyses to be used in the preliminary economic assessment (PEA). The analytical results are documented in the PEA (ERCOSPLAN, 2014, /16/).
Coordinates of these holes are presented in APPENDIX 1.
BPC commissioned ERCOSPLAN to complete a PEA in 2014. Prior to this, ERCOSPLAN prepared a NI 43-101 Technical Report (effective date: April 3, 2013), which included a mineral resource estimate for the Autazes area based on the exploration results that were available at that time. The Technical Report was finalized on April 22, 2013 and updated on July 27, 2013 (the 2013 report results are not presented herein).
An updated mineral resource, compiled by (ERCOSPLAN, 2014, /15/) and presented in Table 9, shows the average measured, indicated and inferred resources of all drill holes classified as mineralized. ERCOSPLAN also compiled average composition data based on the same mineralized drill holes.
| Table 9 | Resource estimate for the Autazes Potash Project, based on drill hole information available until 2014 (ERCOSPLAN, 2014, /15/) |
| Resource class | Area | Thickness | Volume | Density | Mass | KCl Grade | KCl Mass | |||||||
| [m²] | [m] | [m³] | [t/m³] | [t] | [%] | [t] | ||||||||
|
Measured |
27,083,341 | 2.18 | 59,050,969 | 2.17 | 127,854,794 | 32.51 | 41,561,037 | |||||||
|
Indicated |
59,934,237 | 2.29 | 137,386,833 | 2.17 | 297,529,921 | 31.79 | 94,576,880 | |||||||
|
Inferred |
61,173,713 | 2.27 | 138,679,708 | 2.17 | 300,560,991 | 30.60 | 91,958,452 | |||||||
| Table 10 | Averaged grades of components of the mineralized section, based on based on drill hole information available until 2014 (ERCOSPLAN, 2014, /15/) |
| Component | Grade | |
| [%] | ||
|
KCl |
31.5 | |
|
NaCl |
55.4 | |
|
MgSO4 |
1.0 | |
|
K2SO4 |
1.5 | |
|
CaSO4 |
6.8 | |
|
Insoluble material |
3.5 | |
|
Moisture |
0.3 | |
ERCOSPLAN did not prepare a mineral reserve estimate for their PEA, as it was not applicable to that stage of the Project.
5.5 2014-2015: Drilling Campaign
In addition to the 34 holes used for the 2014 PEA by ERCOSPLAN, BPCs 2014 2015 drilling campaign incorporated an additional seven drill holes (DH 14-36 to DH 14-42) for a total of 41 drilled holes for the Autazes Potash Project since 2009. Out of these drill holes, only two showed a higher grade of the mineralized section, two a low grade and the remaining drill holes were barren. A 2D seismic survey was also completed for better definition of the resource (refer to Section 7.2).
Coordinates of these holes are presented in APPENDIX 1.
A mineral resource estimate was performed by BPCs technical team using statistical comparisons of composites and block grade distributions. Statistical comparisons of ID2 (ID=Inverse Distance) and polygonal resources as well as visual checks were done to validate the model.
5.6 2015-2016: Pilot Shaft Hole Drilling
Within the second half of 2015 continuing until early 2016 BPC drilled two more holes PBAT-15-43 (950.25 m), drilled between July 12, 2015 and December 6, 2015, and PBAT-15-43A (407.00 m), drilled between December 7, 2015 and January 9, 2016. Both holes are located midway between the planned locations of the production and service shaft (Figure 16) with the purpose to provide feasibility-level input to the shaft sinking designs. The drill collars are located approximately 7 km north-northwest of the Madeira River. Both holes were planned as vertical holes (azimuth: 0°; inclination: -90°).
44

| Figure 16 | View of drill site location for the drill holes PBAT 15-43 and PBAT 15-43 A (SRK, 2016, /50/) |
Coordinates of both holes are presented in APPENDIX 1.
In hole PBAT-15-43 geophysical well logging was performed. Hydraulic testing was planned with two phases in different depth intervals. Due to technical difficulties in the upper planned test interval no hydraulic testwork could be performed leading to the decision to re-drill the upper test interval section with an adjacent hole PBAT-15-43A about 5 m northeast of hole PBAT-15-43 to successfully conduct the failed hydraulic testwork in the original hole.
Hole PBAT-15-43 was found barren regarding potash mineralization, while hole PBAT-15-43A was terminated above the mineralized section as its purpose was already achieved. Geotechnical samples were only taken from hole PBAT-15-43, but no samples for chemical or mineralogical testwork. No rock samples were taken from hole PBAT-15-43A.
Detailed information on both holes (well development, drilling issues etc.) are presented in Section 7.4.
45
6 Geological Setting, Mineralization, and Deposit
This chapter encompasses information about the regional geology, the local stratigraphy of the potash-bearing horizon (mineralized section), the mineralization of the potash-bearing horizon including the distribution of thickness and KCl grade, and the hydrogeology of the project area.
ERCOSPLAN was engaged by BPC to develop the geological setting, deposit type and mineralization of the Autazes Potash Project.
Information about the hydrogeological conditions of the Project site and conducted hydrogeological test work was provided by BPC. ERCOSPLANs QP has not independently verified this information, but has no reason to doubt the validity of this information.
| 6.1 | Regional Geology |
Geologically, the project site is located within the Amazon Basin (Figure 15). The Amazon Basin is a large Paleozoic basin that covers 515,000 km². The sedimentary rocks of the Amazon Basin overlap the Pre-Cambrian rocks of the Guiana Shield to the north and the Central Brazil Shield to the south. The basin contains rocks ranging in age from Proterozoic to Permian age, which are overlain by rocks of the Cretaceous, Palaeogene and Quaternary age (Figure 17). Within the rocks of the basin, several periods of non-deposition/erosion can be distinguished. The thickness of the strata above the Pre-Cambrian rocks is up to 6,000 m.
The Amazon Basin is divided into three sub-basins, Upper (Solimões), Central and Lower Amazonian Basins by the Purus and Monte Allegre uplifts. The age of these uplifts is not known.
The Autazes Area is situated in the Central Amazon Basin. The rocks of the deposit belong to the Tapajos Group, which are of Upper Carboniferous to Permian age. These rocks unconformably overlay rocks of the Upper Devonian-Lower Carboniferous Curuà Group and are unconformably overlain by the rocks of the Javari Group of Cretaceous to Palaeogene age.
The Tapajos Group is divided into four formations, from bottom to top:
| | Monte Alegre Formation consisting of sandstones; |
| | Itaituba Formation consisting of limestone with anhydrite rocks and intercalations of shales and siltstones; |
| | Nova Olinda Formation consisting of shale and/or siltstone, marl and/or fine grained (dolomitic) limestone, anhydrite, rock salt with intercalated layers of anhydrite, shale and some sylvinite; |
| | Andira Formation comprising thick layers of siltstone intercalated with thin anhydrite horizons. |
The Nova Olinda Formation is divided into 11 evaporite cycles (Cycle I to Cycle XI, compare Figure 17). The evaporite cycle typically starts with the deposition of shale and/or siltstone, followed by the deposition of marl and/or fine grained (dolomitic) limestone. Upon further evaporation, gypsum/anhydrite will precipitate, followed by Halite and, during a later stage, potassium- and magnesium-bearing salts. The presence of potassium salt minerals shows that this degree of concentration was reached in Cycle VII in the Nova Olinda Formation.
Cycle VII of the Nova Olinda Formation has a thickness ranging from 150 to 200 m and can be divided into 14 sub-cycles (SC 1 to SC 14, compare Figure 17) according to the same principle as above. The potash-bearing horizon occurs in the top of SC 12 and ranges in thickness between 0.7 and 4.0 m in the explored area.
The composition of the potash-bearing horizon (Section 6.2) is described as sylvinite with layers of Halite, Anhydrite and/or Kieserite and/or Polyhalite or others (e.g. Langbeinite, Kainite). The horizon is subdivided into three zones (Figure 17), from top to bottom (Mohriak, 2008, /39/):
| | Upper Sylvinite with an interlayering of red Sylvite and Halite with minor amounts of sulphate minerals; sometimes minor amounts of Carnallite were also detected; |
| | Middle Sulphate consisting of various sulphates (Anhydrite, Kieserite, Polyhalite and others) interlayered with Sylvite and Halite and Carnallite distinguished; |
| | Lower Sylvinite with an interlayering of white Sylvite and Halite with minor layers of sulphates, mainly Anhydrite. |
Figure 17 shows a general column of the lithology and stratigraphy of the Central Amazon Basin. A comparison of the lithological description and the chemical analyses of the drill holes within the Autazes Area show the same subdivision in general. It also indicates, however, that besides Anhydrite, Kieserite and Polyhalite, other potassium and probably also sodium-bearing sulphate minerals might occur in small amounts.
46
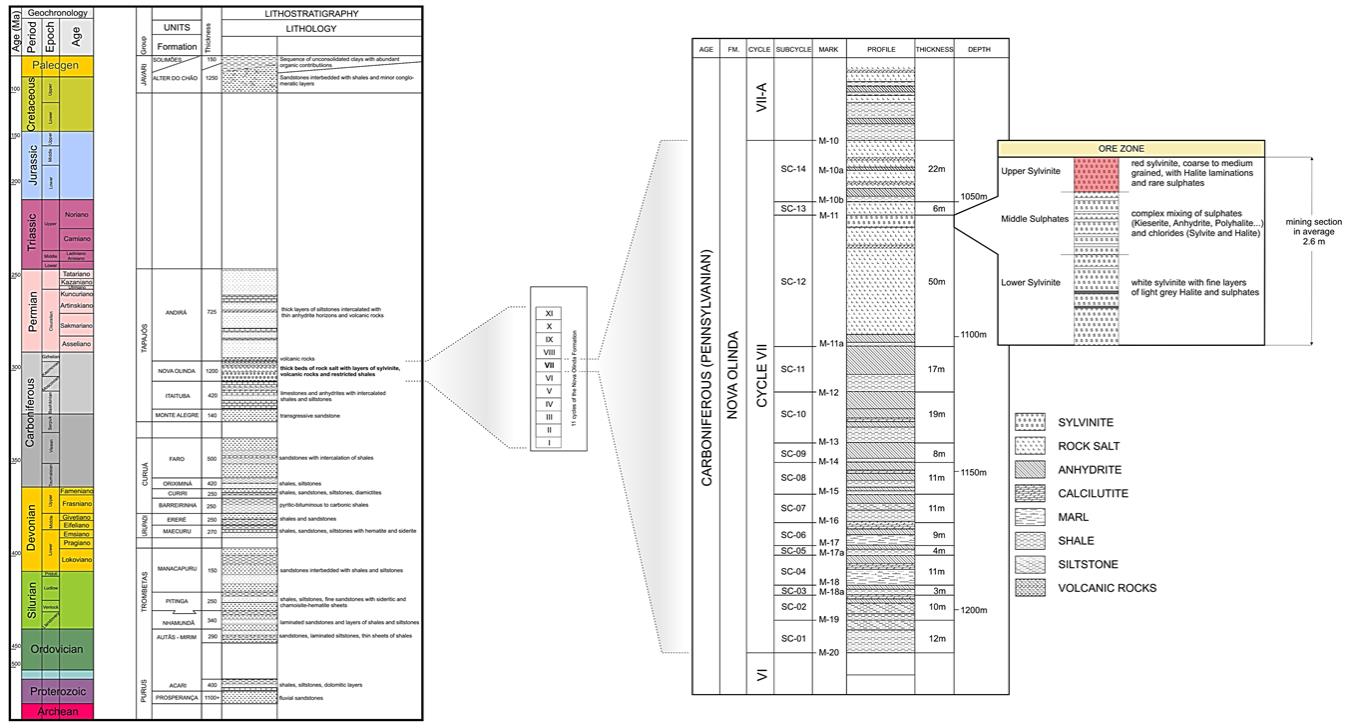
Figure 17 General lithostratigraphy of the Central Amazon Basin (Mohriak, 2008, /39/)
47
| 6.2 | Local Stratigraphy of the Potash-Bearing Horizon |
Based on the completed exploration drill holes within the Autazes Area, the potash-bearing horizon always occurs within Cycle VII between the Markers (Marco) 10B and 11A of the Nova Olinda Formation (compare Figure 17).
When present, the potash-bearing horizon was derived based on the lithological logging of the core material and/or high readings in the gamma log that was usually located about 5 to 15 m below Marco 10B.
The potash-bearing horizon can be divided into two sylvinite zones, which overlie light grey and fine-grained rock salt (lower part of SC 12) and are overlain by pinkish fine-grained, sometimes recrystallized rock salt (SC 13). Sometimes, the sylvinite zones are separated by a sulphate-bearing zone with low thickness. Based on the lithological description of the core material, the following characterizations of the strata above, within and below the potash horizon can be summarized as follows:
|
Sub-cycle |
Marker Bed | Lithological Description | ||
|
SC14 |
10/10A | Massive anhydrite and dark grey rock salt |
||
| Nodular anhydrite and dark grey rock salt |
||||
| 10B | Anhydrite and dark grey shale, laminated with salts | |||
|
SC13 |
Grey to dark grey rock salt, hyaline, coarse, with lenses of insoluble (mud) |
|||
| Pinkish rock salt, fine-grained, locally recrystallized |
||||
| SC12 | Upper Sylvinite, composed of red, pink to orange Sylvite with discontinuous lenses of Anhydrite and Halite | |||
| Middle Sulphate, composed by a complex mixture of Kieserite, Anhydrite, Polyhalite, Langbeinite and chlorides | ||||
| Lower Sylvinite composed of milky white sylvinite, laminated, medium- to coarse-grained, presenting fine laminations of grey rock salt and few sulfates | ||||
| Light grey rock salt, fine-grained, laminated with disseminations of white sylvinite towards the top | ||||
| 11A | White to grey massive anhydrite |
|||
A general profile of the Autazes area is shown in Figure 18.
| Figure 18 | Simplified geological column for the Autazes area (minimum thickness only from drill holes that have completely penetrated the potash-bearing horizon) (ERCOSPLAN, 2015, /18/) |
There are also magmatic rocks, described as diabase, which occur as meter- to decameter- thick layers in the overburden of the Nova Olinda Formation as well as in the evaporite rocks. These are associated with Penatacaua magmatism, related to the sill-forming magmatic rocks, geochemically classified as basalts and basaltic andesites, related to the Central Atlantic Magmatic Province (CAMP).
A geological cross-section through part of the deposit is presented in Section 10.2.
48
| 6.3 | Deposit Type |
Evaporitic basins develop in constrained marine environments where the influx of seawater is smaller than the evaporation rate in the basin. As the basin waters become more saline, the saturation of salts is reached in the brines and precipitation occurs in the following order: (a) limestone (CaCO3); (b) Dolomites (CaCO3, MgCO3); (c) Gypsum (CaSO4); (d) Halite (NaCl); (e) Sylvite (KCl) and Carnallite (KCl·MgCl2·6H2O). In some cases, the specific mineralization of the brines and the temperature of the precipitation lead to the crystallization of sulphates (e.g. Kainite) instead of Carnallite.
The majority of the evaporitic basin is composed of limestone and Anhydrite (Gypsum) and, depending on water circulation and brine concentration, the precipitation of Halite occurs and can be followed by the precipitation of Sylvite and Carnallite in restricted portions of the evaporite basin. This is a cyclical process controlled by the rate of evaporation, influx of seawaters (less saline) and water circulation within the basin.
Potash deposits tend to form when the highest level of salinity is achieved in the brine in shallow sub-basins inside of the main basin.
This depositional model occurs in the Amazon Basin (Figure 15). The division of this gulf into multiple basins by basement highs such as Iquitos, Carauari, Purus and Gurupa, permits the formation of brines with high concentration of salts from west to east, and the precipitation of potassium-rich salts. This basin is similar to the Permian evaporite basins of Zechstein in Europe and the Devonian Muskeg-Prairie Basin in Canada (Amazon Potash, 2009, /2/).
The exploration results from the Autazes area generally confirm this genetic model. It is assumed that in a first phase of potash deposition, the crystallization of Sylvite together with Halite occurred, which is present as the mostly homogeneous, fine- to medium-grained mixture of Halite and Sylvite and low contents of sulphates (Anhydrite) in the Lower Sylvinite. In a next phase of evaporation, a mixture of Halite, Kainite, Sylvite and Anhydrite has possibly been deposited. Further evaporation was stopped by a next transgressive phase with high water levels, represented by the horizon of Marker 10B (Anhydrite and dark grey clay). During early diagenesis, after sedimentation on top of the evaporite rocks, the Kainite horizon was probably transformed, while a separation of the sulphatic components in the lower part (Middle Sulphates) and a mixture of Sylvite and Halite with small amounts of Anhydrite in the upper part occurred. The upper part of the transformation horizon is characterized by less homogeneous, slightly coarser crystalline formation of the Upper Sylvinite. The Upper Sylvinite is overlain by coarse-grained, secondary Halite that is mixed with Anhydrite and clay.
The Autazes potash deposit is, therefore, subdivided into a lower primary and an upper secondary generated section. Spatially limited differences in the transformation phase led to different stages in the transformation. Due to this fact, not all of the described parts of the transformation sequence are encountered in each part of the deposit.
Based on the data from the 43 holes drilled by BPC (including re-drilling of PBAT-13-22 as PBAT-13-35 as well as drill holes PBAT-13-29 and PBAT-13-31 located outside of BPCs mineral rights areas) within and in vicinity to the Autazes area, a geological model based on the available data has been developed.
The geological model based on drill hole data, as shown in APPENDIX 2, APPENDIX 3 and APPENDIX 9, indicates that the deposit extends towards the northwest, southwest and southeast. In the southern and central part of the Autazes area, there are larger variations in terms of the distribution of the Sylvite mineralization of the horizon below Marker 10B. In the northeastern part of the Autazes area, the grades and thicknesses are more homogeneous, as indicated by the model. However, discrepancies between the geological interpolation model and the results from the resource estimate for average grade and thickness values as well as estimated mineralization in place occur. It is interpreted that these discrepancies result from the simplification of the geological interpolation model, which does not consider any limitation by fault zone and barren zone limitation.
Due to the characteristics of the thickness distribution of the potash-bearing horizon (sylvinite horizon), it is currently assumed that
| (1) | The potash distribution in the Autazes area is divided into two sub-basins: |
| | In the western part, stretching mainly North South and with a currently unknown border in the West; |
| | The northeastern part with currently unknown borders in the East and South. |
These are separated by a barren zone stretching from the southeastern part to the center of the drilled area around drill holes PBAT-13-32, PBAT-14-39 and PBAT-11-07.
| (2) | The extension of the barren zone stretching from Southwest of the drilled area towards the area in the center is limited to the North of drill holes PBAT 13-27 and PBAT-12-14. |
The available results from the 2D seismic survey of 2015 in the southern half of the drilled area show the occurrence of normal and thrust faults involving vertical displacement. These occurrences can be recognized in the seismic sections although the interpretations of the seismic sections done by the company Geohub were not completely taken over. For the purpose of the geological model interpretation and subsequent resource estimate the following procedure was applied by the authors for interpretation of the seismic results:
| (1) | The provided interpreted and not interpreted seismic sections were compared. Solely fault structures that displayed a discontinuity in the sylvinite horizon over- and underlaying horizons were considered. Discontinuities |
49
| within the sylvinite horizon interpreted by Geohub were not considered as the seismic survey does not reflect the density and wave velocity contrast between the sylvinite (density between 2.13 t/m³ and 2.21 t/m³) and the under- and overlaying rock salt (density approximately 2.27 t/m³). |
| (2) | The traces of the recognized faults (APPENDIX 10) were projected to the surface along the seismic lines and marked by points. Together with fault zone interpretations provided by BPC the fault traces were interpreted in a way that: |
| a) | Narrow spaced occurrence of fault structures and geological evidence from drill cores were combined to a fault zone that is limiting for the resource extent. |
| b) | Fault occurrences that show up in more than one neighboring seismic line or are open for interpretation (e.g. no further seismic line available) are interpreted as a primary structure that is limiting for the resource extent. |
| c) | No buffer zones around the interpreted faults and fault zones have been applied, however these have to be considered at a later stage. |
The best results in terms of thickness and grades are distributed over an area about 18 km long and 13 km wide.
| 6.4 | Mineralization |
Except for hole PBAT-15-43A, which was completely destructively drilled, the other 42 holes (including the re-drilling of PBAT-13-22 as PBAT-13-35) drilled by BPC were cored with good recovery in the evaporites and samples have been taken from the potash-bearing horizon of the holes (except for hole PBAT-15-43) for chemical and mineralogical analyses. The results of the chemical analyses are presented in APPENDIX 11.
In the opinion of the authors, besides the chemical analysis of salt samples for the components Na+, K+, Mg2+, Ca2+, Cl-, SO42- and H2O, information about the mineralogy is required to ensure that all reported K occurs in potash minerals. The analysis techniques used during the exploration program are described in Section 8.3 and these requirements have been fulfilled.
As described in the previous section, the potash-bearing horizon can consist of up to three layers. Due to the mostly low thicknesses of the single sylvinite layers as well as the distinction of the sulphate-rich horizon not being possible in each case, the whole potash-bearing section has been summarized as the sylvinite horizon for the current mineral resource estimate. The main potash-bearing mineral for the sylvinite horizon is Sylvite (refer to Chapter 11). The sylvinite is considered to be a part of the inferred, indicated and measured mineral resource if the following conditions are fulfilled:
| | Thickness of the potash horizon exceeds 1 m; |
| | Minimum KCl grade of the potash-bearing horizon exceeds 10%. |
Based on the chemical assay data, the thickness and grade have been determined and all holes fulfilling the cut-off criteria of 1 m@10% have been included in the mineral resource estimate. Lower grade intervals with sufficient thickness to meet the 1 m@10% criteria have also been included in the estimate.
An overview of the drill hole mineralization and the drill holes that can be considered part of the inferred, indicated and measured mineral resources according to the abovementioned criteria is given in Table 11. Hole PBAT-15-43A is not presented in this table as it was terminated above the mineralized section and only destructively drilled.
| Table 11 | Overview of the mineralization of the potash-bearing horizon in the drill holes in the Autazes area (green drill holes that fulfil the abovementioned cut-off criteria; supplemented by drill holes of 2015/2016; based on (ERCOSPLAN, 2015, /18/) |
| Depth [m] | ||||||||||||
| Drill Hole | From | To | Thickness of the Sylvinite [m] |
KCl Grade of
the [wt%] |
Remarks |
Calculated [t/m³] |
||||||
|
Cut-off |
1.0 m | 10% | ||||||||||
|
PBAT-10-01 |
767.74 | 769.50 | 1.76 | 0.12 | low grade |
|||||||
| PBAT-10-02 |
841.78 | 843.24 | 1.46 | 39.15 |
mineralized |
2.19 | ||||||
| PBAT-11-03 |
863.32 | 864.69 | 1.37 | 25.78 |
mineralized |
2.17 | ||||||
| PBAT-10-04 |
- | - |
barren |
|||||||||
| PBAT-10-05 |
849.23 | 849.92 | 0.69 | 4.42 | low thickness/ low grade |
2.19 | ||||||
| PBAT-11-06 |
- | - |
barren |
|||||||||
| PBAT-11-07 |
- | - |
barren |
|||||||||
50
| Depth [m] | ||||||||||||
| Drill Hole | From | To | Thickness of the Sylvinite [m] |
KCl Grade of
the [wt%] |
Remarks |
Calculated [t/m³] |
||||||
| PBAT-11-08 |
- | - |
barren |
|||||||||
| PBAT-11-09 |
843.08 | 844.90 | 1.82 | 38.33 |
mineralized |
2.16 | ||||||
| PBAT-11-10 |
808.90 | 809.70 | 0.80 | 10.75 | low thickness |
2.16 | ||||||
| PBAT-11-11 |
827.54 | 827.54 | - | - |
barren |
|||||||
| PBAT-11-12 |
823.59 | 825.66 | 2.07 | 38.61 |
mineralized |
2.13 | ||||||
| PBAT-12-13 |
- | - |
barren |
|||||||||
| PBAT-12-14 |
- | - |
barren |
|||||||||
| PBAT-12-15 |
771.21 | 773.07 | 1.86 | 32.77 |
mineralized |
2.17 | ||||||
| PBAT-12-16 |
723.44 | 725.47 | 2.03 | 28.46 |
mineralized |
2.19 | ||||||
| PBAT-12-17 |
719.64 | 722.45 | 2.73 | 36.45 |
mineralized |
2.15 | ||||||
| PBAT-12-18 |
- | - |
barren |
|||||||||
| PBAT-12-19 |
738.72 | 740.62 | 1.90 | 25.40 |
mineralized |
2.18 | ||||||
| PBAT-12-20 |
685.45 | 687.59 | 2.14 | 31.87 |
mineralized |
2.16 | ||||||
| PBAT-12-21 |
695.00 | 696.12 | 2.03 | 15.26 |
mineralized |
2.19 | ||||||
| PBAT-13-22 |
767.79 | 771.17 | 3.38 | 30.20 |
mineralized |
2.21 | ||||||
| PBAT-13-23 |
843.44 | 845.95 | 2.51 | 43.41 |
mineralized |
2.14 | ||||||
| PBAT-13-25 |
- | - |
barren |
|||||||||
| PBAT-13-26 |
753.04 | 756.56 | 4.03 | 32.53 |
mineralized |
2.16 | ||||||
| PBAT-13-27 |
- | - |
barren |
|||||||||
| PBAT-13-28 |
847.89 | 849.97 | 1.75 | 39.64 |
mineralized |
2.14 | ||||||
| PBAT-13-29 |
- | - |
barren |
|||||||||
| PBAT-13-30 |
- | - |
barren |
|||||||||
| PBAT-13-31 |
- | - |
barren |
|||||||||
| PBAT-13-32 |
- | - |
barren |
|||||||||
| PBAT-13-33 |
732.92 | 735.64 | 2.72 | 33.03 |
mineralized |
2.16 | ||||||
| PBAT-13-34 |
790.51 | 791.55 | 1.04 | 10.34 |
mineralized |
2.19 | ||||||
| PBAT-13-35 |
768.27 | 771.67 | 3.40 | 34.45 |
mineralized |
2.17 | ||||||
| PBAT-14-36 |
755.05 | 756.20 | 1.15 | 10.08 |
mineralized |
2.18 | ||||||
| PBAT-14-37 |
807.72 | 808.27 | 0.55 | 11.47 | low thickness |
2.19 | ||||||
| PBAT-14-38 |
- | - |
barren |
|||||||||
| PBAT-14-39 |
- | - |
barren |
|||||||||
| PBAT-14-40 |
752.06 | 755.79 | 3.73 | 25.01 |
mineralized |
2.20 | ||||||
| PBAT-14-41 |
- | - |
barren |
|||||||||
| PBAT-14-42 |
705.37 | 707.42 | 2.05 | 35.28 |
mineralized |
2.14 | ||||||
| PBAT-15-43 |
- | - |
barren |
|||||||||
Based on available drill hole data, the thickness distribution of the sylvinite horizon within the Autazes area has been modelled and is shown in APPENDIX 2. The thickness ranges from 1.0 to 4.0 m. The isopach map shows that the largest thicknesses occur in the central part of the Autazes area. The maximum thickness of 4.0 m is explored in the north-western center (drill hole PBAT-13-26), while the thickness of the sylvinite horizon decreases towards the north, the south-west and south-east. The average thickness for the whole area is 1.89 m.
51
The depth of the sylvinite horizon (top of the horizon) ranges from 685 to 863 m (refer to APPENDIX 3. In general, the deposit dips from the northwest (685 to 700 m) to the southeast (about 860 m).
Based on available drill hole data, the distribution of the KCl grade within the Autazes area has been modelled for the potash-bearing horizon and is shown in APPENDIX 4. The KCl grade ranges from 10.08% (PBAT-14-36) to 43.41% (PBAT-13-23). The average KCl grade is 25%. The isoline map shows that the highest KCl grades (higher than 40% KCl) occur in the eastern part of the Autazes area, while values over 30% occur in the whole central part of the explored Autazes area, interrupted by a suspected northwest-southeast directed low grade zone. A comparison to the data obtained from the estimate of mineral resources is made in Section 11.3.
| 6.5 | Hydrogeology and Hydrogeological Barriers |
As outlined in ERCOSPLANs previous technical report, dated September, 1 2015 (ERCOSPLAN, 2015, /18/), knowledge about the hydrogeological conditions of the project area was very limited. To overcome this deficit, based on the recommendations given in this report, BPC engaged Golder Associates Ltd. (GAL) and SRK Consulting (SRK) to carry out hydrogeological test work in the Autazes area, which was done after completion of holes drilled by BPC during the two drilling campaigns between 2010 and 2014 (in frame of the preliminary economic assessment, holes PBAT-10-01 to PBAT-13-35) and between 2014 and 2015 (holes PBAT-15-36 to PBAT-15-42). Additionally, such test work was carried out in the shaft pilot holes PBAT-15-43 and PBAT-15-43A, drilled between end of 2015 and early 2016 (Section 7.5). GAL was also engaged to provide geotechnical data collected from the pilot shaft drilling investigation.
Subsequently, a conclusion of the data obtained during the hydrogeological test work, detailed in Section 7.5, is presented.
Based on available hydrogeological and geological information, SRK (SRK, 2016, /51/) divided the groundwater system in the project area down to the base of the Halite horizon of the Nova Olinda formation into eight hydrogeological domains (Table 12). Top and bottom elevations in Table 12 were estimated based on average depths from drill hole data provided by BPC to SRK.
Table 12 Interpreted hydrogeological domains for the Autazes area (SRK, 2016, /51/)
|
Elevation Range |
Formation | Principal Lithologies | Unit Type | |||||
| from [m] | to [m] | |||||||
| +26 | +3 | Solimões | saprolite | aquitard | ||||
| +3 | -30 | Alter do Chão | weathered laterite | secondary aquifer4 | ||||
| -30 | -145 | Alter do Chão | upper sandstone, sand | layered aquitard (secondary5) | ||||
| -145 | -157 | Alter do Chão | central siltstone/ sandstone | layered aquitard (secondary5) | ||||
| -157 | -372 | Alter do Chão | lower sand/sandstone | layered primary aquifer (locally) | ||||
| -372 | -606 | Andirá | siltstone, limestone, breccia, sandstone | aquitard | ||||
| -606 | -795 | Nova Olinda | siltstone, breccia, anhydrite, diabase, sandstone | aquitard | ||||
| -795 | -890 | Nova Olinda | halite, anhydrite, sylvinite | aquitard | ||||
Hydrogeological test work results from drill holes showed a moderate horizontal hydraulic conductivity (for freshwater) between 1.7·10-5 and 1.5·10-6m·s-1 within the sediments of the Alter do Chão Formation (SRK, 2016, /50/). The results further showed that the hydraulic conductivity increases downhole consistent with the increase in grain size. This is especially true for the section below 300 m to 399 m, where the sediments of this formation have their base in hole PBAT-15-43.
Hydrogeological test work results in the underlying sediments of both the Andirá and Nova Olinda Formation revealed in above mentioned holes only low to very low horizontal hydraulic conductivities (for freshwater) between 8.8·10-9 to 2.2·10-11 m·s-1 (SRK, 2016, /50/). However, according to (WorleyParsons, 2016, /57/) the limestone and rocks consisting of clastic sediments as well as the diabase may be fractured elsewhere. Hence, groundwater movement cannot be
| 4 | The laterite section of the Alter do Chão formation is expected to be recharged both from surface and laterally from the Rio Madeira and Lago Soares during the wet season, and behaves somewhat independently from the flow regime of the deeper sections of the Alter do Chão Formation. |
| 5 | Secondary means that groundwater movement is provided by connected joints (fissures, fractures). |
52
excluded here. The sections of the Nova Olinda formation consisting mainly of Anhydrite, Halite and Sylvite are not considered to form productive aquifers (WorleyParsons, 2016, /57/).
The presence of aquifers is also assumed below the production horizon of the planned potash mine, with the limestone of the Itaituba and sandstone of the Monte Alegre formation. Presence of groundwater would here be mainly restricted to joints (secondary aquifers) while the rocks themselves are assumed to have a low primary permeability (WorleyParsons, 2016, /57/). However, no further information regarding hydrogeological conditions in both formations were available to the authors of this Report.
Groundwater samples in hole PBAT-15-43A were obtained from sediments of the Alter do Chão formation. Their composition is presented in Section 7.5. Due to their low hydraulic conductivity no such samples could be obtained from the Andirá or the Nova Olinda formation (SRK, 2016, /50/).
In conclusion, the groundwater samples show with increasing depth an increase in temperature and total dissolved solid content. Remarkable is the sharp increase in the total sodium and chloride content when comparing the samples taken between 316.6-348.7 m and between 360.6393.0 m. Based on their redox potential (Eh) the groundwater samples are reducing.
The strata above the mineralized horizon (SC 13 and 14, average thickness 32 m) form the lower part of the hydrogeological barriers (refer to Section 6.5) against the main groundwater-bearing rocks of the overburden (Andira Formation). The upper part mostly consists of argilite, silt and clay of Cycles VII to XI. The average thickness is more than 150 m. These strata have effectively protected the evaporites of Cycle VII throughout geological history. Investigations on the characteristics (rock mechanics, permeability etc.) of these rocks for a statement about the possible influences on the barrier by mining activities are summarized in Section 13.2. Results show the general possibility of safe mining activities within the Autazes area.
The rock salt of the lower part of Sub-Cycle 12 forms the hydrogeological barrier underlying the potash-bearing horizon. The thickness of this layer is more than 30 m.
53
| 7 | Exploration |
The exploration program was developed by BPC, who was also responsible for the drilling work. ERCOSPLAN received information derived from exploration drilling and 2D seismic campaigns from BPC and ERCOSPLANs QP has verified this information for ERCOSPLANs report of 2015 (ERCOSPLAN, 2015, /18/).
Additional information about exploration work conducted for the Project that became available after completion of ERCOSPLANs report of 2015 (see Section 5.6) was provided by BPC to ERCOSPLAN as well. The updated information is incorporated in the updated mineral resource and reserve estimates (see Chapter 11 and 12). ERCOSPLAN has reviewed the information about the drilling work conducted after completion of the previous report and ERCOSPLANs QP has inspected the available core material of this work at its current storage location in Brazil. However, ERCOSPLAN did not validate information about results of geophysical well logging, well development and other test work conducted within the corresponding drill holes (see Section 6.5 and 7.5).
For the Autazes area exploration data are available from holes drilled by BPC (Section 7.4) and from seismic surveys (Section 7.1 and 7.2). A map showing the seismic survey lines of the campaigns of 2000 and 2015 as well as the locations of the exploration holes drilled by BPC to date together with the mineral rights areas is presented as Figure 19. Coordinates of the exploration holes are presented in APPENDIX 1.
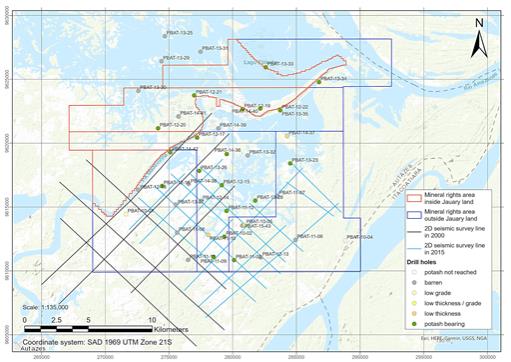
| Figure 19 | Map showing mineral rights areas, locations of holes drilled by BPC and seismic lines of surveys conducted in 2000 and 2015 |
The drill core descriptions for holes drilled by BPC have been provided by BPC to ERCOSPLANs QP. Drill cores of these mentioned holes have been checked during repeated site visits undertaken by ERCOSPLANs QPs, the most recent in August 2022. Cored material obtained from these drill holes was used to determine the chemical and mineralogical composition of the deposit at the location of the corresponding individual drill hole. The drill core descriptions, sampling procedures as well as drill hole documentation have been confirmed and found to be of high quality according to international standards. The samples obtained from the cored material are considered to be representative for the deposit and, hence, allow to determine the representative chemical and mineralogical composition of the deposit at the location of each sampled drill hole.
Synoptic information about the hydrogeology of the Autazes area is presented in Section 6.5 and 17.2.2. Information about geotechnical data, testing and analysis conducted on drilled material obtained until completion of drill hole PBAT-14-42 is presented in Section 13.2. Results of such test work conducted on drilled material obtained from drill hole PBAT-15-43 is presented in Appendix C6 of (WorleyParsons, 2016, /57/).
| 7.1 | 2D Seismic Survey of 2000 |
In addition to the seismic survey completed in 2015 as sub-contracted by BPC, historical seismic data are available from an exploration campaign completed by PETROBRAS in 2000, which was carried out in the Autazes area. A short summary of this historical seismic survey will be given herein, whereas the recent survey results of 2015 were used solely for a thorough check of the interpretations and implications on the geological model and applied resource estimate (refer to Chapter 11).
During an exploration campaign for oil and gas in 2000, PETROBRAS conducted a 2D seismic survey consisting of three profiles each in NW-SE and SW-NE directions. The total length of the profiles is 35 km. The distance between the parallel profiles is between 2,000 m and 3,300 m. The area covered by overlapped profiles is only 5×5 km (approx. 25 km²).
The seismic interpretation for the evaporite basin was prepared by BPC geologists (BPC, 2012, /7/). The seismic interpretation assumes that the contrast in acoustic impedance represented by subsurface seismic images has its origin in the changes in the compositions of different rock layers. Thus, the identification and monitoring of these changes throughout the different seismic images formed, whether they are 2D or 3D, illustrate the behavior of the geological
| 6 | Dok.Nr.: C00367-11-GE-REP-0001: Bankable Feasibility Study Shaft Infrastructure |
54
subsurface. It has to be kept in mind that in evaporite basins, 2D and 3D seismic surveying allows only the characterization of the structural framework and the presence of zones with anomalies. Thus, seismic response offers an insight into the structure of the layers within the context of the mineralized salt basin, but lacks vertical resolution to identify the mineralization of individual layers (BPC, 2012, /7/).
For each profile, the base of the Andira Formation, the Marker 10 (top of the rock salt) and the Marker 11A (base of the rock salt) have been interpreted. Based on the latter, which has been identified in all profiles, an extensive distribution of the rock salt (Sub-Cycle 12 to 14) has been determined. However, within a profile, the thickness of the rock salt can vary by up to 50%.
Furthermore, fault structures within the Nova Olinda Formation were identified. However, a correlation of these recorded fault indications between the profiles is not possible in every case.
Based on the specific rock mechanical properties of the rock salt and the sylvinite, it can be assumed that such fault zones in the highly saline section of the sequence (Sub-Cycle 12 to 14) are not present as fractures, contrary to the representations in the profiles, but rather as folding and/or thickening or thinning of the rock salt sequence. Due to the not completely plausible interpretation of the fault zones, these were initially excluded from the geological model. An additional 2D seismic survey has therefore turned out to be necessary and was completed as described in Section 7.2.
| 7.2 | 2D Seismic Survey of 2015 |
In January and February 2015, a 2D seismic survey was executed on the Autazes area by a company called Georadar (Georadar, 2015, /23/) with the total length of 15 seismic lines of about 125 km covering an area of approximately 120 km2, including a topographic survey to stack out and measure in a 15 m spacing. Furthermore, vertical seismic profiling has been carried out in two drill holes.
The survey was executed by using explosives as the energy source with the following specifications of the shot points:
| | 30 m between the shoot points; |
| | 1 hole per shot point; |
| | 1.0 kg of explosive per hole; |
| | 3 m depth in each borehole. |
The scattering parameters used for the geophones for recording of the signals were:
| | Arrangements of 6 coils per station; |
| | 2.50 m between the coils; |
| | 15 m of distance between the receiving stations |
whereas in-line or radial arrangement was used depending on the encountered slopes or obstacles. The geophone model used in this program was the SM-24 manufactured by IO Sensor Technology with a sensitivity of 28.8 V/m/s. The signals from the geophones were transferred and recorded by a seismograph with the following parameters:
| | Split-spread geometry; using 1 active RL and 300 channels (maximum value) connected by RL; |
| | Minimum offset of 7.5 m and maximum offset of 2,235 m; |
| | Low cut filter was not applied, and the high cut filter of 200 Hz was used (anti-aliasing filter) 0.8 N); |
| | 5 seconds recording and sampling rate of 1 ms. |
According to Georadar the analysis of the acquired data regarding their frequency spectrum, amplitude and signal/noise ratio information were carried out following the acquisition. The results of the seismic recording went through a quality check and were subsequently interpreted by a company called Geohub.
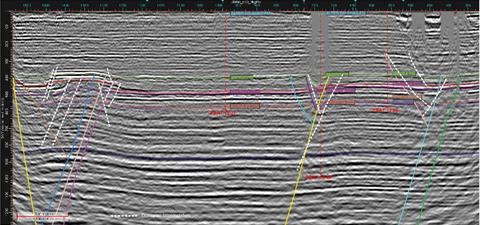
55
| Figure 20 | Reinterpreted seismic profile 003 by ERCOSPLAN (white lines; colored lines = interpretation by Geohub) (ERCOSPLAN, 2015, /18/) |
The interpreted vertical seismic sections were provided by Geohub as distance-velocity profiles as shown in APPENDIX 12. The independent verification of the uninterpreted profiles by ERCOSPLAN and verification with the interpretation completed by Geohub lead to the following conclusions:
| | The seismic survey of 2015 confirms partly the results of the historical seismic survey of 2000 (compare Section 7.1 to the extent that fault structures are present that cross-cut the overburden of the evaporate sequence and partly continue into the evaporates and their footwall; |
| | The separate delineation of the sylvinite horizon and occurrence/non-occurrence within the rock salt sequence is suspected to be overinterpreted as the low density contrast between the rock salt and the sylvinite is usually too small to provide sufficient contrast for delineation; |
| | The re-interpretation of the profiles by ERCOSPLAN (compare Figure 20) reduced the interpreted faults by Geohub slightly to structures that can be clearly identified throughout several layers and are relevant for the potash-bearing horizon. It has to be kept in mind that the dip direction of the faults cannot be delineated with certainty, which affects the interpretation of relative movements in case of occurring vertical displacement; |
| | Due to the resolution of the seismic survey as well as the lack of seismic sections converted to vertical distance, the vertical offset along fault lines could not be quantified. |
These conclusions were relevant for the present geological model of the Autazes potash deposit as well as the current estimate of mineral resources. Further details on the procedure of the re-interpretation completed by ERCOSPLAN is discussed in the Chapter 11.
| 7.3 | Historical Drill Holes |
Historical drill holes in the Amazon Potash Basin (Figure 15) have been reported for the Arari and Fazendinha areas (Figure 15) by PETROBRAS/PETROMISA (ERCOSPLAN, 2007, /14/), showing that the deposit extends further to the north and south (ERCOSPLAN, 2015, /18/). However, as these drill holes are not within the mineral rights areas of the Autazes Potash Project, these holes will not be considered in further detail in this report.
| 7.4 | Drill Holes Drilled By Brazil Potash |
In order to carry out exploration drilling in the Amazon Potash Basin, BPC engaged the Boart Longyear company, an international diamond drilling contractor, in December 2009. The exploration campaign carried out by BPC started in 2010 with the drilling of hole PBAT-10-01 as a pilot hole close to historical hydrocarbon exploration hole 1-BRSA-112-AM, which was completed by Petrobras in 2001 (refer to Section 5.3). During the initial phase of drilling, numerous problems with core recovery and achieving hole completion were encountered as this was the first attempt to drill potash in the Amazon Basin in decades, and contractors lacked expertise in coring salt initially.
As a result of these challenges, BPC engaged other diamond drilling contractors (Rede and Geosol using imported CS-4002 rigs), fluid/mud engineers, as well as drilling consultants were brought in to define a standard operating procedure to ensure efficient operation with a high probability of completing diamond drill holes and penetrating the potash-bearing horizon with good core recovery. In order to increase core recovery for the salt interval, paraffin-based mud was used for coring within this interval instead of salt-saturated mud.
The revised drilling process simplified the drilling in the upper part of the holes and reduced the occurrence of material falling or getting washed into the hole from shallow aquifers. This procedure resulted in a more secure drilling operation and provided good quality cores for further description, analysis and test work.
To date, a total of 43 drill holes have been drilled, excluding holes PBAT-10-03A, PBAT-10-03B and PBAT-15-43A, with good core recovery within and in the vicinity of the assessed Autazes area, including geophysical well-logging in 29 drill holes, and sampling and chemical/ mineralogical assaying of obtained drill cores (APPENDIX 11). Two holes (PBAT-10-03A, PBAT-10-03B) were not drilled to the planned depth due to technical reasons. Seventeen holes intersected the top of Sub-Cycle 12 without any potash mineralization. PBAT-10-04 is suspected to not have been drilled deep enough. PBAT-13-24 was planned and drilled as a scouting hole approximately 15 km southwest of the Autazes area. PBAT-13-35 was re-drilled at the same location as the former hole PBAT-13-22 and both were evaluated as one drill hole. Furthermore, one deviation drill hole, PBAT-13-33A, was drilled as side track within hole PBAT-13-33 to gain additional core material for processing and rock mechanical test work. The drill holes PBAT-14-36 through PBAT-14-42 have been drilled to obtain more information for a higher detail of the geological model in areas with larger drill hole spacing according to the recommendations made in the Technical Report dated July 2014 (ERCOSPLAN, 2014, /16/). Two barren drill holes (PBAT-13-29 and PBAT-13-31) are now located in the vicinity, but outside of the mineral rights areas, due to required mineral rights area reduction in April 2015.
Detailed information about drill holes PBAT-10-01 through PBAT-14-42 are presented in (ERCOSPLAN, 2015, /18/).
Hole PBAT-15-43 was drilled between July 12 and December 6, 2015 with the purpose to provide feasibility-level input for shaft sinking designs. The work comprised of obtaining core material for geotechnical test work and performing in-hole hydrogeological test work. The hole was cored over its entire length. As expected from its location planning, it
56
was found barren regarding the potash mineralization. The core material obtained from the interval corresponding to the depths, where the potash-bearing horizon was expected, from 846.9 m to 848.2 m, does not show any evidence of potash mineralization like any other core material obtained from the hole.
Hole PBAT-15-43 was advanced with PQ diameter to 409 m and reamed afterwards to a hole diameter of 311.2 mm (12 1/4) down to 410 m before installation of a 152 mm (6) casing with multiple wire-wound well screen intervals down to 408 mbgl for hydrogeological test work (Phase 1 hydrogeological test work). During backfill of the annular space approximately 213 m of the used BQ rods fell into the annular space. As attempts to fish the rods remained unsuccessful, it was finally decided to further advance the hole to complete coring including the evaporates with the potash-bearing horizon. Also the decision was taken to drill another hole nearby (PBAT-15-43A) to install the said casing and conduct the Phase 1 hydrogeological test work (SRK, 2016, /50/).
After the attempt to backfill the 152 mm (6) casing, hole PBAT-15-43 was advanced as a PQ core hole. A PW casing was installed at 434 m and a cement seal emplaced around this casing between an approximate depth of 408 m to 434 m. However, difficulties were encountered in the emplacement of this seal, hence, there is doubt about its hydraulic integrity. The PQ core hole was subsequently advanced from 434 to 811.85 m reaching its target depth on September 24, 2015. The same suite of downhole geophysical logs as undertaken in the Phase 1 hole were then run on the Phase 2 hole (SRK, 2016, /50/).
After reaching 811.85 m another phase of hydrogeological test work was planned (Phase 2). However, due to testing equipment being stuck at customs in Manaus, drilling work was suspended for 63 days and the hole circulated regularly to maintain drill hole stability, while drilling rods were tripped. The drill hole caved according to the caliper log between about 670 m and 692 m (to a 222 mm hole diameter) and the drilling rods got stuck (Golder Associates, 2016, /28/). Since a part of the rods could not be pulled they had to be cut (SRK, 2016, /50/) blocking the drill hole. After the new drilling rods were run back into the hole the cut rods that remained downhole were pushed back into the drill hole deflecting the drilling assemblage and leading to drilling of a second branch below 692 m (Golder Associates, 2016, /28/).
After reaching 811.85 m again in the second branch, Phase 2 hydrogeological test work was conducted, subsequently a HW casing installed and cemented at the mentioned depth, the mud replaced and the hole advanced to its final depth of 950.25 m also penetrating the expected depth interval of the potash-bearing horizon. According to the provided information the hole has in total two branches a primary drill hole branch between 0.00 and 812.00 m and a secondary drill hole branch between 692.00 and 950.25 m.
Both branches of hole PBAT-15-43 were drilled with polymer based mud down to 811.85 m. Prior to hydrogeological test work in the second branch this mud was exchanged with brine, which was changed after completion of test work and HW casing installation with paraffin-based mud, which was used to drill until the holes final depth.
Based on the provided information by BPC, a geophysical logging campaign was carried out for hole PBAT-15-43 in August, September and December 2015. A wireline log was executed over the complete section, recording natural gamma, caliper, borehole deviation, temperature, salinity, spontaneous potential, resistivity and velocity.
Table 13 shows the amalgamated lithological log of hole PBAT-15-43.
Table 13 Lithostratigraphical formations encountered in hole PBAT-15-43 (SRK, 2016, /50/)
|
Lithostratigraphical Horizon |
Drill Hole Depth from | Drill Hole Depth to | ||||
| [m] | [m] | |||||
| Solimões Formation |
0.0 | 13.3 | ||||
| Alter Do Chão Formation |
13.3 | 399.0 | ||||
| Andirá Formation |
399.0 | 631.7 | ||||
| Nova Olinda Formation |
631.7 | 701.1 | ||||
| Volcanic intrusive (diabase sill) | 701.1 | 709.8 | ||||
| 709.8 | 950.3 |
After completion of hole PBAT-15-43, hole PBAT-15-43A was drilled between December 6, 2015 and January 10, 2016 down to its final depth of 407.00 m as a replacement hole for Phase 1 hydrogeological test work. The hole is located about 5 m northeast of the location of hole PBAT-15-43. The hole was reamed to a final diameter of 311.2 mm (12 1/4) down to its final depth and a 152 mm (6) casing with wire-wound stainless steel screens was installed at the same depth with the corresponding annular backfill for hydrogeological test work. The well casing consists of 0.5 mm aperture wire-wound stainless steel screened sections, from 31.8 m to 42.1 m long, with surrounding and intervening 6.35 mm (1/4) wall thickness mild steel solid casing lengths ranging from 7.9 m to 23.7 m long. The well was backfilled from surface with 6 mm diameter silica gravel, with intervening volumes of bentonite pellets. While the well construction specifications called for tremieing these materials in place, it was found that the tremie pipe brought to site had pipe unions of a diameter thought to be too large for the annular space. Hence, materials were backfilled by dumping volumetrically determined volumes from surface. Bentonite seals were designed with 4 m thickness. As the backfill materials reached depths where it was possible to measure emplaced depths, it became apparent that the
57
level of material backfilling did not match expected levels, hence, there was concern that bridging had occurred at depth. The well was subsequently airlifted, and backfilled materials closest to surface dropped an estimated 32 m downhole. Backfilling continued and the well was subsequently developed by airlifting from within the individual screened sections of the well, while pumping from the bottom. The well was developed using combined airlift and water pumping methods until largely sand-free and relatively clear (SRK, 2016, /50/).
Hole PBAT-15-43A was drilled destructively over its entire length. It was terminated above the potash-bearing horizon (Golder Associates, 2016, /28/). For drilling, a barite and calcite-bentonite based mud was used with added polymers, bactericides, xantham gum, clay inhibitors and mud cake reducer.
Holes PBAT-15-43 and PBAT-15-43A were drilled by the Geosol drilling company (Geologia e Sondagens S.A.). Drilling supervision, logging of drilled material, geophysical logging supervision and monitoring of well casing installation was undertaken by Golder Associates. Hydrogeological test work was conducted by SRK Consulting (Canada).
APPENDIX 1 provides an overview of all holes drilled to date by BPC in the Autazes area with their respective coordinates, final depths and final lithostratigraphical formations.
| 7.5 | Hydrogeological Test Work |
The first hydrogeological test work in the vicinity of the Autazes area was executed by Petrobras Mineraçao S.A.s subsidiary PETROMISA in a 1,103 m deep exploration hole, where 82 packer-based hydraulic tests were conducted in the Alter do Chão, Andíra and Nova Olinda Formation (SRK, 2016, /50/). Only 38 of these tests were successful, while the remaining number of tests were unsuccessful due to failure to properly seat the packers. In poorly consolidated sediments the best results were obtained using inflatable packers. For the remaining tests it is assumed that mechanical packers were used. Slug tests were largely unsuccessful in intervals with a higher permeability (Alter do Chão Formation), where packers were seated successfully. This was caused by the hydraulic response of these intervals, which was too rapid to record it during a slug test. The packer tests indicated an elevated hydraulic conductivity at least locally in the Alter do Chão Formation. In the Andíra Formation five tests were successful.
Hydrogeological test work in the Autazes area was carried out after completion of holes drilled by BPC during the two drilling campaigns between 2010 and 2014 (in frame of the preliminary economic assessment, holes PBAT-10-01 to PBAT-13-35) and between 2014 and 2015 (holes PBAT-15-36 to PBAT-15-42). Additionally, such test work was carried out in the shaft pilot holes PBAT-15-43 and PBAT-15-43A, drilled between end of 2015 and early 2016.
The hydrogeological test work was planned as follows:
| | In situ packer tests within rocks of the Nova Olinda Formation in drill holes PBAT-14-38 and PBAT-14-40-B (Golder Associates, 2015, /27/): |
| | Calcarenite section above the evaporates; |
| | Rock section below the calcarenite section. |
| | Open drill hole tests without packers during drilling in hole PBAT-14-42 (each test below cemented 61/2 casing) (Golder Associates, 2015, /27/): |
| | Section 450.0-458.0 m (base of Andira Formation/top of Nova Olinda Formation); |
| | Section 450.0-508.0 m (base of Andira Formation/Nova Olinda Formation); |
| | Section 450.0-570.0 m (base of Andira Formation/Nova Olinda Formation). |
| | Laboratory testing program on rocks obtained from the Nova Olinda Formation (IfG, 2014, /32/, Golder Associates, 2015, /27/): |
| | Tests on 8 calcarenite samples7 taken from drill holes (Table 14) under different load regimes. |
Table 14 List of calcarenite samples for laboratory hydrogeological testing conducted by IfG (IfG, 2014, /32/)
|
Hole |
From | To | ||
| [m] | [m] | |||
| PBAT-11-11 |
786.19 | 786.36 | ||
| PBAT-12-18 |
722.10 | 722.25 | ||
| PBAT-12-19 |
699.48 | 699.72 | ||
| PBAT-13-31 |
666.06 | 666.30 | ||
| PBAT-13-32 |
743.59 | 743.74 | ||
| PBAT-13-32 |
745.28 | 745.50 |
| 7 | The calcarenite samples had a diameter of around 6 cm and were enveloped in several layers of plastic foil to prevent humidity access. |
58
|
Hole |
From | To | ||
| [m] | [m] | |||
| PBAT-14-38 |
1,106.40 | 1,106.69 | ||
| PBAT-14-40 |
714.45 | 714.67 |
| | Hydrochemical characterization of groundwater samples from the Alter do Chão Formation, Andira Formation and Nova Olinda Formation, obtained from hole PBAT-15-43 (Golder Associates, 2016, /29/). |
| | In situ hydrogeological testing in hole PBAT-15-43 (Golder Associates, 2016, /28/, SRK, 2016, /50/; 2016, /51/): |
| | 8 tests (Phase 2 test work (SRK, 2016, /50/) in interval 441.2-812.0 m (Andíra Formation and section of the Nova Olinda Formation above Marker beds (Marco) 10 and 10A) to derive the horizontal hydraulic conductivity; |
| | groundwater sampling in intervals 178.6-217.3 m, 272.9-304.8 m, 316.0-348.7 m and 360.6-393.0 m. |
| | In situ hydrogeological testing in hole PBAT-15-43A (Golder Associates, 2016, /28/, SRK, 2016, /50/; 2016, /51/): |
| | 16 tests (Phase 1 test work (SRK, 2016, /50/) in interval 19.0-393.0 m (Alder do Chão Formation) to derive the horizontal hydraulic conductivity; |
| | Grain size analyses; |
| | Water content measurements in interval 36.45-36.69 m (laterite within the Alter do Chão Formation) and 99.19-99.44 m (Alter do Chão Formation). |
The results of the test work is presented as follows.
Due to various technical problems the packer tests in hole PBAT-14-38 could not be conducted. Instead, a slug and constant rate injection tests were carried out. For the rock section between 650.0 and 730.5 m (section above the Marker Bed (Marco) 10B) the derived transmissivity is calculated with 2·10-6 m2·s-1, the corresponding bulk hydraulic conductivity with 3·10-8 m s-1 (Golder Associates, 2015, /27/).
None of the tests attempted in hole PBAT-14-40-B yielded analyzable data due to various technical problems (Golder Associates, 2015, /27/).
The transmissivity in hole PBAT-14-42 between 450.0 and 508.0 m is calculated with 1·10-6 m2·s-1, the corresponding bulk hydraulic conductivity with 2·10-8 m s-1. For the other two test intervals calculations were not possible due to equipment malfunction (Golder Associates, 2015, /27/).
Hydrostatic conditions were not achieved during any of the in situ test phases in the above mentioned drill holes due to the tight test schedule. Definite conclusions of hydraulic heads corresponding to the tested intervals could not be made (Golder Associates, 2015, /27/).
Six out of eight calcarenite samples were usable for test work. The remaining two samples already showed fractures before commencement of test work. Five out of the six samples were assumed to be disturbed. Hence, only for one tested sample (Sample 1 of hole PBAT-12-19), assumed to be not disturbed, the hydraulic conductivity is given ranging between 2.45·10-12 m s-1 and 4.45·10-12 m s-1 (Golder Associates, 2015, /27/), meaning a very low hydraulic conductivity.
Due to low hydraulic conductivity of the rocks of the Andira Formation and Nova Olinda Formation in hole PBAT-15-43 no groundwater samples were obtained from both formations. Instead, only such samples from rocks of the Alter do Chão Formation were obtained with a packer system and a submersible pump (Phase 1 test work (SRK, 2016, /50/).
Hydrogeological test work in drill hole PBAT-15-43 and PBAT-15-43A as well as on sampled material obtained from these holes showed the following (SRK, 2016, /50/, WorleyParsons, 2016, /57/):
| | Alter do Chão Formation: |
| | Hydrogeological in situ tests (Phase 1) in sections shown in Table 15; |
Table 15 Phase 1 hydrogeological test results in hole PBAT-15-43A (SRK, 2016, /50/)
| Test |
Depth | Horizontal Hydraulic Conductivity (Fresh- water) |
Classification | |||||
| from [m] | to [m] | [m·s-1] | ||||||
| Packer (CH) |
19.0 | 393.0 | 4.5·10-6 |
moderate conductive |
||||
| Packer (CH, CI, CIR,CD, CDR) |
360.6 | 393.0 | 1.7·10-5 |
moderate conductive |
||||
| Packer (CH, CI) |
316.6 | 393.0 | 9.5·10-6 |
moderate conductive |
59
|
Test |
Depth | Horizontal Hydraulic Conductivity (Fresh- water) |
Classification | |||||
| from [m] | to [m] | [m·s-1] | ||||||
| Packer (CH, CI, CIR) |
272.9 | 393.0 | 7.3·10-6 | moderate conductive |
||||
| Packer (test failed) |
229.2 | 393.0 | - | - | ||||
| Packer (test failed) |
19.0 | 393.0 | - | - | ||||
| Packer (CH, CI) |
178.6 | 393.0 | 6.5·10-6 | moderate conductive |
||||
| Packer (CH, CI) |
127.0 | 393.0 | 6.1·10-6 | moderate conductive |
||||
| Packer (CH, CI, CIR) |
22.5 | 64.6 | 1.5·10-6 | moderate conductive |
||||
| Packer (CD, CDR, CI, CIR) |
76.4 | 115.0 | 4.3·10-7 | moderate conductive |
||||
| Packer (FH, CH) |
127.0 | 166.8 | 1.9·10-6 | moderate conductive |
||||
| Packer (CD, CDR, CH) |
178.6 | 217.3 | 7.4·10-6 | moderate conductive |
||||
| Packer (CH) |
19.0 | 393.0 | 4.6·10-6 | moderate conductive |
||||
| Packer (CH, CI) |
229.2 | 261.0 | 4.5·10-6 | moderate conductive |
||||
| Packer (CD, CDR, CI, CH, CIR) |
272.9 | 304.8 | 7.9·10-6 | moderate conductive |
||||
| Packer (CI, CH) |
316.6 | 348.7 | 1.3·10-5 | moderate conductive |
| | Overall increasing horizontal hydraulic conductivity with increasing depth consistent with increasing grain size; |
| | Grain size analyses: ratio of horizontal to vertical hydraulic conductivity of 100 to 1,000; vertical features likes fractures might, however, reduce this ratio; |
| | Specific storage was based on published literature with a value ranging between 1·10-4 and 1·10-3 m-1; |
| | Water content measurements indicated a water content of 30.4% (11.82-11.97 m) within the topmost part, of 16.4% within the laterite section (36.45-36.69 m), and of 21.9% (99.19-99.44 m) as well as of 18.5% (383.00-383.30 m) below; hydraulic conductivity estimates, based on particle size analyses of samples obtained from these four intervals gave values between 3.0·10-4 (383.00-383.30 m) and 8.0·10-12 m·s-1 (11.82-11.97 m); |
| | Groundwater composition (Table 16). |
Table 16 Main parameter values of groundwater sampled in hole PBAT-15-43A (SRK, 2016, /50/)
|
Sample ID |
058-16 | 060-16 | 061-16 | 032-16 | ||||
| Sample depth [m] |
178.6217.3 | 272.9304.8 | 316.6348.7 | 360.6393.0 | ||||
| Temperature [°C] |
31.5 | 31.6 | 32.3 | 32.7 | ||||
| pH |
7.02 | 7.22 | 6.5 | 7.26 | ||||
| EC [µS/cm] |
1,154 | 638 | 677 | 1,455 | ||||
| Eh [mV] |
-155 | -87 | -133 | -145 | ||||
| Diss. O2 [mg/] |
0.1 | 1.2 | 1.1 | 0.1 | ||||
| TDS [µg/l] |
49,400 | 28,700 | 237,000 | 931,000 | ||||
| Calcium [µg/l] |
79,100 | 42,100 | 45,700 | 149,000 | ||||
| Magnesium [µg/l] |
12,600 | 7,740 | 6,040 | 22,100 | ||||
| Potassium [µg/l] |
17,000 | 18,200 | 16,800 | 20,800 | ||||
| Total sodium [µg/l] |
46,300 | 23,700 | 22,500 | 92,300 | ||||
| Chloride [µg/l] |
150,550 | 148,900 | 50,730 | 399,380 |
60
|
Sample ID |
058-16 | 060-16 | 061-16 | 032-16 | ||||
| Sulphate [µg/l] |
73,580 | 59,050 | 77,220 | 98,690 | ||||
| Groundwater type |
chlorinated-calcic | mixed calcic | mixed calcic | chlorinated-calcic |
| | Elevated chloride concentrations are attributed to using the PQ rods for packer tests before using them for sampling; |
| | Andirá Formation and Nova Olinda Formation: |
| | Hydrogeological in situ tests (Phase 2) in sections in Table 17; |
Table 17 Phase 2 hydrogeological test results in hole PBAT-15-43 (SRK, 2016, /50/)
|
Test |
Depth | Horizontal Hy- draulic Conductiv- ity (Freshwater) |
Classification | |||||
| from [m] | to [m] | [m·s-1] | ||||||
| Packer (FH) |
441.2 |
812.0 |
9.9·10-10 |
Very low conductive |
||||
| Packer (CH) |
441.2 |
812.0 |
9.8·10-10 |
Very low conductive |
||||
| Packer (CH) |
761.2 |
812.0 |
5.7·10-9 |
Low conductive |
||||
| Packer (CH) |
711.2 |
812.0 |
4.0·10-9 |
Low conductive |
||||
| Packer (CH) |
641.2 |
812.0 |
1.0·10-9 |
Low conductive |
||||
| Packer (CH) |
566.2 |
812.0 |
1.5·10-9 |
Low conductive |
||||
| Packer (CH) |
511.2 |
812.0 |
1.1·10-9 |
Low conductive |
||||
| Packer (CH) |
511.2 |
796.0 |
2.2·10-11 |
Very low conductive |
||||
| Packer (RH) |
441.2 |
812.0 |
8.8·10-9 |
Low conductive |
| | No hydrogeological test work conducted below 812.0 m to the end depth of 950.25 m of hole PBAT-15-43; |
| | Vertical hydraulic conductivity is assumed to be one or two orders of magnitude lower than horizontal hydraulic conductivity; |
| | Specific storage value estimated between 10-7 and 10-4 m-1; |
| | Effective porosity value estimated at about 5%; |
| | No groundwater basic parameters determined due to low hydraulic conductivity; |
| | Hydraulic head measurements on groundwater suggested potential for an upward gradient between the upper Alter do Chão Formation sandstone and the overlying laterite, and a downwards gradient within the middle and lower sections of the Alter do Chão Formation; uncertainty regarding these statements is high due to low accuracy of water level measurements during active drilling/testing; |
| | No reliable piezometric head values obtained in rocks of the Andirá Formation and Nova Olinda Formation due to their low hydraulic conductivity; hence, there are no statements possible about hydraulic gradients; |
| | Based on expected recharge of 55% of the water budget surplus in the project area an average annual recharge of about 585 mm/a is expected; |
| | The laterite section of the Alter do Chao Formation is expected to be recharged both from surface and laterally from the Madeira River and Soares Lake during the wet season, and behaves somewhat independently from the flow regime of the deeper sections of the Alter do Chão Formation; |
| | The average deep hydraulic flow gradient is estimated at about 0.001%. |
61
| 8 | Sample Preparation, Analyses, and Security |
Information about analytical results of chemical and mineralogical assays conducted on rock samples obtained from exploration drilling (see Chapter 7) were provided by BPC and verified by ERCOSPLANs QP for ERCOSPLANs report of 2015 (ERCOSPLAN, 2015, /18/). However, ERCOSPLAN was not responsible for the corresponding sample preparation and execution of the assays, but the laboratories engaged by BPC and subcontracted by ERCOSPLAN, respectively. As no further chemical and mineralogical test work was conducted since the provision of ERCOSPLANs report (ERCOSPLAN, 2015, /18/) to BPC, the statements in the mentioned report are still valid for the present report.
With regards to the samples for chemical and mineralogical assaying the following sections of this chapter describe the sample preparation procedure (Section 8.2), how sample analyses have been carried out (Section 8.3) and security measures that have been taken (Section 8.4).
Information about quality control and quality assurance measures are presented in Chapter 9.
| 8.1 | Introduction |
In the opinion of ERCOSPLANs QP the subsequently presented sample preparation and analytical methods are commonly used in the potash industry and allow to obtain a representative chemical and mineralogical composition of the deposit at each sampling location to, further, justify the incorporation of this information into the mineral resource and mineral reserve estimate.
| 8.2 | Sample Preparation |
BPC has utilized the Saskatchewan Research Councils (SRC) potash inductively coupled plasma (ICP) analysis package, which is designed for the multi-element analysis of potash samples. SRCs geoanalytical laboratories have been certified by the Standards Council of Canada (SCC) to conform to the requirements of ISO/IEC 17025:2005 (CAN-P-4E).
Rock samples were jaw crushed to 60% @ -2 mm and a 100 g sub-sample was split from the sample using a riffler and transferred to a vial. The sub-sample was pulverized to 90% @ -106 microns using a puck and ring grinding mill. The grinding mills were cleaned between groups using Quintus quartz. The pulp was then transferred to a labelled plastic snap top vial.
An aliquot of pulp was placed in a test tube with 15 ml of 30°C distilled water. The sample was shaken. The soluble solution was then analyzed using inductively coupled plasma optical emission spectrometry (ICP-OES). This method is suitable for the soluble analysis of potash samples. The analysis is not suitable for the determination of insoluble salt minerals that may be present (e.g. Anhydrite, Kieserite). The solution was then analyzed using inductively coupled plasma mass spectrometry (ICP-MS).
With respect to the mineralogical test work, the samples from drill holes PBAT-13-33 and PBAT-13-34 have been analyzed by K-UTEC AG Salt Technologies, a German laboratory, which is certified according to DIN EN ISO/IEC 17025 by the Deutsche Akkreditierungssystem Prüfwesen GmbH. The samples were first crushed with a hammer or a hammer mill to a grain size of smaller than 1 cm. An aliquot of the sample (about one third) was then milled to a grain size of smaller than 5 mm and again homogenized. About 100 g of the sample was then milled to the required analysis grain size by a disk-swing-mill with a milling time of 120 s. After that, an aliquot of about 3 g of the sample was manually milled with an agate mortar for the XRD analysis. After preparation, the milled samples were put in closed vessels. For the chemical analyses, an aliquot of 5 g was filled with 500 ml of distilled water and the single parameters were determined by flame emission spectrometry, atomic emission spectrometry and ion chromatography.
| 8.3 | Sample Analyses |
Prepared samples were analyzed for cations (K+, Na+, Mg2+, Ca2+) and anions (Cl-, SO42- and Br-) using mass spectrometry (MS), plus insoluble material.
Furthermore, at SRC and the German laboratory, the mineralogy of some samples has been determined using X-ray powder diffraction (XRD) from drill hole PBAT-12-15, onwards. XRD is an analytical technique used to identify and characterize unknown crystalline materials. Monochromatic X-rays are used to determine the interplanar spacings of the unknown materials. Samples are analyzed as powders with grains in random orientations to ensure that all crystallographic directions are sampled by the X-ray beam. When the Bragg conditions for constructive interference are obtained, a reflection is produced. The relative position of these reflections provides information about the materials in the sample. The analysis is qualitative only, as there has been no calibration to determine the relative amounts of each salt mineral in the sample. In normal operation mode, minerals which occur with <3 volume % in the sample cannot be unequivocally identified (SRC, 2010, /48/).
| 8.4 | Security |
Core sampling was supervised by BPC. After sampling, the remaining cores were packed with foil and sealed in plastic poly-tubing and the core boxes were secured in an air-conditioned core storage in the city of Autazes. The double-bagged samples were also stored at the base camp until they were carefully packed into boxes and shipped via parcel service to SRC in Saskatoon and the German laboratory, respectively.
62
| 9 | Data Verification |
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1305 (SEC, 2022, /46/) it is required to describe the internal controls that the registrant8 uses in its exploration and mineral resource and reserve estimation efforts. This disclosure should include quality control and quality assurance (QC/QA) programs, verification of analytical procedures, and a discussion of comprehensive risk inherent in the estimation.
The data verification measures, which were in the responsibility of ERCOSPLANs QP, are described in this Chapter. The source of this data is explained in Chapter 8.
This chapter only relates to samples for chemical and mineralogical assaying.
For the QA/QC program three types of control samples were included, which are defined below:
| a) | Blank samples consist mainly of Halite (fine blank) or insoluble material (coarse blank) to ascertain that the laboratory equipment has no bias to values of the important components that are too high (compare Section 9.1); |
| b) | Standard samples mainly consist of Halite and have a low or medium content of Sylvite (compare Section 9.2). These samples are used to check the reliability of sample analysis; |
| c) | Cross-check samples are equivalents of the pulp duplicates sent to SRC/German laboratory and cross-check samples are sent to an external certified and reputed laboratory (secondary laboratory) (compare Section 9.3). These samples are used to check the accuracy of the laboratory. |
| 9.1 | Blank Samples |
About every tenth sample sent to the SRC laboratory was a blank sample. The following blank types have been used:
| | Fine blank number of samples: 559, average NaCl grade: 99.5%; |
| | Coarse blank number of samples: 55, average SiO2 grade: 98.8%. |
In total, 110 blank samples have been analyzed. An overview of the results of the blank sample analyses is shown in Figure 21. The complete results of the blank sample analyses are shown in APPENDIX 13.
The examination of the blank samples shows the following results:
| | Fine blanks |
| NaCl |
average NaCl grade: |
99.54% | ||||||
| average deviation from the average grade: |
0.43% | |||||||
| standard deviation: |
0.54 |
| | Coarse blanks |
| Insolubles |
average insoluble content (SiO2): |
98.79% | ||||||
| average deviation from the average content: |
0.29% | |||||||
| standard deviation: |
0.41 |
Generally, it can be stated that the results do not indicate any peculiarities.
| 8 | According to the Code of Federal Regulations Title 17, Chapter II, Part 232, §232.11 the term registrant means an issuer of securities for which a Securities Act registration statement is required to be filed and/or an issuer of securities with respect to which an Exchange Act registration statement or report is required to be filed and/or an investment company required to file an Investment Company Act registration statement or report. |
| 9 | Sample Number 154159 described as a fine blank has a different composition (45.6% KCl, 32.4% NaCl, 14.6% CaSO4) and was deleted from the dataset |
63
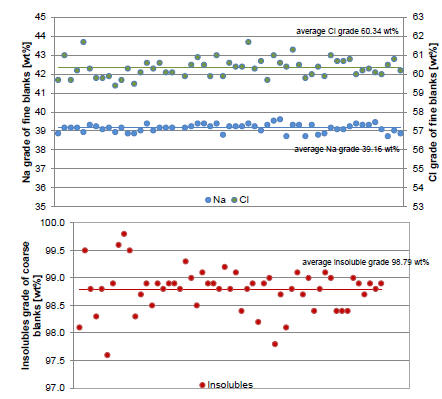
Figure 21 Selected results of the SRC blank sample analyses (line = mean value)
| 9.2 | Standard Samples |
About every tenth sample sent to the SRC laboratory was a standard sample. The following standard types have been used:
| | Low grade standard number of samples: 60, average KCl grade: 11.5%, average NaCl grade: 83.8%, average CaSO4 grade: 3.7%, average insoluble content: 1.2%; |
| | Medium grade standard number of samples: 55, average KCl grade: 31.9%, average NaCl grade: 63.2%, average CaSO4 grade: 3.7%, average insoluble content: 1.2%; |
In total, 115 standard samples have been analyzed. An overview of the results of the standard sample analyses is shown in Figure 22 and Figure 23. The complete results of the standard sample analyses are shown in APPENDIX 13.
The examination of the standards samples shows the following results:
| | Low grade standard |
| KCl |
average KCl grade | 11.48% | ||||||
| average deviation from the average grade | 0.30% | |||||||
| standard deviation | 0.41 | |||||||
| NaCl |
average NaCl grade | 83.77% | ||||||
| average deviation from the average grade | 0.45% | |||||||
| standard deviation | 0.61 | |||||||
| CaSO4 |
average CaSO4 grade | 3.72% | ||||||
| average deviation from the average grade | 0.08% | |||||||
| standard deviation | 0.12 |
64
| Insolubles | average insoluble content | 1.15% | ||||||
| average deviation from the average content | 0.11% | |||||||
| standard deviation | 0.13 |
| | Medium grade standard |
| KCl |
average KCl grade | 31.90% | ||||||
| average deviation from the average grade | 0.40% | |||||||
| standard deviation | 0.53 | |||||||
| NaCl |
average NaCl grade | 63.19% | ||||||
| average deviation from the average grade | 0.52% | |||||||
| standard deviation | 0.73 | |||||||
| CaSO4 |
average CaSO4 grade | 3.73% | ||||||
| average deviation from the average grade | 0.09% | |||||||
| standard deviation | 0.13 | |||||||
| Insolubles |
average insoluble content | 1.18% | ||||||
| average deviation from the average content | 0.12% | |||||||
| standard deviation | 0.16 |
Generally, it can be stated that the results do not indicate any peculiarities.
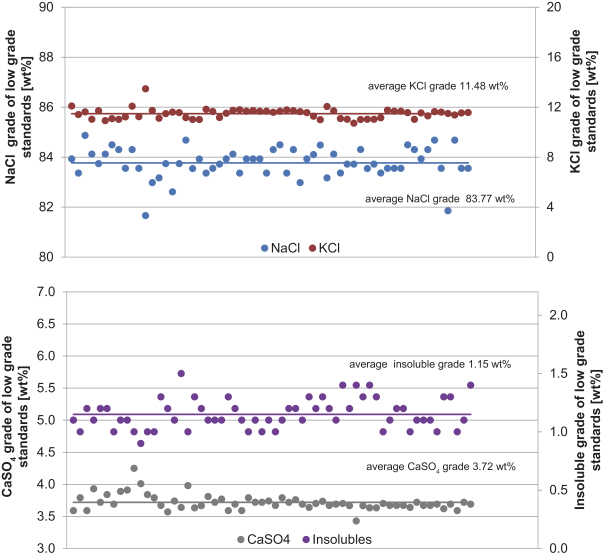
Figure 22 Results of the SRC low grade standard analyses (line = mean value)
65
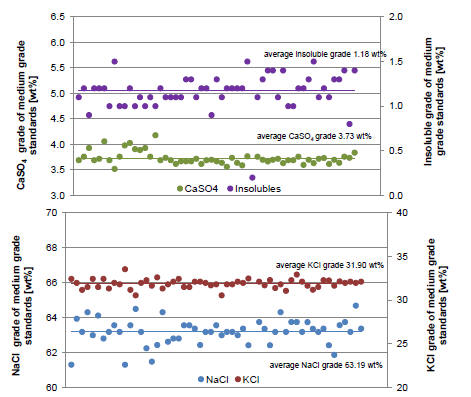
Figure 23 Results of the medium grade standard analyses (line = mean value)
| 9.3 | Cross-Check Samples |
In total, 129 cross-check samples have been taken for internal duplicate analyses by SRC and for independent analyses.
70 cross-check samples were sent to SRC. The results for these samples are shown in APPENDIX 13. A comparison between the results of the first and second analyses mostly shows sufficient correlation between both analyses.
Furthermore, 52 cross-check samples have been taken and were sent for analysis to K-UTEC AG Salt Technologies, a laboratory in Germany, which is specialized in mineral salt analyses. This laboratory, which has been subcontracted by ERCOSPLAN, has extensive experience in the analysis of polymineralic and sulphatic evaporite rocks as well as brine samples, and is certified according to DIN EN ISO/IEC 17025 by the Deutsche Akkreditierungssystem Prüfwesen GmbH (DAR).
In order to perform a quality check on the German laboratory, an additional seven cross-check samples were included in a batch of samples that have been analyzed for the mineralogical test work (refer to APPENDIX 13). The chemical composition of those seven samples had already been analyzed by the German laboratory together with another sample batch. Earlier and recent repetition results of those samples correlate well. Furthermore, seven cross-check samples have been taken from the mineralogical test work batch and have been included for re-analyses.
The following parameters were determined at the laboratory:
K+, DIN ISO 9964-3 1996-08 (flame emission spectrometry)
Na+, DIN ISO 9964-3 1996-08 (flame emission spectrometry)
Mg2+, DIN 38406-E3 2003-03 (atomic absorption spectroscopy)
Ca2+, DIN 38406-E3 2003-03 (atomic absorption spectroscopy)
Cl-, DIN 38405-D 1-2 1985-12 (ion chromatography)
SO42-, DIN 38405-D 1-2 1985-01 (ion chromatography)
Insoluble content
H2O content.
66
Furthermore, the mineralogical composition was investigated using XRD analyses.
The results for the independent cross-check samples are shown in APPENDIX 13.
The parameters provide the main components for evaporite rocks and the re-calculated mineralogy as described in Section 9.4 should add up to a total of close to 100%, as all analyses did in this case. All analyses were checked using the ionic balance method and none had to be discarded.
The examination of the results shown in Figure 24 suggests that there is sufficient correlation between the analyses carried out by both laboratories with regard to the K+, Na+ and the Cl- content of the samples. Distinctive discrepancies occur with regard to the Ca2+, SO42- and insoluble content, which may result from different sample preparation procedures.
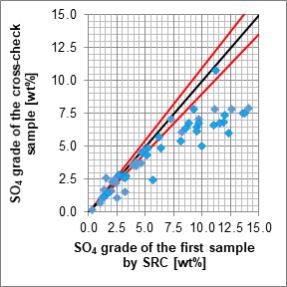
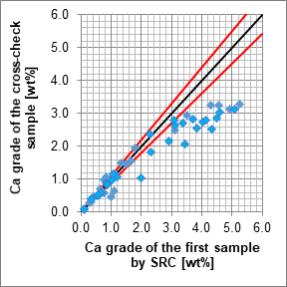
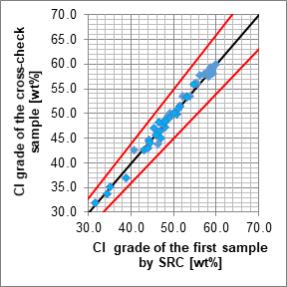
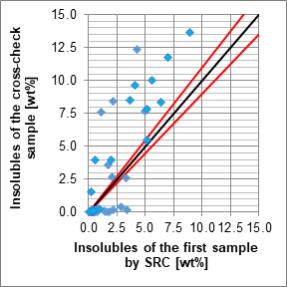
| Figure 24 | Correlation of the assaying results of the SRC and the independent laboratories for anions and cations. Central black line is 1:1 correlation, red lines represent 10% discrepancy (batches: 1st dark blue, 2nd light blue) |
| 9.4 | Consistency Check |
After receiving the analyses, the charge balance between positive ions (Mg2+, Ca2+, Na+, K+) and negative ions (Cl-, SO42-) is determined for each analysis. If the absolute difference 2*(cations anions)/ (cations+anions) * 100% is larger than 5.0%, the analysis is classified as an outlier and should be considered suspect. The results of the consistency check are presented in APPENDIX 14. All samples fulfill the requirement for the exactness of the charge balance.
With the chemical analysis, the mineralogical composition of a sample was calculated after recalculating the elements from weight% to mol and combining them to obtain the basic salt compounds:
Combine cations and anions to simple salts according to the following scheme:
| a) | All Ca is CaSO4, the remaining sulphate is equal to the difference between CaSO4 and SO4; |
67
| b) | The remaining sulphate is combined with Mg to MgSO4. The difference between MgSO4 and the remaining sulphate is the sulphate figure for c). If Mg is not available, skip b) and proceed directly to c). If Mg > SO4, the remaining Mg will be used for g); |
| c) | The remaining sulphate from b) is combined with K to K2SO4; |
| d) | If there is sulphate available after c), the remaining sulphate is combined with Na to Na2SO4; |
| e) | The remaining Na from d) is combined with chloride to NaCl; |
| f) | The remaining K from c) is combined with chloride to KCl; |
| g) | The remaining Mg from b) is combined with chloride to MgCl2. |
The results are shown in APPENDIX 15. A small part of the total K content is bound as K2SO4. The XRD analyses confirm this, whereby the K2SO4 is bound in the minerals Polyhalite, Langbeinite and secondarily in Kainite. For the determination of the average KCl grade of the sample, the K content bound in the K2SO4 should be subtracted from the total K content. The KCl grades in Table 11 already take this correction into consideration.
For the mineral resource estimate, the following additional assumptions were made for the estimation of the Sylvite content (APPENDIX 15):
| a) | All NaCl is Halite; |
| b) | KCl is Sylvite; |
| c) | SO42- with Ca, Mg or K is combined to Anhydrite, Kieserite and Polyhalite. |
| 9.5 | Conclusion |
As a result of the QA/QC program, the ERCOSPLANs QP concludes that:
| | For the main components such as K+ and Cl-, no grade corrections in the data from the chemical assaying were required; |
| | The discrepancies for Ca2+, SO42- and insoluble content do not affect the mineral resource and reserve estimate. Adding up these contents shows the same results (compare Table 24, Table 25 and Figure 24). Therefore, they influence neither the tonnage of mineralized material nor the KCl tonnage; |
| | Furthermore, the above-mentioned discrepancies do not affect the proposed processing options (compare Chapter 14), as it does not matter whether the residue consists of sulphates or insolubles. |
It is the opinion of ERCOSPLANs QP that the chemical assaying data are adequate for the purposes of this Report. In summary, the QA/QC measures of the exploration results were carried out according to international standards and also document the reliability of the submitted exploration results.
68
| 10 | Mineral Processing and Metallurgical Testing |
This chapter encompasses information about the processing test works such as flotation, hot leaching and NaCl test works and the rock mechanical test works performed for the project.
ERCOSPLAN developed the mineral processing and metallurgical testing for ERCOSPLANs report of 2015 (ERCOSPLAN, 2015, /18/). This information is still valid for the present report.
| 10.1 | Processing Test Work |
Three types of processing test work were carried out on material taken from the Autazes potash deposit: flotation test work, hot leaching/crystallization test work and test work for production of potential NaCl by-product. The test work and results are summarized briefly in the following sections.
| 10.1.1 | Flotation Test Work |
| 10.1.1.1 | Initial Flotation Test Work |
In principle, there are two main options to process sylvinite potash material into a MOP product. These options are flotation and hot leaching/crystallization. For completion of the Preliminary Economic Assessment (PEA) (ERCOSPLAN, 2014, /16/), floatability on material obtained during BPCs exploration drilling program was tested by pilot-scale flotation test work. The test work program included:
| | Chemical, physical and mineralogical characterization of the mineralized material; |
| | Determination of crystal intergrowth; |
| | Determination of the grain size for optimal flotation results; |
| | Determination of the optimal flotation sequence; |
| | Determination of the flotation reagent regime |
and
| | Temperature dependency of the flotation process. |
The QP confirms that these flotation test work has been carried out with samples which are representative to sufficient extent of the various types and styles of mineralization and the mineral deposit as a whole. The test work was executed under direction of ERCOSPLAN in suitable laboratory facilities (Germany). ERCOSPLAN is certified after DIN EN ISO 9001 and the laboratory for analyzing all salt and salt brine samples is certified after DIN EN ISO/IEC 17025 by the Deutsche Akkreditierungsstelle (DAkkS). All parties participating on execution of the tests are independent to the project owner beside the contracts for carrying out the test work and Technical Report. To the QPs opinion the data collected in the test work are adequate for the purposes used in the Technical Report summary.
A detailed description of the processing test work that has been carried out on sylvinite samples from the Autazes potash deposit is given in the Technical Report (ERCOSPLAN, 2015, /18/). The results of the flotation test work program can be summarized as follows:
| | After flotation of the delivered potash material, with or without slime flotation prior to sylvite flotation, the results (recovery of KCl, losses of KCl in slime) were not satisfactory; |
| | In the flotation tests (feed material <0.5 mm) with slime flotation, the concentrate after sylvite flotation has a high KCl content of 82%. The KCl losses in the tailings are low (KCl content <1%), but the KCl losses in the slime are unexpectedly high (between 18.8%-19.75% KCl in slime and 24.3% to 29.5% recovery of KCl in the slime respectively). This behavior is mainly induced by the intergrowth of the fine Anhydrite with the Sylvite; |
| | Without sulphate/slime flotation, low KCl contents are obtained, but there is a higher KCl recovery (80%-85%) in the sylvite flotation concentrate. Unfortunately, high anhydrite/insoluble material contents (16.4%-7.4%) are also observed in the sylvite flotation concentrate; therefore, both options, with or without sulphate/slime flotation, do not lead to the envisaged MOP product; |
| | The best flotation feed grain size was determined to be <0.5 mm; |
| | The change of flotation reagents and amounts of flotation reagents does not appear to have any advantages for both cases; therefore, sylvite flotation with the addition of a depressant was tested; |
| | Flotation with a depressant opens up the possibility of obtaining an acceptable KCl content and higher KCl recovery in the concentrate or intermediate product, which could be purified to a product with the required quality of 95% KCl. Concentrate 1 and Tailings 1, after the first sylvite flotation step (rougher flotation), with a depressant, have to be floated again in the same manner (cleaner and scavenger flotation). It is expected that Concentrate 2 (concentrate from cleaner flotation), after purification flotation, will not have the required final quality; therefore, Concentrate 2 must be cold leached with water or NaCl-unsaturated brine to possibly obtain a marketable fertilizer product; |
| | The flotation of Tailings 1 in the scavenger flotation resulted in tailings (Tailings 2) with a low KCl content; |
69
| | The flotation of Concentrate 1, via the cleaner flotation, provides a concentrate with only 66.7% KCl and a high anhydrite/insoluble material content of 18.1%. Even with a subsequent cold leaching of this cleaner flotation concentrate, it was not possible to achieve a product quality of 95% KCl. |
The leached concentrate has the following composition:
| KCl |
75.95% | |||
| NaCl |
2.16% | |||
| MgSO4 |
0.66% | |||
| H2O total |
0.56% | |||
| CaSO4 |
6.25% | |||
| H2O insoluble |
13.45% | |||
| CaSO4 + H2O insoluble |
19.70%. |
The flotation tests, with or without sulphate/slime flotation, and with a depressant, including cleaner flotation, scavenger flotation and cold leaching, did not achieve satisfying results in terms of the KCl content of the product, recovery of masses and KCl recovery. With all these flotation options, it was not possible to process the delivered potash material to an MOP (KCl 95) product with an acceptable KCl recovery rate; therefore, flotation is not the preferred option for processing this potash material to an MOP product; hot leaching/crystallization, as alternative method of processing, has been chosen.
10.1.1.2 Additional Flotation Test Work
Beside ERCOPSLANs flotation tests another short flotation test was done by SRC, Saskatoon, Canada (SRC, 2015, /49/) with 2 kg sample material at similar composition as in ERCOSPLANs test. In a limited description of execution of the tests SRC obtained KCl flotation concentrate with 91%-92%. However, achievement of the purity of envisaged MOP product could not be proven, too, due to still significant amounts of insoluble material in the flotation concentrate. Furthermore a good recovery of KCl to the final product was also not proven so that as a result these tests are not considered as a potential basis for process design.
10.1.2 Hot Leaching/Crystallization Test Work
In 2015, a test work program on the processing of the raw material to obtain a MOP product via hot leaching/crystallization was performed by ERCOSPLAN for the Autazes Potash Project in order to confirm the reliability of this process option for the potash material taken from the Autazes potash deposit. This program included:
| | Crushing of the material to <4 mm; |
| | Complete characterization of the potash material used for the test work; |
| | Leaching of the potash material with an appropriate leaching brine at about 90°C; |
| | Experiments for clarifying the obtained hot KCl-rich brine; |
| | KCl crystallization from the hot brine; and |
| | Chemical analyses of the leaching residues, the crystallized KCl material as well as the used process brines. |
The QP confirms that these hot leaching test work has been carried out with samples which are representative to sufficient extent of the various types and styles of mineralization and the mineral deposit as a whole. The test work was executed under direction of ERCOSPLAN in suitable laboratory facilities (Germany). ERCOSPLAN is certified after DIN EN ISO 9001 and the laboratory for analyzing all salt and salt brine samples is certified after DIN EN ISO/IEC 17025 by the Deutsche Akkreditierungsstelle (DAkkS). All parties participating on execution of the tests are independent to the project owner beside the contracts for carrying out the test work and Technical Report. To the QPs opinion the data collected in the test work are adequate for the purposes used in the Technical Report summary.
A detailed description of the hot leaching/crystallization test work that has been carried out on sylvinite drill core samples of the Autazes potash deposit is given in the Hot Leaching/Cooling Crystallization Test Work Report prepared by ERCOSPLAN (ERCOSPLAN, 2015, /17/) and submitted to BPC on June 26, 2015. The results of the test work program can be summarized as follows:
70
| | The chemical and mineralogical analyses of the potash material used for the test work showed that the present potash material is best described as anhydritic hard salt, which consists of significant amounts of Anhydrite and Halite. Most of the KCl is present as Sylvite but along with the MgSO4, a minor portion of KCl is present as kainite. The chemical composition of the material is given below: |
| KCl |
26.06% | |||
| NaCl |
52.67% | |||
| MgCl2 |
0.30% | |||
| MgSO4 |
1.78% | |||
| CaSO4 |
7.83% | |||
| H2O insoluble |
9.86% | |||
| H2O |
1.33%. |
| | The potash material can be leached out by hot leaching brine (heated mother liquor) with an appropriate composition. Thereupon, an almost KCl- and NaCl-saturated hot brine with some leaching residues, which mainly consist of NaCl, Anhydrite and insolubles, is obtained; |
| | The KCl content of the hot brine is higher than it is in the cold mother liquor, as expected. On the contrary, more NaCl is dissolved in the cold mother liquor than in the hot brine after leaching, indicating the crystallization of only a small amount of NaCl during the hot leaching process; |
| | The hot brine is still accompanied by fine solid material (fine leaching residues), which have almost the same chemical constitution as the coarse tailings. This fine material can be separated off by a clarifying process by using flocculation reagents; |
| | Upon cooling the hot brine, wet solid material with approximately 93.4% KCl content is then dried to meet the required specification of at least 95% KCl content. The KCl grade of the product can be further improved up to over 99% by washing it with brine of an appropriate composition. The wet KCl material has a composition as shown in Table 18. |
Table 18 Composition of wet KCl product
| Component | Without Washing | With Washing | ||
| KCl |
93.43% | 99.44% | ||
|
NaCl |
3.84% | 0.51% | ||
|
MgCl2 |
0.17% | 0.00% | ||
|
MgSO4 |
0.00% | 0.06% | ||
|
CaSO4 |
1.50% | 0.07% | ||
|
H2O insoluble |
0.04% | 0.04% | ||
| H2O |
1.62% | 0.35% |
| | Several hot leaching experiments were run with a defined amount of potash material and mother liquor. The mother liquor, obtained after KCl crystallization from one experiment was heated again to about 90°C and re-used as leaching brine for the next experiment. The chemical analyses of the brines before and after the leaching experiments revealed that the MgSO4 content successively increased from run to run (from 0 g/l up to 20 g/l within four runs). The complete development of the brine from cycle to cycle is presented in Table 19. |
Table 19 Development of brine from cycle to cycle
|
Component |
Cycle | |||||||
| 1 | 2 | 3 | 4 | |||||
|
Hot Leaching Brine |
||||||||
|
KCl |
201.0 g/l | 206.0 g/l | 205.0 g/l | 207.0 g/l | ||||
71
|
Component |
Cycle | |||||||
| 1 | 2 | 3 | 4 | |||||
| NaCl |
244.0 g/l | 240.0 g/l | 239.0 g/l | 235.0 g/l | ||||
|
MgCl2 |
- | - | 0.76 g/l | 1.93 g/l | ||||
|
MgSO4 |
7.16 g/l | 12.50 g/l | 17.10 g/l | 20.40 g/l | ||||
|
CaSO4 |
1.43 g/l | 1.84 g/l | 1.50 g/l | 0.82 g/l | ||||
| Na2SO4 |
0.53 g/l | 0.06 g/l | - | - | ||||
| Mother Liquor after KCl Crystallization |
||||||||
| KCl |
122.0 g/l | 123.0 g/l | 124.0 g/l | 122.0 g/l | ||||
| NaCl |
262.0 g/l | 258.0 g/l | 256.0 g/l | 256.0 g/l | ||||
|
MgCl2 |
- | 0.33 g/l | 1.61 g/l | 2.45 g/l | ||||
|
MgSO4 |
7.04 g/l | 13.20 g/l | 17.90 g/l | 21.80 g/l | ||||
|
CaSO4 |
1.91 g/l | 1.36 g/l | 0.61 g/l | 0.68 g/l | ||||
|
Na2SO4 |
0.99 g/l | - | - | - | ||||
| | A comparison of the analyses of the brines from the hot leaching/crystallization cycles with suitable solubility diagrams showed that the brine composition moves towards a supersaturation level in terms of sulphatic salts of more or less low solubility (e.g. Glaserite, Syngenite and Polyhalite) upon MgSO4 accumulation in the brine. When this level is reached by further utilization of the brine for subsequent leaching cycles, different salts of low solubility will begin to precipitate, depending on the CaSO4 content of the brine. This can cause serious problems during potential plant operations and contaminate the final KCl product. |
The MgSO4 of the potash material tested is present as kainite and hence readily soluble. This will lead to the accumulation of MgSO4 in the circulating brine and, consequently, the spontaneous formation of hardly soluble sulphatic double salts will take place at a certain MgSO4 level of the brine. As this spontaneous crystallization can lead to serious process disruptions, a separate agitation step for Glaserite/Syngenite will be included in order to keep the MgSO4 at a reasonable level and to minimize the risk of formation of these double salts within the process brine. This additional process step is deemed to be mandatory when a potash material of the described quality is processed using a hot leaching/crystallization method.
A process concept including flow sheet had been developed by ERCOSPLAN to process the mother liquor bleed stream and produce Glaserite. Implementation of such circuit is optional in later years of the Project (after presently considered production time of 23 years) when materials with increased amounts of soluble magnesium would be processed.
10.1.3 NaCl Processing Test Work
Since the main component of the tailings from hot leaching/crystallization is NaCl, a further lab-scale test work program was conducted in order to investigate the ability for producing a saleable product with 99% NaCl content from these tailings. The objective of this test work was to investigate the possibility of a selective separation of the NaCl from the other components, such as other soluble salts, Anhydrite and clay.
The performed test work program included:
| | Mixing and homogenization of the test work feed material (tailings from the hot leaching/ crystallization tests) and a subsequent characterization via chemical, mineralogical and grain size analyses; |
| | Washing tests of the feed material; |
| | NaCl dissolution tests with cold water and a subsequent brine purification; |
| | NaCl crystallization via brine evaporation; and |
| | Chemical analysis of the resulting NaCl material as well as the brine after evaporation. |
72
The QP confirms that these NaCl process test work has been carried out with feed material which is representative to sufficient extent for the purpose in this report. The test work was executed under direction of ERCOSPLAN in suitable laboratory facilities (Germany). ERCOSPLAN is certified after DIN EN ISO 9001 and the laboratory for analyzing all salt and salt brine samples is certified after DIN EN ISO/IEC 17025 by the Deutsche Akkreditierungsstelle (DAkkS). All parties participating on execution of the tests are independent to the project owner beside the contracts for carrying out the test work and Technical Report. To the QPs opinion the data collected in the test work are adequate for the purposes used in the Technical Report summary.
A detailed description of the NaCl processing test work that has been carried out on the tailings from the hot leaching/crystallization tests is given in the NaCl (Hot Leaching Tailings) Processing Test Work Report prepared by ERCOSPLAN (ERCOSPLAN, 2015, /19/) and submitted to BPC on September 2, 2015. The results of the test work program can be summarized as follows:
| | Since the coarse and fine tailings from the hot leaching test work have almost the same chemical composition and the coarse tailings represent the major part, only the coarse material was used as feed material for the NaCl leaching test work. The tailings were washed with NaCl-saturated brine in order to remove some soluble material. The average chemical composition of the washed feed material is listed below: |
| KCl | 0.56 | % | ||||
|
|
NaCl | 72.96 | % | |||
| MgCl2 | 0.05 | % | ||||
| MgSO4 | 0.00 | % | ||||
| CaSO4 | 8.73 | % | ||||
| H2O insoluble | 15.36 | % | ||||
| H2O | 1.96 | %. |
| | A sieve analysis of the coarse tailings was performed. It was determined that the NaCl content is not significantly increased in any grain size fraction, and that the fine fraction (<0.25mm) is enriched in terms of insolubles (about 75%). The results of the grain size analysis are presented in Table 20. |
Table 20 Grain size analyses of coarse hot leaching tailings
| Sample |
Mixed 0-4 mm |
> 4 mm | 2-4 mm | 1-2 mm | 0.5-1 mm | 0.25-0.5 mm | < 0.25 mm | Average 0-4 mm |
||||||||
| Mass% |
3.79% | 44.31% | 26.44% | 15.12% | 6.49% | 3.84% | 100.00% | |||||||||
|
CaSO4 |
8.50% | 13.08% | 9.60% | 9.13% | 8.06% | 8.71% | 5.83% | 9.17% | ||||||||
|
CaCl2 |
0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | ||||||||
|
MgSO4 |
0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | ||||||||
|
MgCl2 |
0.02% | 0.05% | 0.07% | 0.00% | 0.00% | 0.00% | 0.00% | 0.03% | ||||||||
| KCl |
0.72% | 0.25% | 0.29% | 0.21% | 0.21% | 0.21% | 0.07% | 0.24% | ||||||||
|
K2SO4 |
0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | ||||||||
| NaCl |
77.75% | 56.56% | 67.92% | 74.16% | 71.48% | 67.26% | 13.77% | 67.56% | ||||||||
|
Na2SO4 |
0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | 0.00% | ||||||||
|
H2O total |
0.22% | 0.23% | 0.28% | 0.15% | 2.54% | 0.43% | 0.95% | 0.62% | ||||||||
|
H2O insoluble |
12.47% | 29.20% | 21.11% | 16.39% | 17.32% | 23.66% | 74.61% | 21.81% |
| | The feed material was subjected to a washing test in which it was checked whether fine impurities attached to the surface of the NaCl crystals could be removed by intensive washing in NaCl-saturated brine and what |
73
NaCl quality is achievable using this method. It was determined that the NaCl content can be only slightly increased up to about 75% (CaSO4 content of 22%), which is due to the fact that most of the impurities are enclosed in the NaCl grains. The results of the washing tests are summarized Table 21.
Table 21 Washing test results
| Component | Feed Material (Average) |
Coarse Residues After Washing |
Fine Residues After Washing (Sludge) |
|||
| Mass% |
100.00% | 96.53% | 3.47% | |||
|
CaSO4 |
8.73% | 8.89% | 4.26% | |||
|
CaCl2 |
0.00% | 0.00% | 0.00% | |||
|
MgSO4 |
0.00% | 0.00% | 0.00% | |||
|
MgCl2 |
0.05% | 0.05% | 0.00% | |||
| KCl |
0.56% | 0.58% | 0.09% | |||
|
K2SO4 |
0.00% | 0.00% | 0.00% | |||
| NaCl |
72.96% | 75.04% | 14.92% | |||
|
Na2SO4 |
0.00% | 0.00% | 0.00% | |||
|
H2O total |
1.96% | 1.98% | 1.40% | |||
|
H2O insoluble |
15.36% | 13.16% | 76.68% | |||
|
CaSO4 + H2O insoluble |
24.10% | 22.05% | 80.94% |
| | A leaching test of the coarse tailings from hot leaching was performed using water at ambient temperature. The settling behavior of the solid material was investigated. It turned out that the settling velocity can be enhanced by the addition of a flocculant reagent. The separated brine was chemically analyzed (Table 22). The tailings from NaCl leaching were determined to comprise more than 97% Anhydrite and other insoluble material; |
| | Since the brine still contained some calcium and magnesium, brine purification via addition of lime milk and soda was carried out. Thereupon, the respective ions are removed from the brine as Mg(OH)2 and CaCO3 precipitate. After clarifying, the brine was analyzed. The brine composition is stated in Table 22. |
Table 22 Brine composition before/after brine purification
| Component |
Feed Brine |
Purified Brine |
||
| Density |
1.1378 g/l |
1.1360 g/l |
||
| Temperature |
23.9°C |
25.4°C |
||
| KCl |
2.17 g/l |
2.08 g/l |
||
| NaCl |
206.0 g/l |
204.43 g/l |
||
|
Na2SO4 |
0.47 g/l |
6.00 g/l |
||
|
MgSO4 |
0.44 g/l |
0.22 g/l |
||
|
CaSO4 |
4.79 g/l |
0.18 g/l |
| | The brine (both feed and purified) was heated in order to evaporate the water. Potential vapor was not recycled as condensates during the test works. After cooling to about 30°C the solids were separated from the brine and both were analyzed. It could be shown that evaporation of the raw brine yields a NaCl product with 95.7% NaCl whereas the purity of the product can be enhanced to about 99% when the purified brine was evaporated. The product quality can be further increased to about 99.5% if the NaCl is washed with NaCl-saturated brine after evaporation in order to remove the soluble impurities. A compilation of the different achieved product qualities is given in Table 23. |
74
Table 23 NaCl product compositions
| Component | NaCl Crystals from Feed Brine |
NaCl Crystals from Purified Brine |
NaCl Crystals from Purified Brine after Washing |
|||
|
CaSO4 |
2.45% | 0.00% | 0.00% | |||
|
CaCl2 |
0.00% | 0.00% | 0.00% | |||
|
MgSO4 |
0.20% | 0.00% | 0.00% | |||
|
MgCl2 |
0.16% | 0.00% | 0.00% | |||
| KCl |
0.36% | 0.23% | 0.05% | |||
|
K2SO4 |
0.22% | 0.00% | 0.00% | |||
| NaCl |
95.74% | 99.14% | 99.57% | |||
|
Na2SO4 |
0.00% | 0.00% | 0.00% | |||
|
H2O total |
0.98% | 0.46% | 0.07% | |||
|
H2O insoluble |
0.10% | 0.04% | 0.01% |
In summary, the NaCl test work revealed that it is possible to process the tailings from hot leaching using a process that comprises NaCl leaching, brine purification and evaporation, to obtain a NaCl product with 99% purity. However, sufficient purification of the tailings via screening or washing procedures was not successful. Thus, the following flow sheet (Figure 25) was developed for production of a high quality NaCl product from the hot leaching tailings material.
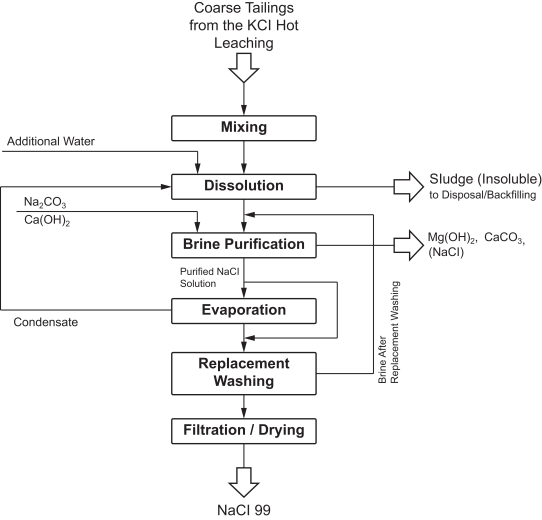
Figure 25 Flow sheet for production of high quality NaCl product
| 10.1.4 | Opinion of the Qualified Person |
After completion of the review of mineral processing and metallurgical testing by ERCOSPLAN, it is the opinion of the QP that the testing procedures, results interpretations and reporting met standard industry practices.
| 10.2 | Rock Mechanical Test Work |
Rock mechanical test work on 68 selected drill core samples from the potash horizon, the hanging and the underlying wall, as well as subsequent modelling, was completed in November 2014 by the Institute for Geomechanics Leipzig GmbH (IfG, 2014, /32/) with the main emphasis on dimensioning analysis while preserving the integrity of the protective barrier under mining conditions, under the assumption that:
| | The protective barrier comprises the rock salt-Anhydrite interbedding in the immediate roof with an average thickness of 22 m; |
| | The claystone/argillite group A* (Figure 26) with average thickness of 25 m; |
| | The siltstone group A with thickness of 90 m; and |
75
| | As hydrological boundary condition, an aquifer was assumed 130 m above the mining horizon at a depth of about 570 m. Four mining methods were analyzed: longwall mining and long pillar mining, with varying panel heights and chamber and pillar widths. The simulations employed a discontinuous modelling approach, particularly suited to a polycrystalline rock such as Saliferous Strata. |
The results provided the following conclusions:
| | For longwall mining, fractures developed far into the roof. The integrity of the barrier could be maintained only for low panel heights of 1 m, and under the assumption of a tensile strength in the hanging wall of at least 1.5 MPa to satisfy the minimal stress criterion. In conclusion, given the currently available geological data, longwall is excluded as a safe mining method. |
As a result of the simulations, a high-extraction long pillar mining layout is recommended. The suggested mining parameters are as follows:
| Chamber width: |
12 m; | |||||||||||
|
|
Pillar width: |
8 m; | ||||||||||
| Panel height: |
4 m; | |||||||||||
|
Pillar width-to-height ratio: |
2; | |||||||||||
| Extraction rate : |
60%. |
This dimensioning results in a pillar system of limited stability. Due to time-dependent progressive pillar softening, mine convergence will temporarily accelerate and reach up to several decameters per year, as is common for mining with high extraction rates. System stability is maintained at all times and convergence rates will decrease in the long term due to auto-backfill. With the given width-to-height ratio, brittle failures caused by pillar softening can be excluded.
Since the pillar system is not stable in the long-term, all long-lived drifts need to be excavated in the rock salt floor.
If chambers are backfilled, a further optimization of the mining system is possible. To allow relaxation of conservative assumptions and to improve reliability, coupled hydro-mechanical simulations with emphasis on pressure-driven percolation, are suggested.
It was furthermore, recommended to verify the test work parameters used for the modelling through additional test work on samples from different locations and on additional samples from the hanging wall rocks within the Autazes area in order to get a representative parameter set and verify the results obtained so far.
This additional test work was realized on 17 samples in 2015 (IfG, 2015, /34/); whereas, the input parameters for the former rock mechanical modelling could be confirmed by the additional rock mechanical test work results.
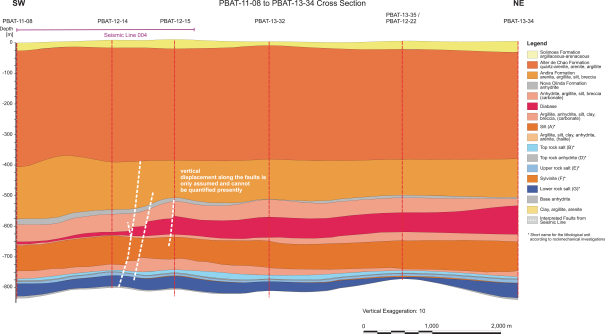
Figure 26 Geological cross-section (SW-NE) through the Autazes area
76
| 11 | Mineral Resource Estimates |
This chapter presents the assumptions and methodology regarding the mineral resource estimates and the procedures that were carried out as well as the results of the mineral resource estimate according to their assignment to the single mineral resource categories.
The mineral resources stated in this report are mineral resources in place (in situ) under consideration of the assumptions and estimation method described in the following sections.
| 11.1 | Introduction |
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/) a mineral resource is
a concentration or occurrence of material of economic interest in or on the Earths crust in such form, grade or quality, and quantity that there are reasonable prospects for economic extraction. A mineral resource is a reasonable estimate of mineralization, taking into account relevant factors such as cut-off grade, likely mining dimensions, location or continuity, that, with the assumed and justifiable technical and economic conditions, is likely to, in whole or in part, become economically extractable. It is not merely an inventory of all mineralization drilled or sampled.
Furthermore, in order to classify a deposit as a resource according to the Code of Federal Regulations (SEC, 2019, /44/), a qualified person must establish that there are reasonable prospects of economic extraction by estimating or interpreting key geological characteristics from specific geological evidence. Also the term material of economic interest, when used in the context of mineral resource determination, includes mineralization, including dumps and tailings, mineral brines, and other resources extracted on or within the earths crust.
However, geothermal energy is not included in the definition of mineral resources according to the Code of Federal Regulations (SEC, 2019, /44/) due to the lack of consensus regarding how to regulate the disclosure of geothermal energy resources. According to the mentioned document oil and gas resources resulting from oil and gas producing activities, as defined in Rule 4-10(a)(16)(i) of Regulation S-X (SEC, 2022, /45/), and gases (e. g. helium and carbon dioxide), and water are excluded from that definition. Exclusion of mentioned oil and gas resources is consistent with industry practice, which is the same for gases and water because the scientific and engineering principles used to estimate these resources are substantially different from those used to estimate mineral resources (SEC, 2019, /44/).
This chapter begins with the general assumptions and methodology of the mineral resource estimate (Section 11.2) followed by the estimation method (Section 11.3) and the actual mineral resource estimate (Section 11.4).
| 11.2 | Assumptions and Methodology |
In determining the potential extent, quality, and volume of the mineral resource within the Autazes area, the authors were guided by principles for exploration and sampling techniques commonly used in the international potash industry for exploration as well as by the Code of Federal Regulations (SEC, 2022, /46/) for reporting mineral resources.
| | The primary tool employed to determine the thickness and concentration of the potash mineralization is drilling, with coring of the potash-bearing horizon (sylvinite horizon) and wireline logging of the whole salt sequence; |
| | The potash concentration along the length of the potash-bearing horizon is determined by the assaying of samples; |
| | The extent of the potash mineralization and the continuity between drill holes can be determined by subsurface mapping, 2D seismic surveys and correlation between drill holes; |
| | In this Report, inferred, indicated and measured mineral resources10 have been estimated based on results obtained from drilling conducted by BPC since 2009 and interpretation of 2D seismic survey results in the southern part of the BPC claims (mineral rights areas) (refer to Chapter 7); |
| | For the estimation of mineral resources, from higher to lower confidence levels such as Measured, Indicated and Inferred, the areal extent around the drill holes for which it is reasonable to infer the geological conditions depends on the continuity of the deposit and the radius for the confidence interval may vary from several hundred meters to up to several kilometers. |
Taking these principles and the distribution of the holes drilled by BPC into account, a mineral resource estimate has been prepared for about 69% of the mineral rights area located outside the Jauary Indigenous Land and for about 67% of the mineral rights area located inside the Jauary Indigenous Land (refer to Section 3.2).
The above presented statements and those presented in Section 6.4 regarding the geological model of the deposit were considered during the process for the mineral resource estimate.
| 10 | The definition can be found in Section 11.4. |
77
| 11.3 | Estimation Method |
In estimating the mineral resource tonnages, the following procedures were carried out (mineral resources are considered mineralization in-situ):
| (1) | Around each drill hole with assay data for the potash-bearing horizon, an area of influence was defined, which could not extend beyond boundaries previously determined for the deposit (e.g. fault zone, assumed potash distribution limit) or beyond the boundaries of the BPC mineral rights; |
| (2) | The volume of the potash-bearing horizon was estimated by multiplying the area by thickness (defined by the available assaying data) of the potash-bearing horizon for each drill hole meeting the cut-off criteria of minimum 1 m thickness and minimum KCl grade of 10% for the sylvinite horizon. The 1 m thickness cut-off is based on the minimum height of mining equipment. For this 1 m a 0.5 m additional barren cut was taken into account resulting in 1.5 m of total mining height for low profile cutting equipment. The 10% KCl cut-off is based on experience in comparable underground potash mines under assumption of the product price stated and explained in Section 12.4. Drill holes PBAT-11-10 and PBAT-14-37 are classified as low thickness drill holes. However, they cannot be included into the resource calculation as they show both low thickness and a KCl grade that is just above the cut-off grade of 10%. Together with all other drill holes not meeting these cut-off criteria these holes were considered to be barren; |
| (3) | The volume estimated for the potash-bearing horizon was multiplied with a tonnage factor depending on mineralization (density), which was determined individually for each drill hole. This average density may vary from 2.13 t/m³ to 2.21 t/m³; |
| (4) | The tonnages of KCl were obtained by multiplying the tonnage of mineralized material with the corresponding KCl grade for each drill hole area. |
For the mineral resource estimate all holes drilled by BPC that are located within the mineral rights held by BPC and that contain complete assaying data from the potash-bearing horizon have been used.
Furthermore, a product price of 420 USD/tonne MOP (for details see Section 12.4) and a process (metallurgical) recovery of 90.8% (see Section 14.1.1.1) have been used for the mineral resource estimate, which are the parameter values as used for the mineral reserve estimate (see Chapter 12).
ERCOSPLANs QP confirms that the application of the above mentioned cut-off criteria is technically and economically viable, based on the results of the processing test work (Chapter 1) and considering investment and operation costs explained in Chapter 1.
This Report classifies the potash mineralization in terms of measured, indicated and inferred mineral resources as defined by the Code of Federal Regulations (SEC, 2022, /46/). This reflects the level of confidence in the extent and grade of the identified potash mineralization.
The sylvinite mineralization can be correlated between drill holes and, except for the areas near the described barren zones (compare Section 6.3), thickness and grade are relatively homogeneous across the deposit. It is the opinion of the authors that based on the data density and the accuracy of the geological model:
| | Measured mineral resources occur within a radius of 750 m around an investigated drill hole; |
| | Indicated mineral resources occur within a radius of 1,500 m around an investigated drill hole; |
| | Inferred mineral resources occur within a radius of 2,000 m around an investigated drill hole in the southern part of the Autazes area, and within a radius of 2,500 m around an investigated drill hole in the northern part of the Autazes area as the drill holes show a more continuous and homogenous distribution of the deposit in the northern part (except for PBAT-13-28, due to its proximity to the barren zones in the Southeast). |
The created circles of the same category (representing the radius of influence ROI) are intersected by creating a straight line where points of overlap occur. All overlapping areas between the drill holes are cropped. For the estimate of the mineral resource, the thickness and grade derived from the results of each drill hole (compare Table 11) were used.
| 11.4 | Mineral Resource Classification |
The results of the mineral resource estimate are reported below according to their assignment to the single mineral resource categories. The mineral resources are reported as in-situ mineralization without application of an extraction ratio. The corresponding calculation of sylvinite horizon chemical composition is shown in APPENDIX 15 and the delineation of the resources in APPENDIX 10.
Table 24 contains the figures of inferred, indicated and measured mineral resources including mineral reserves outside the Jauary Indigenous Land. These figures are the total in situ mineral resources of the project outside said indigenous land.
Table 24 Mineral resources including mineral reserves at the Autazes Project outside the Jauary Indigenous Land11
| Resource Category |
Tonnage [metric tonnes] |
KCl Grade [%] |
||
| Measured |
106,665,436 |
32.77 |
||
| Indicated |
189,087,044 |
32.36 |
||
| Inferred |
106,834,508 |
30.97 |
All in situ mineral resources located inside the Jauary Indigenous Land are classified as in situ inferred resources. These resources amount to a total of 219.83 million tonnes with a KCl grade of 27.63% (see Section 11.4.1).
Table 25 contains the figures of inferred, indicated and measured mineral resources excluding mineral reserves outside the Jauary Indigenous Land. These are all in situ resources, which are located outside the boundaries of panels (including development drifts), panel extensions, perimeter mining, barrier pillars and main (development) drifts (for details see Section 12.2.6 and Figure 31). Resources located within pillars inside of above mentioned boundaries are not considered in Table 25. These pillars and, hence, the corresponding resources, are not mineable with the set of parameters for the underground mine (e. g. mining method) presented in this Report, but retain their potential for mining, if further investigations allow to adjust the said parameters accordingly.
Table 25 Mineral resources excluding mineral reserves at the Autazes Project outside the Jauary Indigenous Land11
| Resource Category |
Tonnage [metric tonnes] |
KCl Grade [%] |
||
| Measured |
16,600,167 |
22.53 |
||
| Indicated |
43,612,132 |
25.88 |
||
| Inferred |
97,330,802 |
30.29 |
Inferred mineral resources excluding mineral reserves outside the indigenous land are reported since parts of these resources have to be mined in parts of some panels, barrier pillars and main drifts due to construction of necessary connections in the underground mine.
| 11.4.1 | Inferred Mineral Resource |
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/) an inferred mineral resource is
that part of a mineral resource for which quantity and grade or quality are estimated on the basis of limited geological evidence and sampling. The level of geological uncertainty associated with an inferred mineral resource is too high to apply relevant technical and economic factors likely to influence the prospects of economic extraction in a manner useful for evaluation of economic viability. Because an inferred mineral resource has the lowest level of geological confidence of all mineral resources, which prevents the application of the modifying factors in a manner useful for evaluation of economic viability, an inferred mineral resource may not be considered when assessing the economic viability of a mining project, and may not be converted to a mineral reserve.
| 11 | For the mineral resource estimate a product price of 420 USD/tonne MOP and a process (metallurgical) recovery of 90.8% was used. Regarding cut-off a minimum thickness of 1 m and a minimum KCl grade of 10% for the sylvinite horizon was applied for the estimate (for details see Section 11.3). |
78
According to Code of Federal Regulations (SEC, 2019, /44/) the level of geological uncertainty associated with an inferred mineral resource is too high to apply relevant technical and economic factors12 likely to influence prospects of economic extraction in a manner useful for evaluation of economic viability. This is due to the fact that inferred mineral resources are estimates of quantity and grade or quality based on limited geological evidence and sampling, and leads also to the statement that an inferred mineral resource may not be converted to a mineral reserve. [ ] Rather, inferred resources will first have to meet the definitional requirements of, and be converted into, measured or indicated mineral resources, before they will be eligible to be considered as potential mineral reserves under the final rules. Regarding the conversion the qualified person must have a reasonable expectation that the majority of inferred mineral resources could be upgraded to indicated or measured mineral resources with continued exploration.
In the opinion of the authors, that inferred mineral resources are located within a 2,000 m radius around an assayed hole drilled by BPC in the southern Autazes area and within a 2,500 m radius around an assayed hole drilled by BPC in the northern Autazes area. It is assumed that the grade and thickness of the potash-bearing horizon are relatively uniform within the extrapolated drill hole area. Inferred mineral resources exclude areas that are attributed to measured and indicated mineral resources and parts of the area of influence extending beyond an inferred fault or the mineral rights boundaries.
In the vicinity of the barren zones described in Section 6.3 the respective ROIs of the drill holes were cut along the assumed barren zone limitation line around the drill holes PBAT-13-32, PBAT-14-39, PBAT-14-41, PBAT-13-29 and PBAT-13-30.
This procedure was also applied for the indicated and measured mineral resource categories and will not be repeated in those chapters.
Experience from most potash deposits shows that besides the larger-scale zones without mineralization, small-scale barren or only slightly mineralized areas are also present. These areas can mostly only be detected by detailed underground exploration. Based on this knowledge, it is the opinion of the authors that a reduction of the amount of the mineral resources by a specific factor is necessary, depending on the degree of geological exploration and experience from similar deposits. Taking into account the present level of geological exploration and also the differences between homogeneity in the southern and the northern parts of the explored area, a value of 8% was chosen for the necessary reduction.
As BPC holds mineral rights that are located inside and outside the Jauary Indigenous Land (refer to Section 3.2), the mineral resource estimate was conducted accordingly (refer also to Section 11.4.2 and 11.4.3). Mineral resources located in mineral rights outside the Jauary Indigenous Land are permitted for mining and are, hence, assigned to the corresponding categories of inferred, indicated and measured mineral resources. Mineral resources located in mineral rights inside the Jauary Indigenous Land are currently not permitted for mining and are, hence, completely assigned to the inferred mineral resource category. The authors of this Technical Report took this approach because as per information from BPCs subsidiary PdB (PdB, 2022, /42/) the mineral rights located inside the Jauary Indigenous Land will be considered in the future, after year 15 according to the updated mine plan presented in this Report, being subject to further indigenous consultations and appropriate permitting.
The total estimated amounts and KCl grade of inferred mineral resources calculated for mineral rights located outside the Jauary Indigenous Land (compare Table 26) are 107 million metric tonnes with an average KCl grade of 31.0%, totaling to 33 million tonnes of KCl.
The total estimated amounts and KCl grade of inferred mineral resources calculated for mineral rights located inside the Jauary Indigenous Land (compare Table 27) are 220 million metric tonnes with an average KCl grade of 27.6%, totaling to 61 million tonnes of KCl.
| 12 | It is stated in (SEC, 2019, /44/) that the final rules use the term relevant technical and economic factors instead of modifying factors, as proposed, in order to more closely align the definition of inferred resources with that under the CRIRSCO-based codes. |
79
Table 26 Inferred mineral resources (amount and grade) categorized for each individual BPC drill hole located within the mineral rights inside the Jauary Indigenous Land*
|
Drill Hole Number |
Mineral Resource Area based on Confidence Interval [m²] |
Thickness of the Potash-bearing Horizon [m] |
Average KCl Grade of the Potash- bearing Horizon [%] |
Mineral Resource Area reduced fo Anomalies (8%) [m²] |
Estimated Volume [m³] |
Estimated Average Density [t/m³] |
Estimated Tonnage [t] |
KCl Mass [t] |
||||||||
| PBAT-10-01 |
- | 1.76 | 0.12 | - | - | - | - | - | ||||||||
| PBAT-10-02 |
- | 1.46 | 39.15 | - | - | 2.19 | - | - | ||||||||
| PBAT-11-03 |
1,026 | 1.37 | 25.78 | 944 | 1,293 | 2.17 | 2,806 | 724 | ||||||||
| PBAT-10-04 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-10-05 |
- | 0.69 | 4.42 | - | - | - | - | - | ||||||||
| PBAT-11-06 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-07 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-08 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-09 |
352,758 | 1.82 | 38.33 | 324,537 | 590,657 | 2.16 | 1,278,392 | 490,023 | ||||||||
| PBAT-11-10 |
- | 0.80 | 10.75 | - | - | 2.16 | - | - | ||||||||
| PBAT-11-11 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-12 |
- | 2.07 | 38.61 | - | - | 2.13 | - | - | ||||||||
| PBAT-12-13 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-14 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-15 |
473,272 | 1.86 | 32.77 | 435,410 | 809,863 | 2.17 | 1,758,294 | 576,163 | ||||||||
| PBAT-12-16 |
339,543 | 2.03 | 28.46 | 312,380 | 634,131 | 2.19 | 1,390,984 | 395,908 | ||||||||
| PBAT-12-17 |
236,544 | 2.73 | 36.45 | 217,621 | 594,105 | 2.15 | 1,276,235 | 465,240 | ||||||||
| PBAT-12-18 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-19 |
1,414,398 | 1.90 | 25.40 | 1,301,246 | 2,472,367 | 2.18 | 5,378,594 | 1,366,392 | ||||||||
| PBAT-12-20 |
- | 2.14 | 31.87 | - | - | 2.16 | - | - | ||||||||
| PBAT-12-21 |
855,733 | 2.03 | 15.26 | 787,275 | 1,598,167 | 2.19 | 3,504,979 | 534,718 | ||||||||
| PBAT-13-22 |
- | 3.38 | 30.20 | - | - | - | - | - | ||||||||
| PBAT-13-23 |
5,181,074 | 2.51 | 43.41 | 4,766,588 | 11,964,136 | 2.14 | 25,655,685 | 11,135,911 | ||||||||
| PBAT-13-25 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-26 |
18,230 | 4.03 | 32.53 | 16,772 | 67,590 | 2.16 | 146,048 | 47,512 | ||||||||
| PBAT-13-27 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-28 |
2,386,408 | 1.75 | 39.64 | 2,195,495 | 3,842,117 | 2.14 | 8,230,116 | 3,262,453 | ||||||||
| PBAT-13-29 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-30 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-31 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-32 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-33 |
4,724,595 | 2.72 | 33.03 | 4,346,628 | 11,822,827 | 2.16 | 25,571,003 | 8,446,896 | ||||||||
| PBAT-13-34 |
8,260,626 | 1.04 | 10.34 | 7,599,776 | 7,903,767 | 2.19 | 17,326,204 | 1,792,013 | ||||||||
| PBAT-13-35 |
1,173,422 | 3.40 | 34.45 | 1,079,548 | 3,670,464 | 2.17 | 7,975,748 | 2,747,311 | ||||||||
| PBAT-14-36 |
258,189 | 1.15 | 10.08 | 237,534 | 273,164 | 2.18 | 596,614 | 60,148 | ||||||||
| PBAT-14-37 |
- | 0.55 | 11.47 | - | - | 2.19 | - | - | ||||||||
| PBAT-14-38 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-39 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-40 |
788,893 | 3.73 | 25.01 | 725,782 | 2,707,165 | 2.20 | 5,963,127 | 1,491,328 | ||||||||
| PBAT-14-41 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-42 |
193,002 | 2.05 | 35.28 | 177,562 | 364,001 | 2.14 | 779,680 | 275,095 | ||||||||
| PBAT-15-43 |
- | barren | - | - | - | - | - | - | ||||||||
| TOTAL |
26,657,713 | 24,525,096 | 49,315,815 | 106,834,508 | 33,087,834 | |||||||||||
| Average |
2.01 | 30.97 | 2.17 |
| * | For the mineral resource estimate a product price of 420 USD/tonne MOP and a process (metallurgical) recovery of 90.8% was used. Regarding cut-off a minimum thickness of 1 m and a minimum KCl grade of 10% for the sylvinite horizon was applied for the estimate (for details see Section 11.3). |
80
Table 27 Inferred mineral resources (amount and grade) categorized for each individual BPC drill hole located within the mineral rights inside the Jauary Indigenous Land*
|
Drill Hole Number |
Mineral Resource Area based on Confidence Interval [m²] |
Thickness of the Potash-bearing Horizon [m] |
Average KCl Grade of the Potash- bearing Horizon [%] |
Mineral Resource Area reduced for Anomalies (8%) [m²] |
Estimated Volume [m³] |
Estimated Average Density [t/m³] |
Estimated Tonnage [t] |
KCl Mass [t] |
||||||||
| PBAT-10-01 |
- | 1.76 | 0.12 | - | - | - | - | - | ||||||||
| PBAT-10-02 |
- | 1.46 | 39.15 | - | - | 2.19 | - | - | ||||||||
| PBAT-11-03 |
- | 1.37 | 25.78 | - | - | 2.17 | - | - | ||||||||
| PBAT-10-04 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-10-05 |
- | 0.69 | 4.42 | - | - | - | - | - | ||||||||
| PBAT-11-06 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-07 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-08 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-09 |
- | 1.82 | 38.33 | - | - | 2.16 | - | - | ||||||||
| PBAT-11-10 |
- | 0.80 | 10.75 | - | - | 2.16 | - | - | ||||||||
| PBAT-11-11 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-12 |
- | 2.07 | 38.61 | - | - | 2.13 | - | - | ||||||||
| PBAT-12-13 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-14 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-15 |
- | 1.86 | 32.77 | - | - | 2.17 | - | - | ||||||||
| PBAT-12-16 |
446,969 | 2.03 | 28.46 | 411,212 | 834,760 | 2.19 | 1,831,067 | 521,167 | ||||||||
| PBAT-12-17 |
2,263,339 | 2.73 | 36.45 | 2,082,272 | 5,684,603 | 2.15 | 12,211,460 | 4,451,582 | ||||||||
| PBAT-12-18 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-19 |
4,385,632 | 1.90 | 25.40 | 4,034,781 | 7,666,084 | 2.18 | 16,677,438 | 4,236,779 | ||||||||
| PBAT-12-20 |
9,327,378 | 2.14 | 31.87 | 8,581,188 | 18,363,742 | 2.16 | 39,721,451 | 12,658,120 | ||||||||
| PBAT-12-21 |
9,569,874 | 2.03 | 15.26 | 8,804,284 | 17,872,696 | 2.19 | 39,197,034 | 5,979,878 | ||||||||
| PBAT-13-22 |
- | 3.38 | 30.20 | - | - | - | - | - | ||||||||
| PBAT-13-23 |
- | 2.51 | 43.41 | - | - | 2.14 | - | - | ||||||||
| PBAT-13-25 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-26 |
- | 4.03 | 32.53 | - | - | 2.16 | - | - | ||||||||
| PBAT-13-27 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-28 |
- | 1.75 | 39.64 | - | - | 2.14 | - | - | ||||||||
| PBAT-13-29 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-30 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-31 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-32 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-33 |
7,594,936 | 2.72 | 33.03 | 6,987,341 | 19,005,567 | 2.16 | 41,106,194 | 13,578,653 | ||||||||
| PBAT-13-34 |
4,551,806 | 1.04 | 10.34 | 4,187,661 | 4,355,168 | 2.19 | 9,547,160 | 987,443 | ||||||||
| PBAT-13-35 |
2,984,874 | 3.40 | 34.45 | 2,746,084 | 9,336,685 | 2.17 | 20,288,187 | 6,988,430 | ||||||||
| PBAT-14-36 |
- | 1.15 | 10.08 | - | - | 2.18 | - | - | ||||||||
| PBAT-14-37 |
- | 0.55 | 11.47 | - | - | 2.19 | - | - | ||||||||
| PBAT-14-38 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-39 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-40 |
3,244,028 | 3.73 | 25.01 | 2,984,506 | 11,132,207 | 2.20 | 24,521,134 | 6,132,529 | ||||||||
| PBAT-14-41 |
- | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-42 |
3,645,613 | 2.05 | 35.28 | 3,353,964 | 6,875,625 | 2.14 | 14,727,393 | 5,196,276 | ||||||||
| PBAT-15-43 |
- | barren | - | - | - | - | - | - | ||||||||
| TOTAL |
48,014,448 | 44,173,292 | 101,127,137 | 219,828,519 | 60,730,858 | |||||||||||
| Average |
2.29 | 27.63 | 2.17 |
| * | For the mineral resource estimate a product price of 420 USD/tonne MOP and a process (metallurgical) recovery of 90.8% was used. Regarding cut-off a minimum thickness of 1 m and a minimum KCl grade of 10% for the sylvinite horizon was applied for the estimate (for details see Section 11.3). |
81
11.4.2 Indicated Mineral Resources
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/) an indicated mineral resource is
that part of a mineral resource for which quantity and grade or quality are estimated on the basis of adequate geological evidence and sampling. The level of geological certainty associated with an indicated mineral resource is sufficient to allow a qualified person to apply modifying factors13 in sufficient detail to support mine planning and evaluation of the economic viability of the deposit. Because an indicated mineral resource has a lower level of confidence than the level of confidence of a measured mineral resource, an indicated mineral resource may only be converted to a probable mineral reserve.
According to the Code of Federal Regulations (SEC, 2019, /44/) adequate geological evidence means evidence that is sufficient to establish geological and grade or quality continuity with reasonable certainty. This means that the level of geological certainty associated with an indicated mineral resource is sufficient to allow a qualified person to apply modifying factors in sufficient detail to support mine planning and evaluation of the economic viability of the deposit.
In the opinion of the authors, indicated mineral resources are located within a 1,500 m radius around an assayed hole drilled by BPC in the Autazes area. It is assumed that the grade and thickness of the potash-bearing horizon is relatively uniform within the extrapolated drill hole area.
Indicated mineral resources exclude areas that are attributed to measured mineral resources and parts of the area of influence extending beyond an identified fault or the mineral rights boundaries.
Experience from most of the potash deposits shows that besides the larger-scale zones without mineralization, small-scale barren or only slightly mineralized areas are also present. These areas can mostly only be detected by detailed underground exploration. Based on this knowledge, it is the opinion of the authors that a reduction of the amount of the mineral resources by a specific factor is necessary. This factor depends on the degree of geological exploration and experience from similar deposits. Taking into account the present level of geological exploration and also the differences between homogeneity in the southern and the northern parts of the explored area, a value of 6% was chosen for the necessary reduction.
The total estimated amounts and KCl grade of indicated mineral resources including mineral reserves calculated for mineral rights located outside the Jauary Indigenous Land (compare Table 28) are 189 million metric tonnes with an average KCl grade of 32.4%, totaling to 61 million tonnes of KCl.
| 13 | (SEC, 2022, /46) defines modifying factors as the factors that a qualified person must apply to indicated and measured mineral resources and then evaluate in order to establish the economic viability of mineral reserves. A qualified person must apply and evaluate modifying factors to convert measured and indicated mineral resources to proven and probable mineral reserves. These factors include, but are not restricted to: Mining; processing; metallurgical; infrastructure; economic; marketing; legal; environmental compliance; plans, negotiations, or agreements with local individuals or groups; and governmental factors. The number, type and specific characteristics of the modifying factors applied will necessarily be a function of and depend upon the mineral, mine, property, or project. |
82
Table 28 Indicated mineral resources (amount and grade) categorized for each individual BPC drill hole located within mineral rights outside the Jauary Indigenous Land*
|
Drill Hole Number |
Mineral Resource Area based on Confidence Interval [m²] |
Thickness of the Potash-bearing Horizon [m] |
Average KCl Grade of the Potash- bearing Horizon [%] |
Mineral Resource Area reduced for Anomalies (6%) [m²] |
Estimated Volume [m³] |
Estimated Average Density [t/m³] |
Estimated Tonnage [t] |
KCl Mass [t] |
||||||||
|
PBAT-10-01 |
- | 1.76 | 0.12 | - | - | - | - | - | ||||||||
|
PBAT-10-02 |
1,085,628 | 1.46 | 39.15 | 1,020,490 | 1,489,915 | 2.19 | 3,262,187 | 1,277,275 | ||||||||
|
PBAT-11-03 |
1,990,059 | 1.37 | 25.78 | 1,870,655 | 2,562,797 | 2.17 | 5,560,699 | 1,433,604 | ||||||||
|
PBAT-10-04 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-10-05 |
- | 0.69 | 4.42 | - | - | - | - | - | ||||||||
|
PBAT-11-06 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-11-07 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-11-08 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-11-09 |
2,309,499 | 1.82 | 38.33 | 2,170,929 | 3,951,090 | 2.16 | 8,551,558 | 3,277,916 | ||||||||
|
PBAT-11-10 |
- | 0.80 | 10.75 | - | - | 2.16 | - | - | ||||||||
|
PBAT-11-11 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-11-12 |
1,075,575 | 2.07 | 38.61 | 1,011,041 | 2,092,854 | 2.13 | 4,459,250 | 1,721,925 | ||||||||
|
PBAT-12-13 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-12-14 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-12-15 |
3,016,121 | 1.86 | 32.77 | 2,835,154 | 5,273,387 | 2.17 | 11,449,047 | 3,751,655 | ||||||||
|
PBAT-12-16 |
2,551,896 | 2.03 | 28.46 | 2,398,782 | 4,869,527 | 2.19 | 10,681,436 | 3,040,201 | ||||||||
|
PBAT-12-17 |
2,083,065 | 2.73 | 36.45 | 1,958,081 | 5,345,560 | 2.15 | 11,483,141 | 4,186,080 | ||||||||
|
PBAT-12-18 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-12-19 |
2,225,004 | 1.90 | 25.40 | 2,091,503 | 3,973,856 | 2.18 | 8,645,059 | 2,196,213 | ||||||||
|
PBAT-12-20 |
- | 2.14 | 31.87 | - | - | 2.16 | - | - | ||||||||
|
PBAT-12-21 |
1,014,663 | 2.03 | 15.26 | 953,784 | 1,936,181 | 2.19 | 4,246,284 | 647,811 | ||||||||
|
PBAT-13-22 |
- | 3.38 | 30.20 | - | - | - | - | - | ||||||||
|
PBAT-13-23 |
4,586,147 | 2.51 | 43.41 | 4,310,978 | 10,820,555 | 2.14 | 23,203,411 | 10,071,496 | ||||||||
|
PBAT-13-25 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-13-26 |
3,208,325 | 4.03 | 32.53 | 3,015,826 | 12,153,778 | 2.16 | 26,261,690 | 8,543,391 | ||||||||
|
PBAT-13-27 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-13-28 |
3,434,951 | 1.75 | 39.64 | 3,228,854 | 5,650,494 | 2.14 | 12,103,802 | 4,797,998 | ||||||||
|
PBAT-13-29 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-13-30 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-13-31 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-13-32 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-13-33 |
2,491,330 | 2.72 | 33.03 | 2,341,850 | 6,369,833 | 2.16 | 13,776,993 | 4,550,969 | ||||||||
|
PBAT-13-34 |
3,267,975 | 1.04 | 10.34 | 3,071,896 | 3,194,772 | 2.19 | 7,003,404 | 724,347 | ||||||||
|
PBAT-13-35 |
1,973,628 | 3.40 | 34.45 | 1,855,210 | 6,307,714 | 2.17 | 13,706,371 | 4,721,271 | ||||||||
|
PBAT-14-36 |
2,625,192 | 1.15 | 10.08 | 2,467,681 | 2,837,833 | 2.18 | 6,198,079 | 624,861 | ||||||||
|
PBAT-14-37 |
- | 0.55 | 11.47 | - | - | 2.19 | - | - | ||||||||
|
PBAT-14-38 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-14-39 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-14-40 |
1,144,377 | 3.73 | 25.01 | 1,075,715 | 4,012,416 | 2.20 | 8,838,229 | 2,210,367 | ||||||||
|
PBAT-14-41 |
- | barren | - | - | - | - | - | - | ||||||||
|
PBAT-14-42 |
2,339,484 | 2.05 | 35.28 | 2,199,115 | 4,508,185 | 2.14 | 9,656,404 | 3,407,075 | ||||||||
|
PBAT-15-43 |
- | barren | - | - | - | - | - | - | ||||||||
|
TOTAL |
42,422,918 | 39,877,543 | 87,350,748 | 189,087,044 | 61,184,454 | |||||||||||
|
Average |
2.19 | 32.36 | 2.16 |
| * | For the mineral resource estimate a product price of 420 USD/tonne MOP and a process (metallurgical) recovery of 90.8% was used. Regarding cut-off a minimum thickness of 1 m and a minimum KCl grade of 10% for the sylvinite horizon was applied for the estimate (for details see Section 11.3). |
83
11.4.3 Measured Mineral Resources
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/) an measured mineral resource is
that part of a mineral resource for which quantity and grade or quality are estimated on the basis of conclusive geological evidence and sampling. The level of geological certainty associated with a measured mineral resource is sufficient to allow a qualified person to apply modifying factors10 [ ] in sufficient detail to support detailed mine planning and final evaluation of the economic viability of the deposit. Because a measured mineral resource has a higher level of confidence than the level of confidence of either an indicated mineral resource or an inferred mineral resource, a measured mineral resource may be converted to a proven mineral reserve or to a probable mineral reserve.
According to the Code of Federal Regulations (SEC, 2019, /44/) conclusive geological evidence means evidence that is sufficient to test and confirm geological and grade or quality continuity. This means that the level of geological certainty associated with a measured mineral resource is sufficient to allow a qualified person to apply modifying factors in sufficient detail to support detailed mine planning and final evaluation of the economic viability of the deposit.
In the opinion of the authors, measured mineral resources are located within a 750 m radius around an assayed hole drilled by BPC in the Autazes area. It is assumed that the grade and thickness of the potash-bearing horizon are relatively uniform within the extrapolated drill hole area.
Measured mineral resources exclude parts of the area of influence extending beyond an identified fault or the mineral rights boundaries.
Experience from most of the potash deposits shows that besides the larger-scale zones without mineralization, small-scale barren or only slightly mineralized areas are also present. These areas can mostly only be detected by detailed underground exploration. Based on this knowledge, it is the opinion of the authors that a reduction of the amount of the mineral resources by a specific factor is necessary. This factor depends on the degree of geological exploration and experience from similar deposits. Taking into account the present level of geological exploration and also the differences between homogeneity in the southern and the northern parts of the explored area, a value of 4% was chosen for the necessary reduction.
The total estimated amounts and KCl grade of measured mineral resources including mineral reserves calculated for mineral rights located outside the Jauary Indigenous Land (compare Table 29) are 107 million metric tonnes with an average KCl grade of 32.8%, totaling to 35 million tonnes of KCl.
84
Table 29 Measured mineral resources (amount and grade) categorized for each individual BPC drill hole located within mineral rights outside the Jauary Indigenous Land*
| Drill Hole Number | Mineral Resource Area based on Confidence Interval [m²] |
Thickness of the Potash-bearing Horizon [m] |
Average KCl Grade of the Potash- bearing Horizon [%] |
Mineral Resource Area reduced for Anomalies (4%) [m²] |
Estimated Volume [m³] |
Estimated Average Density [t/m³] |
Estimated Tonnage [t] |
KCl Mass [t] |
||||||||
| PBAT-10-01 | - | 1.76 | 0.12 | - | - | - | - | - | ||||||||
| PBAT-10-02 | 1,704,626 | 1.46 | 39.15 | 1,636,441 | 2,389,204 | 2.19 | 5,231,188 | 2,048,216 | ||||||||
| PBAT-11-03 | 1,767,146 | 1.37 | 25.78 | 1,696,460 | 2,324,150 | 2.17 | 5,042,888 | 1,300,107 | ||||||||
| PBAT-10-04 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-10-05 | - | 0.69 | 4.42 | - | - | - | - | - | ||||||||
| PBAT-11-06 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-07 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-08 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-09 | 1,767,146 | 1.82 | 38.33 | 1,696,460 | 3,087,557 | 2.16 | 6,682,567 | 2,561,509 | ||||||||
| PBAT-11-10 | - | 0.80 | 10.75 | - | - | 2.16 | - | - | ||||||||
| PBAT-11-11 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-11-12 | 1,223,376 | 2.07 | 38.61 | 1,174,441 | 2,431,092 | 2.13 | 5,179,934 | 2,000,215 | ||||||||
| PBAT-12-13 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-14 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-15 | 1,767,146 | 1.86 | 32.77 | 1,696,460 | 3,155,416 | 2.17 | 6,850,721 | 2,244,863 | ||||||||
| PBAT-12-16 | 1,753,502 | 2.03 | 28.46 | 1,683,362 | 3,417,225 | 2.19 | 7,495,774 | 2,133,483 | ||||||||
| PBAT-12-17 | 1,258,826 | 2.73 | 36.45 | 1,208,473 | 3,299,131 | 2.15 | 7,087,076 | 2,583,532 | ||||||||
| PBAT-12-18 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-12-19 | 1,008,968 | 1.90 | 25.40 | 968,610 | 1,840,358 | 2.18 | 4,003,669 | 1,017,102 | ||||||||
| PBAT-12-20 | - | 2.14 | 31.87 | - | - | 2.16 | - | - | ||||||||
| PBAT-12-21 | 318,094 | 2.03 | 15.26 | 305,370 | 619,902 | 2.19 | 1,359,522 | 207,408 | ||||||||
| PBAT-13-22 | - | 3.38 | 30.20 | - | - | - | - | - | ||||||||
| PBAT-13-23 | 1,767,146 | 2.51 | 43.41 | 1,696,460 | 4,258,115 | 2.14 | 9,131,027 | 3,963,344 | ||||||||
| PBAT-13-25 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-26 | 1,767,146 | 4.03 | 32.53 | 1,696,460 | 6,836,734 | 2.16 | 14,772,707 | 4,805,822 | ||||||||
| PBAT-13-27 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-28 | 1,767,146 | 1.75 | 39.64 | 1,696,460 | 2,968,805 | 2.14 | 6,359,414 | 2,520,898 | ||||||||
| PBAT-13-29 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-30 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-31 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-32 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-13-33 | 867,494 | 2.72 | 33.03 | 832,794 | 2,265,201 | 2.16 | 4,899,289 | 1,618,387 | ||||||||
| PBAT-13-34 | 1,242,405 | 1.04 | 10.34 | 1,192,708 | 1,240,417 | 2.19 | 2,719,174 | 281,238 | ||||||||
| PBAT-13-35 | 1,198,537 | 3.40 | 34.45 | 1,150,595 | 3,912,025 | 2.17 | 8,500,649 | 2,928,118 | ||||||||
| PBAT-14-36 | 1,767,146 | 1.15 | 10.08 | 1,696,460 | 1,950,929 | 2.18 | 4,261,002 | 429,574 | ||||||||
| PBAT-14-37 | - | 0.55 | 11.47 | - | - | 2.19 | - | - | ||||||||
| PBAT-14-38 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-39 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-40 | 235,474 | 3.73 | 25.01 | 226,055 | 843,184 | 2.20 | 1,857,298 | 464,495 | ||||||||
| PBAT-14-41 | - | barren | - | - | - | - | - | - | ||||||||
| PBAT-14-42 | 1,241,054 | 2.05 | 35.28 | 1,191,412 | 2,442,395 | 2.14 | 5,231,539 | 1,845,847 | ||||||||
| PBAT-15-43 | - | barren | - | - | - | - | - | - | ||||||||
| TOTAL | 24,422,377 | 23,445,482 | 49,281,838 | 106,665,436 | 34,954,160 | |||||||||||
| Average | 2.10 | 32.77 | 2.16 |
| * | For the mineral resource estimate a product price of 420 USD/tonne MOP and a process (metallurgical) recovery of 90.8% was used. Regarding cut-off a minimum thickness of 1 m and a minimum KCl grade of 10% for the sylvinite horizon was applied for the estimate (for details see Section 11.3). |
85
| 12 | Mineral Reserve Estimates |
This chapter encompasses information on the update of the mineral reserve estimate such as basic data, boundary conditions and methodology, the estimation method and the actual mineral reserve estimate.
The mineral reserves stated in Section 12.4 are mineral reserves of total production, but not mineral reserves of total production going to mill. The mineral reserves considered for the capital and operating costs (Chapter 18) and the economic analysis (Chapter 19) are only the mineral reserves of total production going to mill. For further explanation see Section 13.5.3.
| 12.1 | Introduction |
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/) a mineral reserve is
an estimate of tonnage and grade or quality of indicated and measured mineral resources that, in the opinion of the qualified person, can be the basis of an economically viable project. More specifically, it is the economically mineable part of a measured or indicated mineral resource, which includes diluting materials and allowances for losses that may occur when the material is mined or extracted.
The definition of a mineral reserve requires that a qualified person must apply and evaluate modifying factors to convert measured and indicated mineral resources to proven and probable mineral reserves. The modifying factors include mining method, which is the source of dilution and mining losses, and mineral processing methods, which determine recovery factors according to the Code of Federal Regulations (SEC, 2019, /44/). Additionally, modifying factors include, but are not restricted to infrastructure, economic, marketing, legal, environmental compliance, plans, negotiations, or agreements with local individuals or groups, and governmental factors. Also the definition of a mineral reserve provides that a mineral reserve includes diluting materials and allowances for losses that may occur when the material is mined or extracted. The term mineral reserves does not necessarily require that extraction facilities are in place or operational, that the company has obtained all necessary permits or that the company has entered into sales contracts for the sale of mined products. It does require, however, that the qualified person has, after reasonable investigation, not identified any obstacles to obtaining permits and entering into the necessary sales contracts, and reasonably believes that the chances of obtaining such approvals and contracts in a timely manner are highly likely.
This chapter begins with the basic data, boundary conditions and methodology of the mineral reserve estimate (Section 12.2) followed by the estimation method (Section 12.3) and the actual mineral reserve estimate (Section 12.4). The modifying factors are mentioned in Section 12.4, details about them are presented in Chapter 1.
The update of the mineral reserve estimate was necessary, as the original mineral rights of BPC had to be dismembered for the reasons presented in Section 3.2. The updated mineral reserve estimate presented in this Report was conducted only for the mineral rights located outside the Jauary Indigenous Land (Section 3.2).
| 12.2 | Basic Data, Boundary Conditions and Methodology |
The mineral reserves were estimated using following information as a base:
| | Parameters and values of resource blocks stored in Microsoft Excel file 2015-08-04_AT-BLK_3D.xlsx (= resource block model). This model was generated by BPC in 2015 based on the geological model of the deposit generated by BPC in the same year and ERCOSPLANs mineral resource estimate of 2015 presented in (ERCOSPLAN, 2015, /18/); |
| | Rooms and pillars of the version of the mine plan of 2016 before dismemberment of the original mineral rights, provided by BPC as ESRI shapefiles, but updated by ERCOSPLAN in 2022 as described in Section 12.2.6 and Chapter 13. The updated mine plan (Revision 7, Section 13.5.3) is available as AutoCAD files; |
| | Polygons of mineral rights for the Autazes Potash Project, provided by BPC as ESRI shapefiles in 2022; |
| | Polygon of the Jauary Indigenous Land, provided by BPC as ESRI shapefile in 2022. |
Regarding the update of the mineral reserve estimate it was agreed with BPC to apply the same boundary conditions as for the mineral reserve estimate conducted for the mineral rights before their dismemberment and to use the resource block model generated by BPC.
ERCOSPLANs QP did not validate the information provided by BPC. BPC has warranted to the authors that the information provided for the preparation of this Technical Report correctly represents all material information relevant to the Project.
The block model was not updated by BPC with data of the latest mineral resource estimate presented in this Report (Chapter 11) since the changes compared to previous mineral resource estimate (ERCOSPLAN, 2015, /18/) are negligible as it relates to mineral rights located outside the Jauary Indigenous Land, for which the mineral reserve estimate, presented in this Report, was prepared.
12.2.1 Resource Block Model
The parameters and values of the resource block model are stored in Microsoft Excel file 2015-08-04_AT-BLK_3D.xlsx. Data from this file was used for the updated mineral reserve estimate presented in this Report. The block model has the dimensions presented in Table 30 and the parameters presented in Table 31.
Table 30 Resource block model dimensions
| Coordinate | Origin | Block Size | Number of Blocks | |||
| X | 270,00 | 250 m | 80 | |||
| Y | 9,609,000 | 250 m | 80 | |||
| Z | -674 | seam thickness | 1 |
The coordinates of the resource block model are given in the coordinate system South American 1969 UTM Zone 21S (SAD69)14.
14 EPSG code: 4618
86
Table 31 Block model parameters
| Parameter | Description | |
| X | centroid point | |
| Y | centroid point | |
| Z | centroid point | |
| Rock Type | rock code: 100 (sylvinite) | |
| Density | in situ density | |
| Percent | percentage of ore inside block | |
| Thickness | thickness of seam | |
| Res_Class | resource classification code: 1 measured mineral resources 2 indicated mineral resources 3 inferred mineral resources |
|
| KCl% | KCl grade item | |
| NaCl% | NaCl grade item | |
| MgCl2% | MgCl2 grade item | |
| CaSO4% | CaSO4 grade item | |
| MgSO4% | MgSO4 grade item | |
| K2SO4% | K2SO4 grade item | |
| RI% | insoluble grade item | |
| MOI% | moisture grade item | |
| BLK-VOL | calculated volume | |
| BLK-TON | calculated tonnage | |
12.2.2 Ore and Waste Grades and Densities
The grades and densities for ore and waste presented in Table 32 were applied for the updated mineral reserve estimate.
Table 32 Ore and waste grades and densities
| Measured and Indicated Ore |
Measured and Indicated Waste |
Inferred Material |
Upper Halite |
Lower Halite |
Barren Waste |
|||||||
|
KCl% |
variable |
0.89 | variable |
0.00 | 0.00 | 0.00 | ||||||
|
NaCl% |
variable |
95.68 | variable |
88.10 | 95.68 | 95.68 | ||||||
|
MgSO4% |
variable |
0.15 | variable |
0.27 | 0.15 | 0.15 | ||||||
|
K2SO4% |
variable |
0.26 | variable |
0.32 | 0.26 | 0.26 | ||||||
|
CaSO4% |
variable |
2.42 | variable |
6.43 | 2.42 | 2.42 | ||||||
|
MgCl2% |
variable |
0.04 | variable |
0.09 | 0.04 | 0.04 | ||||||
|
RI% |
variable |
0.46 | variable |
3.88 | 0.46 | 0.46 | ||||||
|
MOI% |
variable |
0.17 | variable |
0.50 | 0.17 | 0.17 | ||||||
|
Density t/m³ |
variable |
2.18 | variable |
2.18 | 2.18 | 2.18 | ||||||
12.2.3 Model Recoveries
An average overall process recovery of 90.8% was used, with a concentrate grade of 95% KCl.
87
12.2.4 Cut-Off Grade
The cut-off grade of 10% KCl, embedded in the resource block model, was used for the update of the mineral reserve estimate. Furthermore, the model has an embedded 1 m thickness cut-off, which was also used for the estimate. The base for these cut-offs is explained in Section 11.3. Regarding the cut-off grade, the modifying factors, presented in Section 12.4, were taken into account. As stated there, in Section 11.3, ERCOSPLANs QP confirms that the application of the above mentioned cut-off criteria is technically and economically viable, based on the results of the processing test work (Chapter 1) and considering investment and operation costs explained in Chapter 1.
12.2.5 Waste Material Determination and Dilution
For the update of the mineral reserve estimate waste material was determined as follows:
| | Upper Halite waste, located inside resource blocks right above the sylvinite seam in its hanging wall; |
| | Lower Halite waste, located inside resource blocks right below the sylvinite seam in its footwall; |
| | Barren waste, located inside and outside resource blocks. |
As no seam model for the barren waste was available, it could not be distinguished from the lower halite inside the resource blocks. Hence, both were assigned as waste below the sylvinite seam. However, as the grades and densities of the lower halite and barren waste are equal (Table 30) this approach is viable. Dilution was determined as outlined below.
The quantity of dilution is dependent on the following design considerations:
| 1. | The proportion of upper and lower Halite being excavated alongside the sylvinite, which is dependent on the minimum required mining thickness, is greatly influenced by the capabilities of the selected mining equipment, and the adequate cross sections to provide ventilation. |
| 2. | The proportion of barren waste that is excavated alongside the sylvinite, in addition to the Halite. |
| 3. | The schedule, how the waste (Inferred, Halite, Barren) is fed to the mill with the ore as ROM, or whether it is possible to segregate it from the ore. |
The theory behind the minimum thicknesses assumed for mining both the upper and lower Halite waste is explained below (design cases).
The modeled dilution (Table 31) is dependent on the seam thickness in order to accommodate the mine equipment, and to meet the ventilation, infrastructure and geotechnical requirements. The minimum mining height is 1.5 m for the production panel rooms and 3.5 m for the mains development and panel development. There is a layer of competent material below the clay seams in the roof. This will be kept intact as much as possible. Therefore, the over-cut will occur in the floor.
The assumed out-of-seam dilution (OSD) is 75 mm in the floor and 75 mm in the roof. These assumptions are based on benchmark data at other projects using similar equipment.
The dilution is input into the model and is dependent on the reference thickness of the sylvinite seam being mined and what kind of development is taking place.
Case 1:
If a panel room is being mined in an area where the thickness of the sylvinite seam is greater than or equal to 1.5 m, only the upper and lower OSD of 75 mm is applied as Halite dilution, as shown in Figure 27.
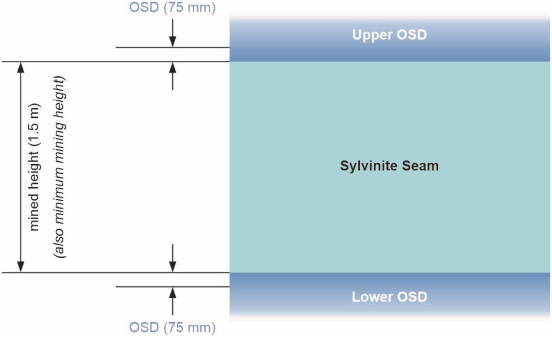
Figure 27 Panel OSD where the seam thickness is greater or equal to the minimum mining height
Case 2:
If a panel room is mined in an area where the thickness of the sylvinite seam is greater than 1 m, but less than 1.5 m, an over-cut equivalent to 1.5 m (mined height) of sylvinite seam thickness is incorporated as bottom dilution. The upper OSD of 75 mm is applied as upper Halite dilution in addition, as shown in Figure 28.
88
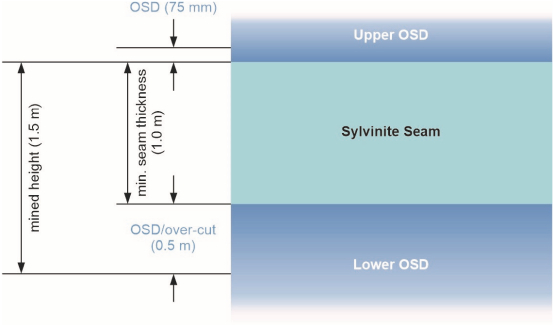
Figure 28 Panel OSD where the seam thickness is less than the minimum mining height
Case 3:
Where the main development or panel development is mined, the same logic applies as for case 1, but for a mined height of 3.5 m. Where one of these developments is greater than or equal to 3.5 m, only the upper and lower OSD of 75 mm is applied as Halite dilution, as shown in Figure 29.
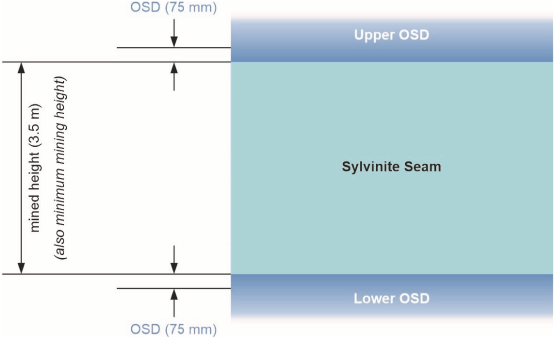
Figure 29 Main or panel development OSD where the seam thickness is greater or equal to the minimum mining height
Case 4:
When a development is mined in an area where the thickness of the sylvinite seam is less than 3.5 m, an over-cut equivalent to 3.5 m (mined height) sylvinite seam thickness is incorporated as bottom dilution. The upper OSD of 75 mm is applied as upper Halite dilution, as shown in Figure 30.
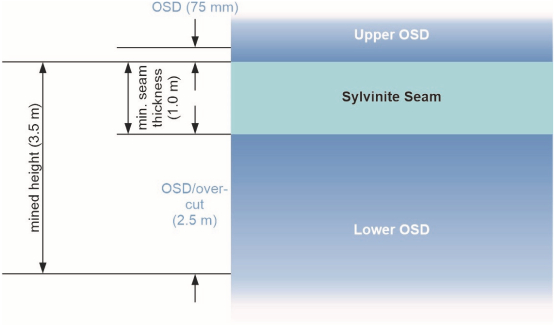
Figure 30 Panel and mains development OSD where the seam thickness is less than the minimum mining height
For the update of the mineral reserve estimate, the minimum mining heights in the panels and developments were used.
The calculated dilution, based on the statements presented above, is given in Table 33.
Table 33 Dilution estimate
| Layout Category | Dilution Percentage | |
| Panel | 13.3% | |
| Main | 74.8% | |
| Total ROM dilution | 21.7% | |
89
12.2.6 Mine Plan
Regarding the basis of the mine design no changes were made (Chapter 1). Due to the dismemberment of the original mineral rights (refer to Section 3.2) the mine plan had to be updated to Revision 7 (Section 13.6.3) according to the boundaries of the dismembered mineral rights as follows:
| | Complete removal of Panels 9, 10, 17, 17A and 18 along with the perimeter mining and main developments 14, 15 and 26 from the mining schedule as they are located in mineral rights inside the Jauary Indigenous Land. |
| | Reduction of area and, hence, volume of Panels 7, 8, 15, 16, 19 and 20 along with main development 25 and barrier pillars of Area02 and Area03 as they are partly located in mineral rights inside the Jauary Indigenous Land. |
| | Rerouting of main developments 20, 21, 27 and 28 from north of Panels 15, 16, 19 and 20 to south of these panels as, firstly, Panels 17, 17A and 18 along with their perimeter mining had to be removed (see first bullet point) and, secondly, these main developments were completely located in mineral rights inside the Jauary Indigenous Land, but would be required to connect Panels 15, 16, 19 and 20 to the rest of the mine. |
| | Rerouting of panel development drifts and single entries of Panels 15, 16, 19 and 20 to connect to the rerouted main drifts 20, 21, 27 and 28 in the south of these panels. |
| | Rerouting of panel development drifts of Panels 6 and 8 due to intersection of the development drift of Panel 8 with the boundary of mineral right ID 880.097/2019, which made part of the panel development being located in a mineral right inside the Jauary Indigenous Land. Hence, Panel 8s development drift was rerouted towards the boundary with Panel 6 and Panel 6s development drift was rerouted to the southeastern boundary of Panel 6. |
| | Re-arrangement of drifts and pillars in main drifts 12 and 13, where the rerouted development drifts of Panels 6 and 8 connect. |
| | Re-arrangement of drifts and pillars in main drift 24, where rerouted main drifts 21 and 27 connect. |
The southeasternmost part of Panel 9s perimeter mining is located in a mineral right outside the Jauary Indigenous Land. However, since the westernmost part of main drift 13 connecting to Panel 9 and, hence, to its perimeter mining is located in a mineral right inside the indigenous land, the perimeter mining of Panel 9 is not accessible that way. Furthermore, the mentioned part of Panel 9s perimeter mining is too small in area and, hence, in volume to justify additional efforts to connect it to the rest of the mine via another drift located in a mineral right inside the indigenous land. Based on these statements this perimeter mining was not considered in the mineral reserve estimate.
Other panels, main developments and barrier pillars remained unchanged to the version of the mine plan before dismemberment of the original mineral rights and updating it to Revision 7. The updated mine plan is presented in Figure 31. Details on it are provided in Chapter 1.
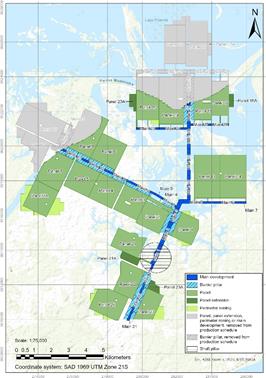
Figure 31 Updated mine plan according to the dismembered mineral rights
90
| 12.3 | Estimation Method |
Data of the resource block model and the updated mine plan as well as the polygons of the mineral rights and Jauary Indigenous Land (see Section 12.2) were imported into ArcGISPro 3.0.
As a mine plan for the barrier pillars was not available, an extraction ratio of 60% was assumed for these pillars being in line with the corresponding statement in Section 13.5.
The imported data was intersected in ArcGIS Pro using the appropriate workflow. Values of the shapefiles, stored in the corresponding attribute tables and created using this workflow, were exported for further calculation. The exported values comprise of areas of pillars and rooms assigned to panels, panel developments and main development according to the updated mine plan Revision 7 (Section 13.6.3). When located inside resource blocks, grades and densities are also given for these areas in the corresponding attribute tables.
For the barrier pillars, no development drifts were incorporated into the calculations as it was assumed that the panel development drifts and main drifts planned adjacent to the barrier pillars can serve that purpose.
For parts of panels located outside resource blocks, the average mean of the seam thickness of the adjacent resource blocks was incorporated into the calculations. For main drifts, a fixed mining thickness of 3.5 m was incorporated into the calculations. None of the barrier pillars, for which the reserve numbers had to be updated, are located outside of any of the resource blocks.
Grades and density of barren waste (Table 30) were assigned to areas located outside resource blocks, whether panels or main drifts.
| 12.4 | Mineral Reserve Classification and Estimate |
The estimate of the mineral reserves, which are contained in the updated mine design and layout (Revision 7, Section 13.6.3), follow the definitions outlined in the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/). By these definitions, the modifying factor that enables the conversion of the mineral resources to mineral reserves is the final mine design and layout, which augment these measured and indicated mineral resources to proven and probable reserves. These reserves are deemed economic.
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/) a probable mineral reserve is
the economically mineable part of an indicated and, in some cases, a measured mineral resource.
According to (SEC, 2019, /44/) for a probable mineral reserve, the qualified persons confidence in the results obtained from the application of the modifying factors and in the estimates of tonnage and grade or quality is lower than what is sufficient for a classification as a proven mineral reserve, but is still sufficient to demonstrate that, at the time of reporting, extraction of the mineral reserve is economically viable under reasonable investment and market assumptions. [ ] a qualified person must classify a measured mineral resource as a probable mineral reserve when his or her confidence in the results obtained from the application of the modifying factors to the measured mineral resource is lower than what is sufficient for a proven mineral reserve.
According to the Code of Federal Regulations Title 17, Chapter II, Part 229 (Regulation S-K), §229.1300 (SEC, 2022, /46/) a proven mineral reserve is
the economically mineable part of a measured mineral resource and can only result from conversion of a measured mineral resource.
According to (SEC, 2019, /44/) for a proven mineral reserve, the qualified person must have a high degree of confidence in the results obtained from the application of the modifying factors and in the estimates of tonnage and grade or quality. Moreover, a proven mineral reserve can only result from conversion of a measured mineral resource.
Inferred mineral resources do not bear any economic value and are therefore not considered as mineral reserves. These resources are considered waste with a KCl grade of 0% and if processed, dilute the ore grade.
With exception of the mine design and layout, the other modifying factors presented below remained unchanged. Further details on modifying factors (including extraction ratio and mains recovery), design and schedule decisions are summarized in Chapter 1.
The updated mineral reserve estimate is presented in Table 34.
91
Table 34 Mineral reserve estimate
| Mineral Reserve Category | Unit | Total | ||
| Proven | Mt | 62.42 | ||
| KCl (%) | 28.87 | |||
| Probable | Mt | 110.97 | ||
| KCl (%) | 27.45 | |||
| Proven & Probable | Mt | 173.39 | ||
| KCl (%) | 27.96 | |||
The modifying factors include minimum mining heights in panel development drifts and main drifts of 3.5 m and in panel rooms of 1.5 m, extraction ratios of 50 to 59% for main drifts and panels based on geotechnical factors, a process recovery averaging 90.8%, a product price of 420 USD/metric tonne MOP, royalties of 3% and operating costs associated to the mine plan. Details on these modifying factors are presented in Chapter 13.
Regarding the assumed product price of 420 USD/metric tonne MOP the average of the product price (FOB Autazes Project(granular) $/tonne real $2021) for the individual years of the long term price forecast for the years 2028 to 2046, presented in CRUs Potash Marketing Report (APPENDIX 25, Table 6), was used. Two time periods were assumed - one for the first 10 years (year 2028 to and including year 2037), which results in an average product price of 417 USD/metric tonne MOP, and one until the end of the forecast (year 2028 to and including year 2046), which results in an average product price of 486 USD/metric tonne MOP. A time period of 10 years was chosen as historical prices for MOP show that after the 2007-2008 financial crisis, the comparably high MOP prices in 2012 and the dissolution of the Belarusian Potash Corporation in 2013 MOP prices declined and remained in the following years on a low, relatively even price until end of 2021 while being mostly unaffected by major worldwide developments. As recently experienced, singular events (Russian invasion of Ukraine) have a considerable impact on the potash market (by sanctions on Russia and Belarus) and, hence, the potash price. Therefore, it was decided to apply the lower average of 417 USD/metric tonne MOP for the first 10 years, rounded to 420 USD/metric tonne MOP as a conservative approach, since comparable events and accompanying effects on the potash market cannot be excluded in the future.
The origin of minimum mining heights in panel development drifts and main drifts is explained in Section 12.2.5. The process recovery is explained in Section 14.1.1.1. The royalties were specified by BPC (see Section 3.5).
92
| 13 Mining Methods |
|
The mining method chosen for design, production and sequencing of the underground mine is the long pillar (1,500 m) mining method. Perimeter mining will also include herringbone or modified chevron methods, where the opportunity presents itself. Six mining methods were compared and analyzed to determine the best method for the conditions of this mine. The methods analyzed included:
| | Drill and blast; |
| | Square pillar; |
| | Long pillar (240 m); |
| | Long pillar (1,500 m); |
| | Herringbone; |
| | Longwall. |
The various mining methods were ranked and evaluated in respect to productivity, ground conditions, labor, flexibility, extraction ratio, ventilation, dilution, backfilling and blending.
Both square pillar and drill and blast were eliminated first. Drill and blast was ruled out due to ventilation requirements and lower productivity. Mechanical cutting methods have a significant production rate advantage over drilling and blasting. There are also operational constraints when using explosives for mining underground. This method was eliminated because it is unfeasible for a large-scale operation. Square pillar mining had low productivity as well, considering the increased requirement for direction change underground.
The long pillar (240 m) mining method was eliminated due to it being similar to the long pillar (1,500 m) mining method; however, it would have a reduced production rate. The 1,500 m long pillar mining method option requires less development and there is less time loss due to equipment relocation.
The longwall mining method had the highest ranking for productivity; however, due to the lack of data and knowledge surrounding the aquifer and ground water conditions, this option was eliminated. Subsidence will occur quickly after mining with the long wall method. The risk of subsiding bodies of water is high. A water inflow due to caving would potentially damage equipment and infrastructure underground.
IfG (IfG, 2014, /33/) modeled two scenarios for the longwall method. The first was at a 1 m seam thickness and a panel width of 100 m. This system model did not breach the hydraulic barrier; however, the 1 m seam thickness is not possible with longwall equipment and the panel width of 100 m is very small. This successful model is, therefore, not practical. The second scenario was for a 3.5 m seam thickness and a panel width of 100 m. The shear cracks from the cave could potentially breach the hydraulic barrier if the lengths reach 600 m. A length of 600 m is significantly less than industry standard and would result in frequent moves and lost production. Every longwall move results in substantial production lost, as the time it takes to move the machinery to a new start room is significant (3-8 weeks). Both scenarios are not feasible. Longwall could be considered an opportunity in future stages if data proves that ground water conditions do not present a risk.
The herringbone method is a variation of the long pillar method and was not considered in the ERCOSPLAN PEA (ERCOSPLAN, 2014, /16/). It offers proven stress relief in the form of a yielding system. Wings are mined in advance of the central entries. Yield pillars are thereby formed and abutment pillars, between the systems, bear the force of the stress in the roof. Stress relief mining methods might be used in the presence of consistent clay lenses in the roof to prevent a separation of the clay layer and avoid subsequent collapsing of the mine openings. The herringbone method is a proven stress relief method in Saskatchewan potash mines. One downside is the lost time backing equipment out of the wings; however, in the case of good ground, the wings may be cut two or three passes wide. The herringbone method is being considered alongside the long pillar (1,500 m) method for perimeter mining areas where the opportunity exists.
The long pillar (1,500 m) method was chosen as the primary mining method as it ranked the best out of the six methods. Although productivity falls slightly below the longwall ranking, the continuous miners can still achieve high productivity in areas where no roof bolting is required. It has been determined that a combination of roof bolting and stress relief systems will be used in the underground mine (WorleyParsons, 2015, /55/).
The long pillar (1,500 m) method also ranks highest for favorable backfilling conditions and ventilation requirements. Table 35 summarizes the eliminated mining methods.
Table 35 Mining method option analysis summary
| Method
|
Status
|
Validation
|
||
|
Square pillar |
Eliminated | Production constraint |
||
|
Long pillar 240 m |
Eliminated | Production constraint |
||
|
Drill and blast |
Eliminated | Production constraint. Significant operational restraints (explosives) |
||
93
|
Longwall
|
Eliminated
|
Risk of water inflow
|
||
|
Long pillar 1,500 m* |
Current option |
|||
|
Herringbone |
Current option |
|||
|
* Note: Mining method Long pillar (1,500 m) was also recommended by ERCOSPLAN in the PEA (ERCOSPLAN, 2014, /16/). |
||||
13.1 Mining Design Criteria
The mine needs to be designed to recover ore at a high extraction ratio, while still providing a safe working environment. Consideration must be given to geological and hydrogeological characteristics, as well as to rock mechanics testing and modelling. The regulations, inclusions/exclusions, and assumptions used for ventilation and cooling design are included in BBE Consultings Ventilation and Refrigeration Basis of Design report (BBE, 2015, /6/), which is detailed in Section 13.10.
The geology of a deposit is one of the main factors in selecting a mine design. The design should maximize ore extraction, while minimizing the excavation of waste. The Autazes deposit is planar and flat lying, lending itself to some form of room and pillar mining. The deposit is not, however, completely homogenous or continuous, which necessitates a design plan that will accommodate unmineable areas of low grade, low thickness or other geological anomalies. The mine plan presented reflects these factors.
The rock mechanical design is responsible for providing a safe working environment to access the ore body over the 23 year life of mine (LOM). It must also attempts to maximize recovery of the resource and protect surface infrastructure from excessive subsidence; otherwise, excessive subsidence could allow saturated layers above to intersect with ore workings and flood the mine. For the Autazes mine, the mining design keeps the risk of encountering water in the workings to a minimum. The extraction ratio has been kept to a percentage that would be considered normal in the industry and the utilization of stress relief methods controls subsidence so minimal fracturing of overlying strata will occur, allowing good mining conditions for crews. As an additional safety measure, backfilling of mined out workings is planned. The objectives of safety and maximum ore recovery are contradictory in that each increase in ore recovery reduces the overall safety and stability of the mine workings. The chosen design is therefore a compromise, incorporating available geologic and geomechanical data and the knowledge and experience of the designers to satisfy these requirements. Future operators through a combination of geotechnical monitoring and their experience will make adjustments to the mining method which may result in slight changes to overall mining recovery.
The design has been benchmarked with North American underground operations, following similar design factors for geotechnical stability, as well as atmospheric, geological and hydrogeological conditions underground. In terms of mining method/rock mechanics, the long pillar method has been successfully used at the following mines:
| | PCS Rocanville: depth of 900 m950 m; 1,500 m long rooms; 20 m wide x 2.4 m high; |
| | PCS Lanigan: depth of 1,000 m-1,050 m; 1,000 m-1,500 m rooms; 15 m wide x 5 m high; |
| | Mosaic Esterhazy: approximate depth of 950 m; 1,000 m long rooms; up to 20 m wide x 2.4 m high; extraction rates up to 65% and |
| | Agrium: depth of 1,050 m, 1,000 m long rooms; 10m wide x 3.5 m high; extraction rate in the panels is thought to be around 50%. |
For benchmarked studies, lessons learned have shown that in order to avoid specific hydrogeological failures, good 3D seismic data should be sought out and used for risk mitigation in design.
The Autazes Potash Project requires cooling and elevated ventilation due to the inherent heat of the in-situ rock (45°C average). A primary ventilation and cooling system was designed based on the criteria included in this section and was considered in this mine plan.
The ventilation and cooling design was completed by BBE Consulting. Detailed calculations are presented in their Basis of Design report (BBE, 2015, /6/).
13.2 Rock Mechanics
The primary concerns for rock mechanics are the integrity of the hydrogeological barrier and the stability of mined openings. Several tests were conducted to obtain and analyze the characteristics of the rock. Numerical modelling was performed by IfG (IfG, 2014, /33/) and using test results, general mine parameters were determined. Additional mitigation measures were taken to offset items not reflected in the geomechanical model, such as localized clay seams in the roof and localized faults detected by surface geophysics.
94
| 13.2.1 | Rock Mechanic Test Results |
IfG was contracted to conduct a series of rock mechanics test work on core samples taken from the Autazes Potash Project and the results were summarized in multiple reports (IfG, 2014, /33/; 2014, /32/; 2015, /35/).Nonlinear modelling was also performed by IfG to confirm stability of potential mining methods, as well as the selected long pillar method.
IfG have several decades of experience modelling salt rock behavior and they have been able to verify model predictions in the field. IfG concluded that a series of 12 m rooms separated by 8 m pillars remain stable at a seam thickness of 4 m, up to a depth of 810 m (IfG, 2014, /33/). Testing was conducted for Specific Rock Horizons as shown in Figure 32.
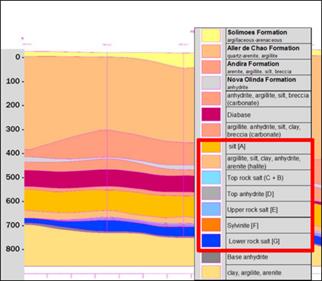
Figure 32 Lithological column with horizons considered for test work framed in red
Strength parameters for the different rock types are listed in Table 36.
Table 36 Strength parameter sets
| Group | Material | Max. Strength
|
Dilatancy | Residual | Mohr-Coulomb | |||||||||||||||||||
|
sD [MPa] |
sf [MPa] |
smax [MPa] |
sD [MPa] |
sf [MPa] |
smax [MPa] |
sD [MPa] |
sf [MPa] |
smax [MPa] |
Cohesion, c [MPa] |
Angle of
|
||||||||||||||
|
A |
Siltstone | 60 | 4 | 180 | 18.2 | 47 | ||||||||||||||||||
|
A* |
Claystone | 2 | 7 | 55 | 1.7 | 35 | ||||||||||||||||||
|
B |
Rock salt | 22 | 2.1 | 60 | 18 | 7 | 50 | 0 | 3.5 | 60 | 8.7 | 28 | ||||||||||||
|
C |
Rock salt with anhydrite | 38 | 5 | 70 | 30 | 8 | 55 | 0 | 5 | 70 | 16.6 | 11 | ||||||||||||
|
D |
Upper strength (i.e. anhydrite) | 65 | 4 | 155 | 18.3 | f43 | ||||||||||||||||||
|
D |
Lower strength (i.e. shale/claystone) | 47 | 8 | 100 | 14.4 | 33 | ||||||||||||||||||
|
E |
Rock salt | 20 | 7 | 70 | 18 | 7 | 55 | 0 | 6 | 70 | 10.1 | 15 | ||||||||||||
|
F |
Sylvinite | 42 | 3.5 | 85 | 18 | 5 | 55 | 0 | 4 | 85 | ||||||||||||||
|
G |
Rock salt | 30 | 3.5 | 80 | 20 | 5 | 63 | 0 | 3 | 80 | 16.6 | 14 | ||||||||||||
Direct Shear Tests
Direct shear tests were conducted with cap rock samples to define the shear strength of the bedding planes. Although the rock is compact, the gained cohesion is very low due to the lamination and bedding within the cap rock strata. The results are based on a few tests; therefore, additional tests are recommended in the future. Direct shear test results are presented in Table 37.
95
Table 37 Direct shear test results
|
Lithology/Interface Description
|
Shear
|
Normal
|
Shear
|
Shear
|
||||||
| mm | sn [MPa | T[MPa | mm | |||||||
|
Group A SV1 |
Fine-laminated claystone | |||||||||
| 6.98 | 0.70 | 0.70 | -0.09 | |||||||
| 12.94 | 5.00 | 1.86 | -3.10 | |||||||
|
Group A SV1 |
Fine-laminated claystone | 0.99 | 3.00 | 7.04 | 0.01 | |||||
| 6.92 | 3.00 | 1.62 | -0.40 | |||||||
| 12.88 | 7.00 | 3.00 | -1.08 | |||||||
|
Group A*SV3 |
Fine-laminated claystone | 0.59 | 0.70 | 1.89 | 0.19 | |||||
| 6.99 | 0.70 | 0.76 | 1.61 | |||||||
| 12.67 | 5.00 | 2.57 | -1.30 | |||||||
|
Group A*SV4 |
Strongly bedded claystone | 1.19 | 3.00 | 6.07 | 0.26 | |||||
| 6.96 | 3.00 | 2.54 | 0.13 | |||||||
| 12.96 | 7.00 | 4.25 | -1.58 | |||||||
13.2.2 Factor of Safety
Theoretical factor of safety calculations were performed using equations provided by IfG. Inputs, presented in Table 36, were adjusted to accommodate equipment dimensions. Factor of safety parameters for the production panel are presented in Table 38.
Table 38 Production panel factor of safety
|
Production Panel Design
|
||||
| IfG Model
|
Parameter Chosen
|
|||
| W |
8 m | 9 m | ||
| α |
2.0 | 2.25 | ||
| m |
0 | 0 | ||
|
Ar |
12 m | 13 m | ||
|
Asys |
20 m | 22 m | ||
| h |
0.60 | 0.59 | ||
| sp |
44 MPa | 43 MPa | ||
| sp,max |
77 MPa | 83 MPa | ||
| S |
1.75 | 1.93 | ||
Factor of safety is not affected by long pillar length when greater than 100 m, as shown in Figure 33.
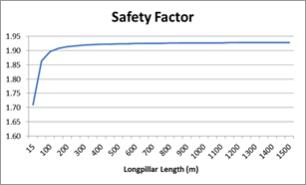
Figure 33 Long pillar length effect on factor of safety
96
Nonlinear modelling confirmed the integrity for high-extraction long pillar mining in the sylvinite with panel heights up to 4 m and an extraction ratio of 60%. The seam height of the ore varies from 1 m (note minimum mining height of 1.5 m) to 4 m with stability increasing as the seam height decreases. The lower room heights should have a bit less convergence than higher rooms simply because the pillars are more constrained from lateral expansion. The long term openings must have a factor of safety greater than 2.0. A factor of safety was calculated for the long-term rooms and is presented in Table 40. The assumptions related to the calculated factor of safety are shown in Table 39.
Table 39 Factor of safety inputs
|
Inputs
|
||
| a | Width to height ratio | |
| Ap | Pillar width | |
| Ar | Room width | |
| Asys | System width | |
| g | Gravitational acceleration, 9.81

|
|
| H | Opening height,4.0m | |
| L | Pillar length | |
| h |
Extraction ratio | |
| s p | Theoretical pillar load | |
| s p,max | Maximum pillar strength | |
| r | Density, 2.55
 (Used by IfG)
(Used by IfG)
|
|
| S | Safety factor | |
| m | Width/length ratio | |
| z | Depth, 710 m (used by IfG) | |
Width/height ratio calculation:
| α = | W | Requirement: α > 0.6
|
||
| H |
Width/length ratio calculation:
| m = | W | |||
| L |
System width calculation:
| Asys = Ap + Ar |
Extraction ratio calculation:
| h = 1 | Ap |
|||||
| Asys |
Theoretical pillar load calculation:
| sp = | 1 | * grz | ||
| 1h |
Maximum pillar strength:
| sp,max = 25MPa * (1 + 0.75α) * (1+ |
1 m |
) | ||
| 4.25 |
Safety factor calculation:
| S = |
sp,max |
, Requirement: S > 2.0 (Long Term Openings)
|
||
| sp |
Table 40 Factor of safety for long-term rooms
| Long-Term Openings | ||||
| Mains | Long-Term Rooms | |||
|
Factor of safety |
3.47 | 2.05 | ||
97
13.2.3 Impact of Clay Seams
The roof strata above the ore zone consists of Halite with varying amounts of insoluble material (clay), often in thin seams or lenses. These clay seams form planes of weakness, which can lead to roof falls unless mitigated by some means. In production rooms, this is not expected to pose serious difficulties due to the relatively short time period during which the room will be accessed. An option analysis was performed to determine which method should be used out of either stress relief, ground support and mains development in lower Halite. Mains development in lower halite is not ideal due to the excess dilution that would be extracted; however, this method is required when crossing the fault system north of the shaft location.
Panel development will be mined with a stress relief cutting sequence and yield pillar design to provide greater stability for longer life openings. As well, it will allow for a higher extraction ratio for the panels. Main development entries will be roof bolted and will be mined in a sequence, which will minimize re-loading stress for improved roof conditions. For this reason and due to the mains having a consistent height and longer life, roof bolting will be used in the mains. As well, roof bolting in the mains will minimize the amount of additional dilution that would have to be mined.
Allowances have been made for both personnel and equipment to bolt in panels, when required. These have been considered in the costs as extra ground support allowance. Larger pillars (15 m) will provide the required stability. Additionally, mains will be isolated from mining panels by 200 m barrier pillars.
13.2.4 Roof Support Design
Primary roof support will be required in main development systems. A pattern of fully grouted rockbolts (Figure 34) will create a 2.4 m beam in the roof to withstand the expected conditions to satisfy the long life requirement. Table 41 presents the bolting parameters.
Table 41 Bolting parameters
|
Bolt Length
|
2.40 m
|
|
| Bolt diameter | 20 mm | |
| Bolt spacing | 2.25 m | |
| Row spacing | 2.44 m |
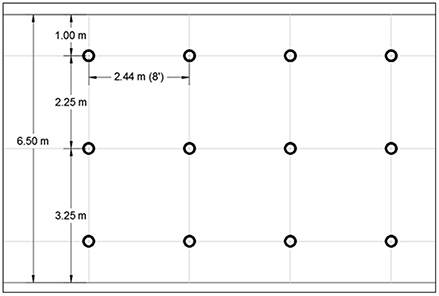
Figure 34 Bolting pattern
Primary roof support will not be required in the production panels. Spot bolting and secondary roof support, such as rocprops, will be used depending on local conditions in the production panels; particular care will be taken at intersections.
13.2.5 Barrier Pillar Design
Barrier pillars must be included for stability, limiting subsidence for critical areas, and to mitigate risk of water inflow. Four types of barrier pillars have been included as presented in Table 42.
Table 42 Barrier pillar summary
|
Pillar Type
|
Length
|
|
| Shaft/infrastructure barrier pillar* |
850 m |
98
|
Mains to panel barrier pillar |
200 m | |
|
Panel development to panel development barrier pillar |
100 m | |
|
Drillholes barrier pillar |
50 m | |
| *The shaft barrier pillar was taken as an 850 m offset from the main shaft and the vent shaft. Those two circles were then merged to form the complete barrier pillar. | ||
The shaft barrier pillar maintains the stability of the shaft and protects critical surface infrastructure. Production panels were excluded from the shaft barrier, but not main entries. The 850 m barrier is based on a 45° angle of draw to the main and ventilation shaft diameters.
Barrier pillars between mains and panels were included to provide more support to long-term openings.
Panels were designed as yielding systems, but the panel development must remain open for the life of the panel. Pillars were included adjacent to panel development to improve the stability of the development entries. The pillars separating the mains from the panels will be mined on retreat at the end of mine life to recover more ore.
Due to the possibility of water inflow, 50 m barrier pillars were included for drill holes. The 50 m is referenced from the intersection of the surveyed drill hole to the ore seam. One exception is drill hole 10-05, as shown in Figure 35. The drill hole was cemented 437 m to the bottom of the hole and has a 37 m barrier pillar. All grouting records for exploration drill holes were reviewed.
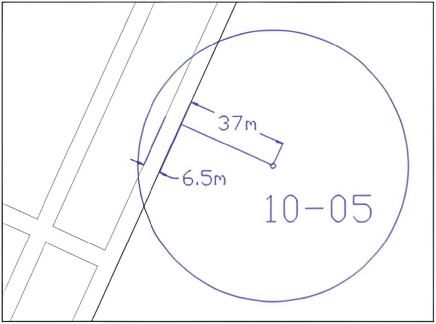
Figure 35 PBAT 10-05
13.2.6 Integrity of Hydrogeological Protection Layers
The characteristics of a potential aquifer overlying the mine are not completely defined. The mere potential presence of an aquifer dictates an approach to mining that ensures the integrity of the intervening strata is not compromised to the point where water ingress is possible. To do this, several studies were undertaken. Golder (Golder Associates, 2015, /26/) undertook an in-situ hydrogeological testing program of exploration wells to determine the potential aquifers characteristics. While tests regarding the hydrostatic head were inconclusive, both low transmissivity and a low hydraulic conductivity were confirmed. Additionally, water inflow to claystones results in swelling, which will seal existing fluid pathways. As a result, the claystones acts as a natural geological barrier and could prevent water inflow into the mine.
Following completion of the 2016 Feasibility Study design, WorleyParsons received SRKs March 2016 report titled Project Shaft Pilot Hole Hydraulic Testing (SRK, 2016, /50/). This report validated the very low (to low) permeability of the formations at greater depths (Andira and Nova Olinda), with hydraulic conductivities that fall within the order of magnitude specified by Golder (Golder Associates, 2015, /26/).
In order to confirm that the mine design maintained hydrogeological barrier integrity, IfG modelled four mining methods: Two variances of longwall mining methods and two variances of long pillar mining. The longwall mining model, at the seam height of the reserve, concluded that fractures would breach the hydrogeological barrier. The long pillar model, with a height-to-pillar-width ratio of 2.0, maintained the integrity of the barrier and became the mining method chosen for further analysis.
The hydraulic protection barrier consisted of the upper Halite/Anhydrite interbedding in the immediate roof, as well as a Claystone group and Siltstone group of strata. The total average thickness is approximately 130 m. The barrier is shown in Figure 36 and outlined in Table 43.
99
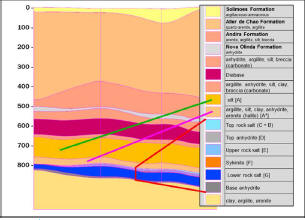
Figure 36 Geological profile
Table 43 Hydraulic barrier strata
| Hydraulic Protection Barrier Strata
|
Average Thickness (m)
|
|
| Rock salt & Anhydrite interbedding in the immediate roof (red line indicated in Figure 39) | 22 | |
| Claystone, Argillite Group A* (pink line indicated in Figure 39) | 25 | |
| Siltstone Group A (green line indicated in Figure 39) | 90 | |
IfG also conducted numerous tests on rock samples to determine their strength and permeability characteristics. These tests provided essential values used in the modelling process and were useful in assessing their ability to act as a seal to water ingress. The report Realization of Rock Mechanical Laboratory Tests (Index Tests) on Core Material from New Boreholes (IfG, 2015, /35/) includes the observation from a geomechanical point of view the claystones could act as a natural geological barrier and may prevent water inflow to the mining horizon.
Due to the yield pillar design, long pillar mining results in the roof strata subside reasonably evenly over a larger area with a low fracture rate. Two long pillar systems were analyzed with a pillar width-to-height ratio(α) of 1.14 and 2.0, respectively. The (α) = 1.14 system simulation resulted in shear and tensile fractures only extending into the immediate roof and reaching about 5 m upwards as shown in Figure 37. The (α) = 2.0 system has greater pillar width and therefore implies even better support. Backfilling production rooms will help to remove the remaining risk of a violation of hydraulic barrier integrity. Future mine plan updates should consider further detailed modelling considering the amount of subsidence versus mined thickness and backfill if presented. It will be important to conduct extensive geotechnical monitoring during initial mining to calibrate actual observations versus theoretical estimates.
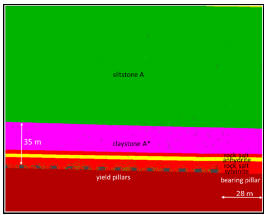
Figure 37 Long pillar system (α) = 1.14 (chosen system (α) = 2.0 will provide even greater support)
The mains are designed to be more stable due to their narrower entry widths, wider pillars and lower extraction ratios. The impact from main development on the hydraulic barrier will be less than the impact from the production panels.
13.2.7 Creep and Subsidence
Continuous visco-plastic deformation of a salt formation is termed salt creep. There are three stages of creep: primary, secondary and tertiary. The primary stage consists of a period where the creep rate is rapid and then slows with time. The secondary stage consists of a period of relatively uniform creep rate. The tertiary stage has an accelerating
100
creep rate ending in failure of the material. Tests were performed to determine the magnitude of the creep rate. Testing included the primary stage as well as part of the secondary stage.
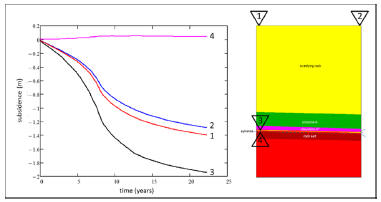
| Reference | ||
| 1 & 2 | Surface Subsidence | |
| 3 | Roof Closure/Subsidence (Creep) | |
| 4 | Floor Heave | |
Figure 38 Simulated subsidence rate for (á) =2.0
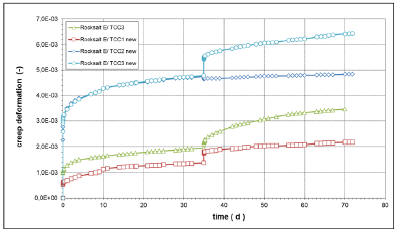
Figure 39 Creep curves
The subsidence simulated by IfG is shown in Figure 38. The creep impacts of the chosen production method and mine design parameters, simulated by IfG are shown in Figure 39. The softening of the yield pillars was also simulated. After 20 years, maximum convergence in the panel center is about 2 m, while the surface subsidence reaches up to 1.4 m based on an average ore thickness of 2.25 m and average depth of 784 m.
13.2.8 Faults
Fault zones were identified in the potash deposit from seismic surveys (Fontes, 2015, /22/). Surveys were completed for the southern portion of the mine. Two major faults were identified and zones were excluded from the ore resource. Those fault zones were also taken into consideration in the mine planning; avoiding them with production panels and only crossing a fault perpendicular with the mains where necessary.
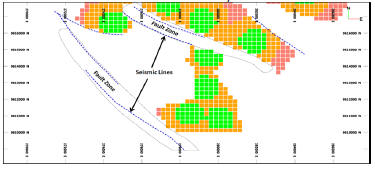
Figure 40 Fault zones
101
Fault zones present in the deposit are shown in Figure 40. Seismic lines, representing structural variances, are shown by red lines. Major faults are outlined in gray.
Access across the fault is required north of the shaft area as shown in Figure 41. The main development will be mined in the Halite beneath the ore seam for the length of this fault zone plus a 100 m buffer. Hydrological characteristics of the fault area are unknown. Probe holes will be drilled into the cut face to determine immediate conditions ahead of mining as a standard practice to probe for potential water intersections. At this point in time it is unknown if any displacement of the strata occurs along the faults.
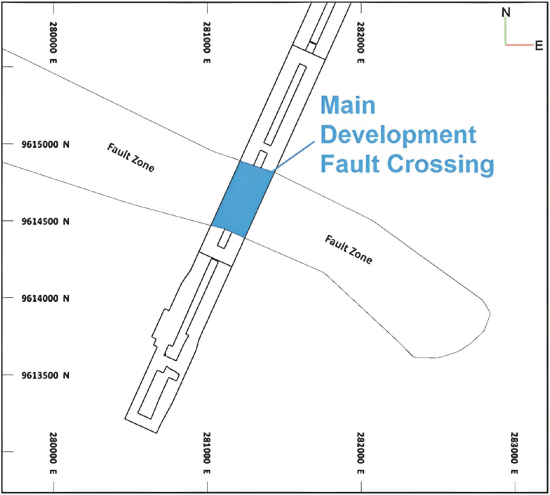
Figure 41 Fault crossing
13.2.9 Optimization of Mine Design Parameters
The mine opening and pillar parameters chosen optimize the extraction of ore while also maintaining geotechnical stability. The parameters presented in Table 44 are a result of the analysis and modelling outlined in the preceding sections of this chapter.
Table 44 Mine design parameters
|
Main Development
|
||
| Entry width |
6.5 m | |
| Pillar width |
15 m | |
| Crosscut spacing, centerline to centerline |
65 m | |
| Support |
Primary roof support, (Section 13.2.4) | |
| Cut sequence |
Cut sequence to minimize reloading | |
|
Production panel |
||
| Panel development |
||
| Entry width |
6.5 m | |
| Pillar width |
8 m | |
| Cut sequence |
Stress relief cutting sequence | |
|
Long pillar/rooms |
||
| Room width |
13 m | |
| Pillar width |
9 m | |
|
Barrier pillar |
||
|
Shaft/infrastructure barrier pillar |
850 m | |
| Mains to panel barrier pillar |
200 m | |
102
|
Main Development
|
||
| Barrier pillar between panel developments |
100 m |
|
| Drillhole barrier pillar |
50 m | |
| Fault crossing |
Mains located in Halite for crossing the fault zone including a 100 m buffer zone | |
| Creep and subsidence |
Include a creep allowance in minimum mining height | |
13.3 Mine Access
The mine is accessed by means of two vertical shafts: main shaft (#1) and ventilation shaft (#2) and related infrastructure. The shafts have been designed to service a mine production rate of 8.5 MTPA at steady state.
13.3.1 Main Shaft
The main shaft will serve as the down cast ventilation conduit with a finished diameter of 7.8 m and a depth of 920 m. The shaft will be equipped with two double drum mineral winders, each in separate winder buildings, providing a maximum hoisting capacity of 9.3 MTPA with 24 t skips. An identical double drum personnel/material winder will be installed in the same building with one of the mineral winders. Details about the installation can be found within the BFS Shaft Infrastructure report prepared by WorleyParsons (WorleyParsons, 2016, /56/).
The conveyances will operate on fixed steel top hat guides. The shaft will be concrete lined and equipped with a steel fabricated headgear.
Conveyors will feed mineral on the loading level, from a 3,000 t surge silo to the skip measuring flasks for hoisting to surface and discharging into circular conical designed receiving bins in the headgear.
Access to the shaft bottom will be by means of a decline. Spillage will be removed using a load haul dump (LHD) machine.
Cross sections and layout of the shaft development area are presented in APPENDIX 18 (WorleyParsons, 2016, /57/).
13.3.2 Ventilation Shaft
The ventilation shaft will serve as the up cast exhaust ventilation conduit and a second means of egress with a finished diameter of 6.9 m and a depth of 868 m. The shaft will be equipped with a single drum stage winder (after sinking) which will be used for hoisting and lowering of large and heavy equipment. The conveyance will operate on rope guides.
An additional single drum winder operating on fixed steel guides will serve as an emergency egress winder in the event that the Main Shaft personnel winder is not available. The shaft will be concrete lined and equipped with a steel fabricated headgear.
Cross sections and layout of the ventilation shaft development area are presented in APPENDIX 18.
All large and heavy mining equipment will be lowered and hoisted in the ventilation shaft on non-production days, which will allow very quick equipment assembly times.
13.3.3 Shafts Services
Chilled water, service water and potable water pipe columns will be installed in the production shaft, as will power, control and communication/instrumentation cables.
Backfill feed and brine return pipes will be installed in the ventilation shaft, as will power, control and communication/instrumentation cables.
A dewatering pump station will pump potential fissure water and mine service water to a water treatment plant on surface.
Power will be distributed on surface at 13 kV from the shaft consumer substation. Diesel driven generators, installed to provide power for the sinking operation, will be used as permanent emergency power supply at steady state.
Emergency power will be available for the personnel/material winders in the main and ventilation shafts, dewatering pumps, as well as for the emergency egress winder. Emergency power will be available for a surface main ventilation fan and bulk air cooler. Once personnel have been evacuated in the event of a power outage, the emergency power load will be substantially reduced.
Power will be distributed underground in the main and ventilation shafts at 34 kV, providing power for underground mining operations where there will be a step-down voltage for equipment, pumping and ancillary facilities.
103
The cost estimate includes all capital costs, including shaft surface infrastructure and temporary site establishment, and operating costs associated with the shaft portion of the Project.
| 13.3.4 | Shaft Sinking |
Shaft sinking will be completed by means of conventional drilling and blasting with mechanical mineral loading into the kibbles. The main and ventilation shafts will be sunk concurrently and equipped from the bottom up.
Permanent headgears will be erected for the shaft sinking and two double drum winders will be installed and used as kibble winders in both shafts. On completion of shaft sinking the Ventilation Shaft double drum kibble winder will be decommissioned and moved to the main shaft for permanent installation and commissioning as the second mineral winder.
Shaft sinking, equipping and commissioning will take approximately 3.5 years.
Ground stabilization will be required for incompetent ground for the first 420 m below surface and will be completed by means of freezing and grouting. Grouting will continue until the shaft sinking and lining are complete.
The total capital cost to sink and commission the main shaft, ventilation shaft and infrastructure is detailed in Chapter 1.
| 13.4 | Mine Design |
The mine is divided into main development and production panels. Main development consists of a variety of split intake and return mains as well as single system mains. The production panels are a long pillar design with an extraction ratio slightly less than 60%. The study considers the following extraction opportunities, in addition to the long pillar method:
| | Reduced shaft barrier pillar; |
| | Mining mains on retreat; |
| | Perimeter mining (using herringbone, modified chevron, or extended rooms); |
| | Panel extensions in general; |
| | Evaluation of uneconomic panels and mains. |
| 13.4.1 | Mine Development |
Main development provides access to production panels, room for infrastructure and conveyors, and consists of several intake and return airways. Main development will begin once shaft construction has been completed using continuous miners and batch haulage. Entries surrounding the shaft will be completed first and will provide room for construction of workshops, main intake/return access, underground storage, pump stations and a significant amount of infrastructure. The main development will continue towards the north and south to reach the extents of the reserve, while also minimizing dilution.
The design of the main development layout was heavily influenced by the ventilation requirements. As a result, there are three different types of mains, five intake/five return split main, four intake/four return split main, and six entry single main (three intake/three return), as shown on Figure 42.
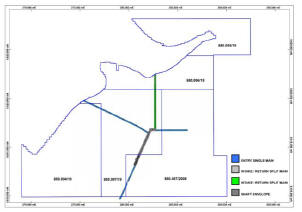
| Figure | 42 Mains overview |
The pillar and entry design were based primarily on geotechnical analysis and ventilation with consideration of equipment operating constraints. Entries will be mined on 21.5 m centers and crosscuts on 65 m centers. The resulting pillar size is sufficient for a fully supported (roof bolted) entry system while also allowing for ease of operation and good productivity. Barrier pillars on either side of all main systems will be 200 m. A 50 m barrier pillar will exist between split mains to provide support and ventilation separation between the two sets of entries. Crossover entries from intake to
104
return mains will be spaced every 1,500 m for access at main belt drives. Allowances have been made for overcasts and undercasts so that exhaust and fresh air can cross main development parameters are presented in Table 45.
Table 45 Main development parameters
|
Parameter |
||
|
Entry width |
6.5 m | |
|
Minimum mining height |
3.5 m | |
|
Pillar width |
15.0 m | |
|
Crosscut spacing, center-to-center |
65.0 m | |
|
Barrier pillar, mains to panels |
200.0 m | |
|
Inter-split main barrier pillar, intake to return mains |
50.0 m | |
Entries and crosscuts will be cut with two advance passes with a 3.5 m continuous miner (CM) cutter head. The CM will alternate 11 m advance passes to cut a 6.5 m wide entry the entire length or width of the pillar. The mining height was maximized to increase air quantity and includes a 0.5 m allowance for creep. The entries will be mined with a stress relief cutting sequence where the outer entries are mined first to minimize the effects of stress on the beltline entry. Allowances have been included in the costs to mine the floor in the mains when required to maintain the required cross sectional area and clearances due to creep.
Roof bolting will occur after a cut has been completed and production equipment has moved to the next entry.
Two types of development will be used. A single CM unit will consist of a single CM and set of batch haulage. Super-section units will consist of two CMs and two sets of batch haulage. Typical section setups and cutting sequences were developed and are shown in Figure 43.
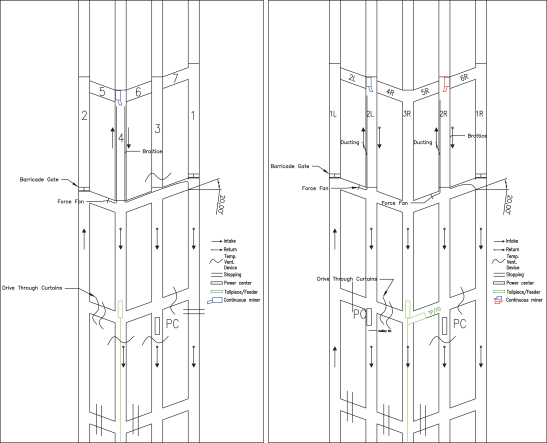
| Figure 43 | Left: Typical single CM main development section setup; Right: Typical supersection main development section setup |
13.4.2 Production Panels
Production panels were designed to maximize the extraction of ore and productivity, while maintaining a safe working environment. The design was primarily influenced by geotechnical modelling results and analysis. Refer to Section 13.2 for additional details.
The production panels are a long pillar design as shown in Figure 44. Panel development entries are mined first to access the main panel across the 200 m barrier pillar. The panel development design considers a stress relief cutting sequence. The outer two entries are mined first followed by the beltline entry and finally the travel way. The two outer entries provide stress relief and are deemed unusable. The panel development entries will have a minimum mining height of 3.5 m, whereas panels are mined at seam height (minimum 1.5 m).
105
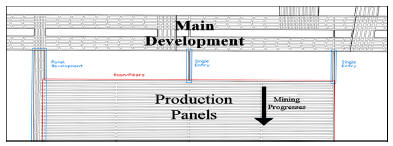
| Figure | 44 Production panel naming convention |
Single entries will also provide access to the panels from the mains and will be mined with main development sequence. The single entries will serve as temporary return airways during production of the panel.
Rooms are mined perpendicular to and with, the sequence of panel development. Mining will progress from the mains side of the panel to the extent of the panel. The lengths of the rooms vary from 950 m to 1,700 m. In general, the rooms do not extend beyond 1,500 m. The perimeter mining areas/ panel extensions cause the length to go beyond 1,500 m. Room to room breakthroughs were included to assist ventilation and will be mined during room advancement. The panel cutting sequence is shown in Figure 45.
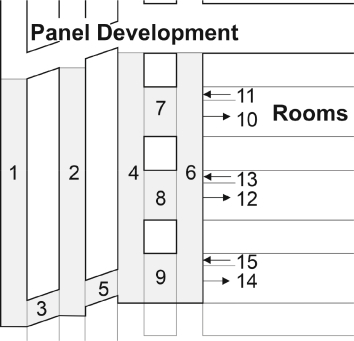
Figure 45 Panel cutting sequence
The minimum mining height in the production rooms will be 1.5 m. This is to allow sufficient area for equipment. The room width is based on a CM cutter head width of 3.5 m. A typical section setup is shown in Figure 46. Table 46 presents the panel design parameters.
Table 46 Prediction panel parameters
|
Panel Development |
Parameter | Panel Rooms | Parameter | |||
| Entry |
6.5 m | Advance passes | 9.5 m | |||
| Crosscut |
6.5 m | Retreat pass | 3.5 m | |||
| Single entry breakthrough to mains |
6.5 m | Final room width | 13.0 m | |||
| Entry height |
3.5 m (minimum) | Pillar width | 9.0 m | |||
| Pillar width |
9.0 m | Room height | 1.5 m (minimum) | |||
| Panel length | approx. 1,500.0 m |
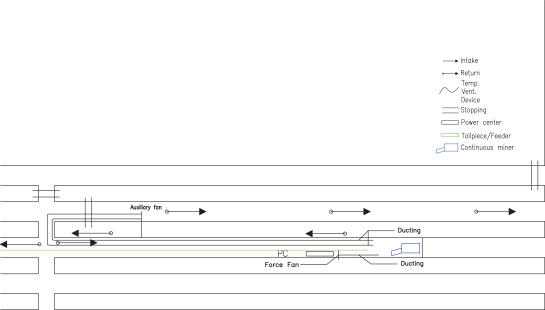
Figure 46 Production section schedule
106
The production rooms were designed for stability during the time required for mining and backfilling the panels. Roof bolting will not be required except for spot bolting for localized conditions. A set of long-term rooms were designed for P02, P03, P04, P05 and P07, as shown in Figure 47.

Figure 47 Long-term rooms
These rooms will be mined in a stress relief cutting sequence at the beginning of the panel to serve as intake airways for the western part of the mine. The system will consist of three 13 m stress relief rooms and ten 6.5 m long-term rooms as shown in Figure 48. The long-term room will consist of 6.5 m wide and 1.5 m height entries with a pillar width of 8 m.
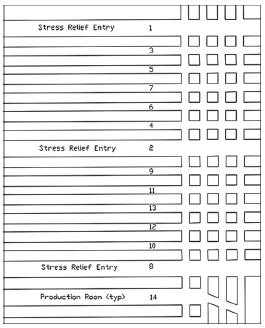
Figure 48 Long-term rooms mining sequence
| 13.5 | Mine Operations and Production Scheduling |
| 13.5.1 | Operating Parameters |
The annual operating parameters used for the underground operations of the Autazes potash mine, are listed in Table 47. Maintenance and crew assumptions are described in more detail within Section 13.8 Personnel Requirements.
The total shift length is eight hours; however, under Brazil regulations, workers are only allowed to be underground for six consecutive hours. The two hours of non-productive time are spent on the surface for lunch breaks (typically done at the start or end of shift), shift changes and travel time.
Table 47 Annual operating parameters
|
Operating Parameters
|
Unit
|
Quantity
|
||
| Total days per year |
d/a | 365 | ||
| Lost days per year |
d/a | 21 | ||
| Mine production days |
d/a | 344 |
107
| Mine production crew shifts per year |
shifts/year | 1,258 | ||
| Mine production crew hours per year |
h/a | 7,548 | ||
| Unproductive hours per year |
h/a | 1,258 | ||
| Effective mine production hours per year |
h/a | 6,290 |
13.5.2 Productivity
A productivity model was created that included the cut sequence, mine dimensions, and fixed delay times for planned activities and also additional unplanned delays. Main development via a single continuous miner (CM), a super-section and a production panel were all modelled. The productivities were benchmarked by Joy Global representatives.
The results of the productivity model were then compared to manufacturer guidelines and confirmed by individuals with experience in this field.
The inputs to the model are listed in Table 48 and Table 49.
Table 48 Model inputs: main development
| CM loading rate |
17 t/min |
|
| Shuttle car capacity |
20 t | |
| Effective loading rate (based on SC cycle time) |
10 t/min |
|
| Distance between belt transfers |
1,500 m | |
| Initial mains setup |
105 h | |
| Belt & utility advance |
6 h | |
| Place change |
1 h | |
| Unplanned equipment breakdown |
5% of planned production time |
|
| Unplanned belt breakdown |
5% of planned production time |
|
| Additional utilization delays |
50% of planned production time |
|
| Job efficiency |
83.33% |
Table 49 Model inputs: production panel
| CM loading rate |
17 t/min |
|
| Panel development |
||
| Initial panel development setup |
48 h | |
| Belt & utility advance |
6 h | |
| Place change |
1 h | |
| Rooms |
||
| Initial room setup |
35 h | |
| Belt advance length |
100 m | |
| Belt & utility advance |
3 h | |
| Add belt to take-up |
3 h | |
| Turnaround & breakthrough |
24 h | |
| Unplanned equipment breakdown |
5% of planned production time | |
| Unplanned belt breakdown |
5% of planned production time | |
| Additional utilization delays |
25% of planned production time | |
| Job efficiency |
83.33% | |
The results from the model support the baseline production presented in Table 50 and a detailed breakdown in Table 51 and Table 52. A thin seam results in more schedule delays per tonne of ore mined. The annual production of each panel was adjusted based on the average seam thickness (e.g. lower seam thickness = lower annual production). The
108
productions for panel and panel extensions was further adjusted for the northern panels, based on the travel time, resulting in annual productions of 800,000 tonnes, 1,000,000 tonnes or 1,200,000 tonnes. Production rates for perimeter mining were based on 80% productivity of the parent panel.
Productivities for main entries remain constant as they do not vary significantly in height and were not adjusted according to seam thickness. A constant annual rate of 550,000 tonnes was assumed for re-treat mining of the mains.
Specific productivities are applied to panels, panel extensions, perimeter mining of panels and retreat mining of mains. Productivities for panels were determined from seam thickness (Table 39 and Table 40), note that panels denoted with an a represent panel extensions that have been added in Revision 6 from an existing panel development.
| Table | 50 Production baseline |
| Main Single CM | Main Super Section | Panel | ||||
| Annual production (metric tonnes) |
550,000 | 750,000 | 800,000-1,200,000* | |||
| Availability (%) |
79 | 79 | 79 | |||
| Utilization (%) |
48 | 47 | 49 |
| * | Note: Panel production varies based on seam thickness and travel time factors. |
Table 51 Panel production productivities
|
Panel Production
|
||||
| Panel | Factor | Resulting Production | ||
| (TPA) | ||||
|
Baseline |
1 | 1,000,000 | ||
| Unit production |
||||
| P01 Panel factor |
1 | 1,000,000 | ||
| P02 Panel factor |
1 | 1,000,000 | ||
| P03 Panel factor |
1 | 1,000,000 | ||
| P04 Panel factor |
1.2 | 1,200,000 | ||
| P05 Panel factor |
1.2 | 1,200,000 | ||
| P06 Panel factor |
1.2 | 1,200,000 | ||
| P07 Panel factor |
1 | 1,000,000 | ||
| P08 Panel factor |
1.2 | 1,200,000 | ||
| P13 Panel factor |
1.2 | 1,200,000 | ||
| P14 Panel factor |
1.2 | 1,200,000 | ||
| P15 Panel factor |
1.2 | 1,200,000 | ||
| P16 Panel factor |
1.2 | 1,200,000 | ||
| P16a Panel factor |
1.2 | 1,200,000 | ||
| P19 Panel factor |
1.2 | 1,200,000 | ||
| P20 Panel factor |
1 | 1,000,000 | ||
| P20a Panel factor |
1 | 1,000,000 | ||
| P21 Panel factor |
1 | 1,000,000 | ||
| P21a Panel factor |
0.8 | 800,000 | ||
| P22 Panel factor |
0.8 | 800,000 | ||
| P23 Panel factor |
0.8 | 800,000 | ||
| P23a Panel factor |
0.8 | 800,000 | ||
| P24 Panel factor |
1 | 1,000,000 | ||
109
| Table | 52 Perimeter mining and mains on retreat production productivities |
|
Perimeter Mining & Mains on Retreat
|
||||
| Panel | Factor | Resulting Production | ||
| [TPA] | ||||
|
Baseline |
1 | 1,000,000 | ||
| Unit production |
||||
| Mains on retreat (barrier pillars) |
0.55 | 550,000 | ||
| P01 Perimeter panel factor |
0.8 | 800,000 | ||
| P07 Perimeter panel factor |
0.8 | 800,000 | ||
| P20 Perimeter panel factor |
0.8 | 800,000 | ||
| P23 Perimeter panel factor |
0.64 | 640,000 | ||
| P24 Perimeter panel factor |
0.8 | 800,000 | ||
A six-month exponential ramp-up curve was used for start-up of the main development and production panel sections. This ramp-up, as presented, was based on benchmark data from a similar size mine with similar equipment. The ramp-up timeline was extended from four months (used for the benchmark mine) to six months. This is to account for the lack of experienced operators in Autazes initially. Ramp-up also assumes training of new employees via simulators and shadowing experienced operators.
The ramp-up factors listed in Table 53 were applied to the baseline production of affected development and production sections, as shown in Figure 49 and Figure 50. The resulting annual production was used to schedule units.
| Table 53 | Six month ramp-up: factors |
|
Factor
|
||
| Ramp-up Month 1 |
0.150 | |
| Ramp-up Month 2 |
0.219 | |
| Ramp-up Month 3 |
0.320 | |
| Ramp-up Month 4 |
0.468 | |
| Ramp-up Month 5 |
0.684 | |
| Ramp-up Month 6 |
1.000 |
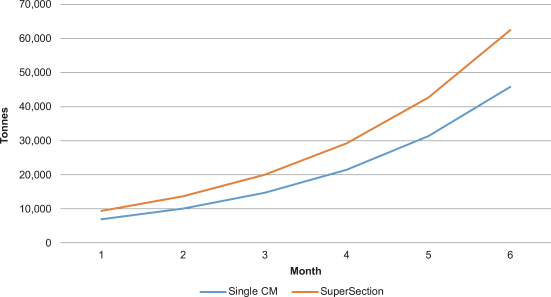
| Figure | 49 Six month ramp-up: main development |
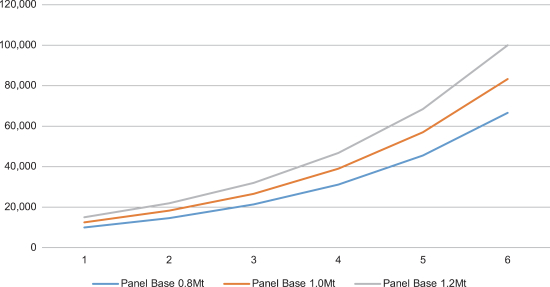
| Figure | 50 Six month ramp-up: production panels |
110
After the first set of production units begin, the remaining units are scheduled using a four month ramp-up as shown in Figure 51. There will be a pool of operators trained from the first five production units. The shadowing opportunity and redistribution of experienced personnel will shorten the timeframe from six months to four months. The number of main development units does not increase beyond main M01, negating the need to apply a four month ramp-up application to development units. The ramp-up factors applied for the four months are presented in Table 54.
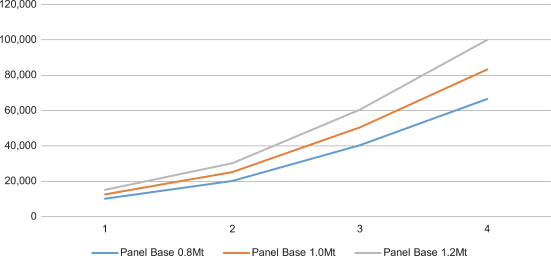
| Figure | 51 Four month ramp-up: production panels |
| Table 54 | Four month ramp-up: factors |
|
Factor
|
||
| Ramp-up Month 1 |
0.152 | |
| Ramp-up Month 2 |
0.303 | |
| Ramp-up Month 3 |
0.606 | |
| Ramp-up Month 4 |
1.000 |
There will be one fault crossing in the mine. Main M02 will be mined in the Halite during the course of the fault crossing. A factor of 0.75 is applied to the baseline production to account for slower production, extra ground support and potential dewatering/grouting.
For the basis of this study a constant equipment availability factor was applied to develop productivities of equipment. It is recommended for further studies to apply a variable availability equipment schedule for more accurate representation.
13.5.3 Production Schedule
The mine schedule consists of 1.5 year pre-production, followed by a three-year ramp-up to a target production rate of average 8.5 MTPA run-of-mine (ROM) for 17 years, ramping down over a three-year period due to reserve/workplace limitations. Over the 17 year full run rate production period the mine will supply the mill with an average annual tonnage of 8.32 million tonnes ROM per year. The total amount of ore fed to the process amounts to 171.25 million tonnes with an average KCl grade of 27.26% (Table 55). These numbers are those which are referred to as mineral reserves of total production going to mill in Chapter 12. Furthermore, these numbers are those considered for the capital and operating costs (Chapter 18) and the economic analysis (Chapter 19).
| Table 55 | Ore feed to process with average KCl grade for each year of production including ram-up and ramp-down phase |
|
Phase |
Year | Ore Feed to Process | KCl Grade | |||
| [metric tonnes] | [%] | |||||
|
Pre-production |
-4 | 0 | 0.00 | |||
|
Pre-production |
-3 | 0 | 00.00 | |||
| Pre-production into ramp-up |
-2 | 3,212,593 | 22.63 | |||
|
Ramp-up |
-1 | 5,644,853 | 23.26 | |||
|
Ramp-up |
0 | 7,925,250 | 24.09 | |||
| Full production |
1 | 8,429,940 | 25.55 | |||
| Full production |
2 | 8,035,112 | 28.10 | |||
| Full production |
3 | 8,797,466 | 26.15 | |||
| Full production |
4 | 8,204,595 | 29.92 | |||
| Full production |
5 | 8,294,057 | 28.48 | |||
| Full production |
6 | 8,264,115 | 31.31 | |||
| Full production |
7 | 8,392,039 | 30.62 | |||
| Full production |
8 | 8,355,239 | 28.03 | |||
| Full production |
9 | 8,719,362 | 28.60 | |||
| Full production |
10 | 8,505,886 | 30.52 | |||
| Full production |
11 | 7,948,240 | 32.09 | |||
| Full production |
12 | 7,950,130 | 31.94 | |||
| Full production |
13 | 8,024,118 | 30.11 | |||
| Full production |
14 | 8,498,925 | 24.30 | |||
| Full production |
15 | 8,492,387 | 25.41 | |||
| Full production |
16 | 8,386,884 | 21.52 | |||
| Full production |
17 | 8,570,231 | 22.98 | |||
| Ramp-down |
18 | 5,862,009 | 25.84 | |||
| Ramp-down |
19 | 4,889,738 | 25.16 | |||
| Ramp-down |
20 | 1,851,666 | 20.09 | |||
| Total tonnes/ average KCl grade | 171,254,835 | 27.26 |
During the pre-production phase starting in year -4 and ending in year -2 all extracted ore is transferred straight to the tailings piles and not fed to the mill or the process, respectively. The mined ore per year is presented in Table 56.
Table 56 Annual amounts of extracted ore during the pre-production phase
|
Year |
Pre-Production Extraction from Main Drifts and
Panels |
|
| [metric tonnes] | ||
| -4 |
72,418 | |
| -3 |
1,366,576 | |
| -2 |
632,027 | |
| Total metric tonnes |
2,071,021 |
Adding the ore extracted during the pre-production phase (2.07 million tonnes) and the ore extracted during the production phase (171.25 million tonnes) results in a total of 173.32 million tonnes of extracted ore with an average KCl grade of 27.3%. This total amount of ore of 173.32 million tonnes with its stated average KCl grade is referred to as total amount of ore of total production in this Report and was calculated based on complete removal of the panels P9, P10, P17 and P18 along with the corresponding perimeter mining as well as the main developments M14, M15, and M26 from the production schedule.
Furthermore, the reduction of areas of subsequently mentioned panels, barrier pillars and main developments on a percentage basis was incorporated into the calculations for the production schedule15:
| | Panels: P7 (6%), P8 (55%), P15 (53%), P16 (25%), P19 (60 %), P20 (36%); |
| | Barrier pillars: BP02 (23%) and BP03 (63%); |
| | Main developments: M13 (15%) and M25 (25%). |
The approach to calculate the tonnages and, hence, the average KCl grade of the ROM for the production schedule is more conservative compared to the approach used for the mineral reserve estimate (Section 12.2, 12.3 and 12.4). Therefore, the total amount of ore of total production with 173.32 million tonnes and an average KCl grade of 27.3% is taken into account for the production schedule, but is not considered for the capital and operating costs (Chapter 18) and the economic analysis (Chapter 19).
| 15 | Percentages stated in brackets refer to the percentage amount by which the parts of the panels, barrier pillars and main development drifts were reduced based on the updated mineral reserve estimation compared to the amounts calculated by Worley Parsons in BFS 2016. |
111
The pre-production period consists of mains development and account for scheduled equipment ramp-up of continuous miner (CM) units.
By Q2 of production year 1, adequate main development will be completed to provide CM units access to production panels to start-up the mill. During the ramp-up period between year 1 to year 3 (Figure 52) material mined from mains development and panel production will be blended and sent to the mill.
The current mine plan Revision 7 was completed concurrently to the final backfill schedule completion.
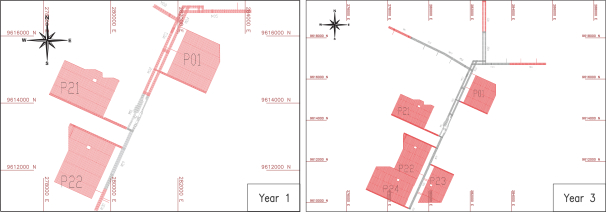
| Figure | 52 Mine ramp-up period (production years 1 to 3) |
The start of Q1 of production year 4 marks the end of the ramp-up period and achieves the nominal production of 8.5 MTPA. Depletion of the first panel, P21, will occur during Q1 of production year 4 making it available to accept backfill.

| Figure | 53 Nominal production, depletion of first Panel 21 available for slurry backfill |
All materials from main development and panel production will be sent to the mill up until the end of production year 9. Mains development will be paused during the start of year 10, recommencing in year 14 when access to additional production panels in the north and west of the mine are required. Main development from the north will have material sent to Panel 13 as dry backfill. Material from development in the west will be sent to Panel 05. Main development will be completed by production year 19.
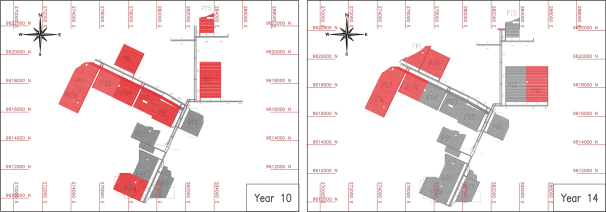
| Figure | 54 5 years pause in mains development |
112
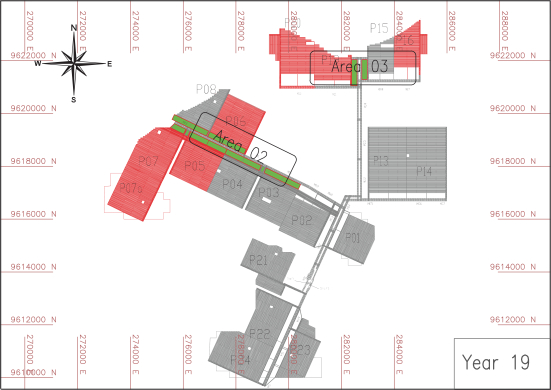
| Figure | 55 Completion of main development |
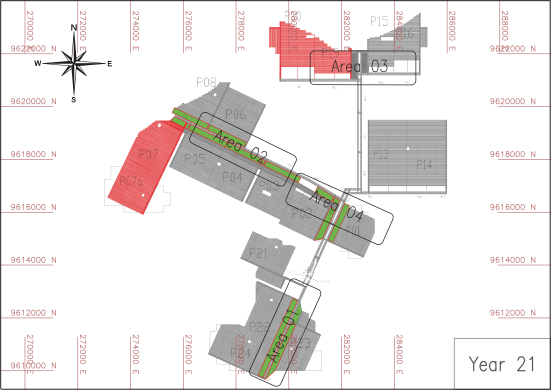
| Figure | 56 Start of mains on retreat with ramp-down of panel productions |
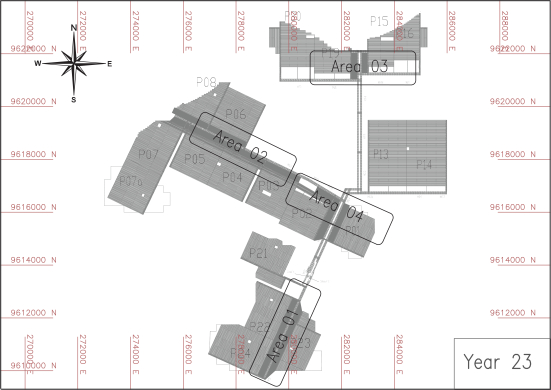
| Figure | 57 Wind down and completion of retreat mining, end of LOM |
Figure 58 and Figure 59 show the schedules for the annual LOM plan scheduled tonnage and annual LOM average KCl% grade.
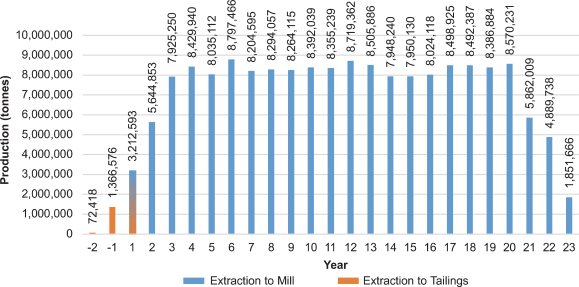
| Figure | 58 Annual life of mine schedule tonnages |
113
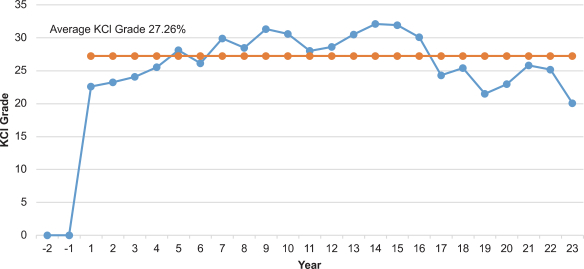
| Figure | 59 Annual life of mine average KCl% grade |
| 13.5.4 | Grade Control |
The sylvinite ore color is similar to the upper and lower Halite color. Operators will not be able to differentiate ore and waste visually. The clay horizon is widely distributed throughout the deposit and classified as impure dark halite. In most of the mineralized holes the contact that this horizon has with the potassium layer is sharp. In certain exceptions, the sylvinite seam comes into contact with a white to brown halite containing high sulfate content. Due to the variability, it is recommended that K40 sensors be installed on the cutter head of the continuous miner, which will supply information to a readout alerting the operator to the contact between ore and waste. This will cause some out of seam dilution (OSD). The lower halite will also be mined to obtain the minimum mining height causing more dilution. OSD is explained further in Section 12.
A potential factor for increased dilution and thus reduced grade quality is the clay seams in the roof. The intermittent clay seams provide a weaker layer which might cause slabbing from the roof. Various methods have been included to reduce this risk. Section 13.2 includes additional information on the clay seams and methods for mitigation.
Material will be sampled from the mainline belt underground. Samples will be analyzed by a laboratory to ensure compliance to mill feed requirements.
| 13.6 | Mine Equipment and Infrastructure |
Equipment and infrastructure were chosen based primarily on mine characteristics and ventilation requirements.
| 13.6.1 | Equipment Selection |
The primary piece of production equipment recommended for the underground panels is a continuous miner (CM). The CM cuts the material and loads it into a haulage unit or conveyor belt. The sylvinite seam thickness varies significantly throughout the mine; a drum-type continuous miner provides the required flexibility, while maintaining a high production rate. A CM with the required flexibility of a cutting height ranging from 1.3 m to 3.4 m is recommended for the panels. For the mains development a heavier and higher powered model is recommended to achieve the average cutting height of 3.5 m.
Batch haulage is used in the development of mains due to the number of entries. Due to the layout of the mains and the congestion of equipment, shuttle cars were considered. The 20 tonne Joy 10SC32C shuttle car is sized appropriately to match the 14 HM 27 continuous miner, or equivalent. Continuous haulage is used in the panels.
A roof bolter recommended for main development is the Fletcher HDDR or equivalent. The HDDR is equipped with a platform that can reach the required 3.5 m height and has a twin boom, which is necessary for the bolting pattern. A smaller single boom roof bolter is recommended for spot bolting in the production panels. It is a single boom model that will fit into the minimum height rooms.
| 13.6.2 | Equipment Assembly, Maintenance and Repair |
All mine equipment will be subject to a preventative maintenance schedule to achieve required equipment availability targets. A dedicated maintenance team will perform all scheduled work for one hour per operating shift and during maintenance downtimes for two to three shifts per week. The maintenance team will also be responsible to diagnose any unscheduled equipment breakdowns.
The equipment will be Owner operated and leased to own. Details associated to cost assumptions can be found in Chapter 18. The rebuilds for the equipment will be done on-site and underground by the maintenance staff.
114
13.6.3 Mining Section Equipment
The development and production equipment required for each section is listed in Table 57. The three section setups utilize the equipment selected as described in Section 13.6.1.
Continuous miners (CMs) will be used at the production face to cut the ore. They will also load the material into a haulage unit shuttle cars in the mains or continuous haulage in the panels.
Feeder breakers have been included for main development to crush the ore into 150 mm minus material prior to transfer to the belt; however, continuous haulage includes a breaker car and negates the need for feeder breakers in the panels.
Skid mounted section power centers will provide power at the necessary voltage. One will be required for a single CM section and two required for a super-section.
Miscellaneous fans will be used to control intake and return air in the working section.
Section 13.4.1 Main Development (Figure 42, Figure 43) and Section 13.4.2 Production Panels (Figure 44, Figure 45, Figure 46, Figure 47 and Figure 48) provide diagrams of a typical section set-up.
| Table 57 | Equipment quantities for panel production and main development |
| Type | Panel Production | Main Development (Single CM) |
Main Development (Supersection) |
|||
|
Drum-type continuous miner (CM) |
1 | 1 | 2 | |||
|
Shuttle cars |
0 | 2 | 4 | |||
|
Continuous haulage |
1 | 0 | 0 | |||
|
Feeder breaker |
0 | 1 | 2 | |||
|
Roof bolter |
0 | 1 | 2 | |||
|
Scoop |
1 | 1 | 1 | |||
|
Power center |
1 | 1 | 2 | |||
|
Auxiliary fan |
2 | 2 | 3 | |||
|
Force fan |
1 | 1 | 2 | |||
13.6.4 Auxiliary Equipment
Auxiliary equipment includes machines such as scoops, personnel carriers, trailers, and miscellaneous small utility equipment. Diesel equipment was not considered for this mine, at the request of BPC. The ventilation design considers the use of recirculated air, making the design less complicated and thus reducing ventilation costs. All equipment is electric/battery powered.
13.6.5 Quarterly/Annual Equipment List
A quarterly and annual sequenced equipment list is provided in.
13.6.6 Ventilation Equipment
Cooling, as well as an elevated ventilation system, is required to provide a compliant atmosphere for operations. This requires a surface refrigeration plant to cool water, which is then piped to both a surface and underground bulk air cooling stations (BAC). These underground BAC positions also serve as recirculation stations to a surface bulk air cooler or underground to bulk air coolers. A surface BAC station is required with a series of fans located on the surface and underground to move the cold air through the mine. Table 58, Table 59, Table 60, Figure 57 and Table 62 present the required ventilation equipment.
| Table 58 | Surface refrigeration plant and BAC |
| Surface Refrigeration Plant and BAC | ||||||
| Category | Quantity | |||||
| Room No. 1 and BAC | Room No. 2 | Room No. 3 | ||||
|
Surface bulk air cooler (BAC) |
1 | |||||
115
| Surface Refrigeration Plant and BAC | ||||||
| Category | Quantity | |||||
| Room No. 1 and BAC | Room No. 2 | Room No. 3 | ||||
|
Surface BAC fans |
4 | |||||
|
Refrigeration machines |
4 | 4 | 4 | |||
|
Condenser cooling tower |
4 | 4 | 4 | |||
|
Evaporator pumps |
3 | 2 | 2 | |||
|
Respray pumps |
2 | |||||
|
Condenser pumps |
5 | 5 | 5 | |||
| Table 59 | Surface cooling tanks |
| Surface Cooling Tanks | Quantity | |
| Warm water return |
1 | |
| Chilled water feed |
1 | |
| Warm water holding |
2 | |
| Table 60 | Underground BAC and recirculation station |
| Underground BAC and Recirculation Stations | Quantity per Station | |
| Respray pumps |
4 | |
| BAC fans |
4 | |
| Pressure reducing station |
1 | |
| Return pumps |
2 | |
| Spillage sump pumps |
1 | |
Table 61 Section fans
| Section Fans | Type | Quantity per Section | ||||
|
UG auxiliary fans |
Panel: First room | Dual 75kW exhaust fan | 2 | |||
| Panel: Remaining rooms | Dual 45kW exhaust fan | 2 | ||||
| Main: Single CM | Single 45kW exhaust fan | 2 | ||||
| Main: Super-section | Single 75kW exhaust fan | 1 | ||||
| Backfill | Dual 45kW exhaust fan | 2 | ||||
|
UG force fans |
Single 22kW blower fan | 1 | ||||
| Table 62 | Main pump station |
| Main Pump Station | Type | Quantity | ||
|
High pressure warm water pump |
VSD | 2 | ||
| DOL | 4 | |||
|
Sump pumps |
2 | |||
|
Warm water return tanks |
2 | |||
13.6.7 Conveyance
The ore will be conveyed to the shaft storage silo via a series of room, panel, and mainline belts.
116
Transfer points between mainline belts will be spaced approximately every 1,500 m. The drive assembly chosen could be used as a tripper or booster drive but has been assumed as an individual drive for conveyor transfers. Table 63 presents the conveyor parameters.
| Table 63 | Conveyor Parameters |
| Parameter | Mainline Belt | Panel Belt | Room Belt | |||
|
Belt width, mm |
1,600 | 1,000 | 1,000 | |||
|
Belt speed, m/s |
2.9 | 2.5 | 2.5 | |||
|
Percent loaded, % (per CEMA) |
86 | 81 | 81 | |||
|
Power, kW |
300, 400, 600, 800 | 300, 400 | 300, 400 | |||
|
Belt storage unit, m of belt |
NA | 317 | 317 | |||
| Alan Bradley PLC Control System | ||||||
| VFD, Specialized for Potash | ||||||
| Electric Winch Take-up | ||||||
Due to the use of air recirculation for ventilation, the requirements for fire prevention and detection are enhanced. Several parameters will be measured along the length of the belt. These include, but are not limited, to the following:
| | Belt slip detection; |
| | Belt alignment devices; |
| | Belt arrestors; |
| | Pulley bearing temperature; |
| | General fire and smoke detection. |
Mainline and panel beltlines will be located in return airways. The temperature of the return airways limits personnel access; therefore, remote monitoring of conveyors will be required. Temporary air changes will be required for extensive work personnel access.
13.6.8 Dry Backfill
To minimize dilution, some mains waste material will be dry backfilled into panels. This will be done via a temporary conveyor belt from the mains to the panel. A belt storage unit will be used for belt take-up and the belt will retreat as the backfilled room becomes full. An underground stacker will distribute the material to obtain a fill factor of at least 50% of each room.
13.6.9 Safety Equipment
Portable refuge chambers will be stationed at all working sections. These units are fitted with an air filtration system and backup air supply.
Self-contained self-rescuers (SCSR) will be issued to all personnel. Additional SCSR caches will be stored underground.
Atmospheric monitoring will be included in travelways and beltlines, as well as strategically placed in intake and return airways.
13.6.10 Underground Communication and Tracking
Fiber optic cable will be installed throughout the mine. Wi-Fi access points will be located throughout main travelways and in active mining or backfilling sections. These access points will read personnel and equipment Radio-frequency identification (RFID) tags and provide real-time tracking of people and machines.
Hand-held mobile phones will utilize the same Wi-Fi access points, creating a network of communication underground.
Traditional phone lines and strategically placed telephones will also be installed as a secondary communication network.
117
13.6.11 Electrical Infrastructure
Electrical power cables will be installed during mining advancement. A system of power centers, switches, and distribution boxes will provide power to equipment at the correct voltage.
The underground electrical distribution system is designed to distribute up to 60 MVA to underground loads. Loads are located a maximum drift length from the shaft of 19.5 km. The underground utilization voltages are 4.16 and 0.48 KV. A distribution voltage of 34.5kV was selected for the following reasons:
| | 13.8 kV is not practical given forecasted power requirement and distance to distant underground substations; |
| | It results in a significantly reduced number of power distribution cables as compared to 13.8 kV which improves system stability; |
| | The small physical space occupied by modern 34.5 kV GIS switchgear compared to non-GIS switchgear makes it feasible to use 34.5 kV GIS equipment underground; |
| | 34.5 kV matches the 34.5 kV power distribution used on the surface; |
| | 34.5 kV is more commonly distributed in Brazil. |
A full load list for underground mining, ventilation and backfill items can be found in APPENDIX 16, alongside the equipment and manpower lists.
13.6.12 Other Infrastructure
Wet salt and potash can become electrically conductive; therefore, the mining equipment and conveyor transfer points will use dry chemical fire suppression systems. Water use for mining operations will be minimal. A water tank will be located near the shaft and will supply water for workshop and construction needs. Potable water will be piped down the shaft and stored in a tank near the shaft.
The quantity of water in the sylvinite and halite seams is unknown. Potash mines are typically dry and minimal dewatering has been assumed; although, an allowance has been included for a dewatering pump station in the event significant water is encountered.
Insulated chilled water pipelines will be installed during mine advancement from the shaft area to the underground BAC stations. Return lines for BAC warm water will also be installed during mine advancement.
Slurry pipe and brine return pipes for backfill operations will be installed throughout the mine.
Compressed air lines will not be required. Any requirement for compressed air will be supplied by local electric air compressors.
A high resistance grounding system (HRG) will be used underground with a dedicated neutral-grounding resistor (NGR) continuity monitor. This will allow for the underground operations to be safe and reliable. The ground fault voltage will be limited dependent on the length of the cabling used throughout the mine.
| 13.7 | Personnel Requirement |
BPCs mining operation management philosophy will be to initially recruit Vale Taquari-Vassouras experienced operators and managers to develop the local labor force, as this potash mine is slated to close around 2026. If necessary, expats could be recruited for training. There will, however, be a learning curve at the beginning of mining due to the project being the first of its kind in the region.
It is anticipated that all operators and maintenance personnel will require training from a third party for this initial learning curve. Details on the training allocations and the effect on productivities can be found in Section 13.5.2.
Due to the Brazil mining regulations limiting underground hours per day to 6 hours, personnel requirements for the mine are based on a three to four shift underground mining system. Five production crews will be used, and one additional crew solely for maintenance. Salaried personnel, such as senior management and engineering staff, will work five days a week.
Production crew manpower requirements are directly linked to the number of miners operating at one point in time and can change considerably over the life of the mine.
13.7.1 Crew Schedule
Figure 60 presents the production and maintenance crew schedules for a four week time frame.
118
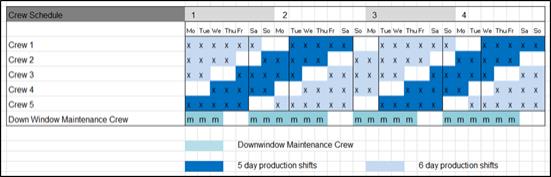
| Figure | 60 Crew schedule |
The production crew schedule considers the following assumptions:
| | Staggered five and six day work weeks per crew; |
| | Five production crews; |
| | Three to four shifts per day; |
| | Scheduled maintenance one hour per production shift |
and
| | Personnel days off change every two weeks by one day. |
The maintenance crew consists of mechanics and electricians, who perform maintenance and repairs on major production equipment and fill the downtime window on three shift production days as a fourth shift. Major repairs will be performed during the production down windows.
13.7.2 Personnel List
Table 64 presents the maximum underground mining personnel requirements in a certain year. APPENDIX 16 shows more detail for the yearly underground mining manpower requirements.
Training personnel have been considered at the start of mining operations.
| Table | 64 Manpower list maximum |
| Manpower List and Salaries
|
Per CM Section
|
Per Shift
|
Max per Period
|
|||
| Management and Supervision | ||||||
| Mine Superintendent | 1 | |||||
| Mine admin Assistant/Clerk | 1 | |||||
| Mine Production Foreman | 1 | |||||
| Shift Boss | 2 | 10 | ||||
| Section Foreman | 0.33 | 4 | 20 | |||
| Maintenance General Foreman | 1 | |||||
| Electrical Foreman | 1 | |||||
| Mechanical Foreman | 1 | |||||
| Maintenance Shift Supervisor | 5 | |||||
| Maintenance Planner/Clerk | 2 | |||||
| Mine Safety Coordinator | 1 | |||||
| Mine Training Coordinator | 2 | |||||
| Mine Trainers | 8 | |||||
| Control Room Operator | 1 | 5 | ||||
| Engineering | ||||||
| Chief Mining Engineer | 1 | |||||
| Mine Planning Engineer | 1 | |||||
| Mine Production Engineer | 1 | |||||
119
| Manpower List and Salaries
|
Per CM Section
|
Per Shift
|
Max per Period
|
|||
| Rock Mechanics Engineer | 1 | |||||
| Ventilation Engineer | 1 | |||||
| Mechanical Engineer | 1 | |||||
| Electrical Engineer | 1 | |||||
| Mine Surveyor | 2 | |||||
| Surveyor Assistant | 2 | |||||
| Mine Technician | 4 | |||||
| Geologist | 1 | |||||
| Grade Geologist | 1 | |||||
| Panel Production | ||||||
| CM Operator | 1 | 8 | 40 | |||
| Haulage Operator | 2 | 16 | 80 | |||
| Support/Utility | 2 | 16 | 80 | |||
| Development Production | ||||||
| CM Operator | 1 | 6 | 30 | |||
| Miner Helper | 1 | 6 | 30 | |||
| Haulage Operator | 2 | 12 | 60 | |||
| Roof Bolt Operator | 2 | 8 | 60 | |||
| Mine Maintenance | ||||||
| Shift Mechanic (Production) | 3 | 15 | ||||
| Shift Electrician (Production) | 1 | 5 | ||||
| Maintenance Crew Mechanic (Production) | 4 | 20 | ||||
| Maintenance Crew Electrician (Production) | 2 | 10 | ||||
| Shift Mechanic (Auxiliary) | 2 | 10 | ||||
| Shift Electrician (Vent and Hoist) | 2 | |||||
| Construction Electrician | 4 | |||||
| Construction Electrician Helper | 4 | |||||
| Machinist/ Millright | 3 | |||||
| Welder | 6 | |||||
| Mechanic (workshop) | 10 | |||||
| Electrician (workshop) | 6 | |||||
| Mine Auxiliary | ||||||
| Auxiliary Equipment Operator | 3 | 15 | ||||
| Backfill | ||||||
| Backfill Crew | 3 | 15 | ||||
| Conveyance | ||||||
| Utility Worker | 4 | 20 | ||||
| Construction Worker | 116 | |||||
120
| 13.8 | Backfill |
Backfilling is advisable for tailings management to decrease or to avoid solid process residues remaining on the surface after mine closure. In addition, backfilling ensures more favorable conditions in terms of geomechanical stability and allows mining subsidence to be decreased and/or the extraction ratio of mined panels to be increased significantly. ERCOSPLANs backfill concept for the Autazes Potash Project was adapted to suit the mine plan developed.
| 13.8.1 | Overview of Backfill Methods |
Backfilling can be conducted using a dry, slurry or paste method.
For slurry backfill, the solid residues from processing (mainly rock salt, minor amounts of insolubles) will first be mixed at the surface with transportation brine in an agitated tank and then hydraulically transported via pipelines through the mine shaft and horizontal drifts to the backfill areas.
The slurry backfill mixture streams into the cavity, where the solid residues separate from the transportation brine. Meanwhile, the solid residues settle in the cavity and the brine flows through permeable dams to the brine collection pond. The brine will be transported back to the shafts via pipelines (brine riser) to the main pumping station and then to the surface, where it will be cyclically used in the slurry process. Part of the brine remains in the deposited residues; therefore, a certain volume of extra brine should be permanently involved in the cycle.
For the dry backfill method, the residues are transported from the surface down to the mine in a closed pipeline (vertical pipes in shafts). Afterwards, material can be delivered under a certain pressure to the cavity where it will be stowed or transported by conveyers, which is more common for flat deposits. Using different types of loaders, the residues will be packed in the respective cavities. The current state of backfilling technology confirms that dry backfilling has very high transportation expenditures and low density of backfilled mass; hence, this method is not considered optimal and has been eliminated.
In paste backfill, a special preparation plant should be installed to enable viscosity and density control as well as minimize the amount of brine placed underground during backfilling. Once tailings have been prepared, material flows through a vertical pipeline underground. Depending on the rate of flow and required transportation distance, an underground pumping station may be required to ensure sufficient pressure through the horizontal piping system that distributes the paste backfill to excavated panels where the residues are.
Dams are used to contain the residues in the excavated panels. There is no significant volume of brine that needs to be pumped back to surface for reuse.
An evaluation has been completed for the slurry and paste techniques, where they have been ranked by technical complexity and expenditures for various stages involved in the backfilling method. A higher ranking means that it is more ideal, whereas a lower ranking is less ideal. Table 65 presents a comparison of slurry backfilling and paste backfilling.
| Table | 65 Slurry and paste backfilling comparison |
|
Item |
Slurry Backfilling | Paste Backfilling | ||||||
|
Expenditures |
Technical Complexity |
Expenditures |
Technical Complexity |
|||||
| Preparation of backfill material | Medium (3) | Low (4) | High (2) | Medium (3) | ||||
| Backfill material transportation system (vertical and horizontal) | Low (4) | Low (4) | High (2) | Very high (1) | ||||
| Room filling technique | High (2) | Low (4) | Very high (1) | Low (4) | ||||
| Dewatering and brine collection/transportation | Very high (1) | Low (4) | Low (4) | Low (4) | ||||
| Achievement of higher density to enable disposal of a bigger amount of residues | Medium (3) | Low (4) | Medium (3) | High (2) | ||||
| Rock mechanical stabilization/secondary extraction | Low (4) | Medium (3) | Low (4) | Medium (3) | ||||
| Subtotal | 17 |
23 | 16 | 17 | ||||
| TOTAL | 40 | 33 | ||||||
The results of the preliminary comparison demonstrate that expenditures and technical complexity/risks are lower for slurry backfilling than for the paste backfilling technology.
121
Based on the provided comparison, the slurry backfilling technology has been selected for engineering work by ERCOSPLAN, because it is a proven technology for the large capacity required by the Autazes Potash Project (more than 3 MTPA) and can ensure project development with lower technical and economic risks.
| 13.8.2 | Technical Parameters for Backfill Operations |
The purpose of the backfill system is to dispose of solid residues from the processing plant and for this, certain input parameters are required. According to these design factors, the dimensioning of the system is carried out.
The most important design criteria, which were developed based on the input data, are provided in this chapter. The full set of design criteria can be found in APPENDIX 19.
The operating schedule for the backfill system (processing plant and mine) has the following parameters:
| | Operating days per year: 365; |
| | Operating days per week: 7; |
| | Operating shifts per day: 4; |
| | Production hours per shift: 6; |
| | Production hours per day: 24; |
| | Production hours per year: 7,620 (the remaining time is planned for maintenance and repairs). |
The chemical composition of the slurry is shown in Table 66.
| Table | 66 Chemical composition of the slurry |
|
Component
|
KCl | NaCl | Na2SO4 | MgCl2 | MgSO4 | CaSO4 | K2SO4 | Insol. | H2O | Total | ||||||||||
| Solids (Mass %) |
2.31 | 79.89 | 0.00 | 0.00 | 1.23 | 9.22 | 1.79 | 5.19 | 0.37 | 100.00 | ||||||||||
| Brine (Mass %) |
13.35 | 15.13 | 0.01 | 0.00 | 0.60 | 0.07 | 0.00 | 0.00 | 70.85 | 100.00 | ||||||||||
| Suspension (Mass %) |
8.14 | 45.69 | 0.00 | 0.00 | 0.90 | 4.39 | 0.84 | 2.45 | 37.59 | 100.00 | ||||||||||
| Density brine (t/m3) | 1.2 | |||||||||||||||||||
| Density solids (t/m3) | 2.2 | |||||||||||||||||||
| Density slurry (t/m3) | 1.5 | |||||||||||||||||||
| Temperature (°C) | 30-50°C | |||||||||||||||||||
The backfill schedule follows the mine plan Revision 7. It has to be stated that only a certain amount of process residues can be handled.
Solid residues dry base (excluding 10% of residual moisture/adherent brine):
| | Approximately 260 t/h solid material (first 13 years of processing plant operation); |
| | Approximately 520 t/h solid material (from year 14 of processing plant operation). |
Brine for mixing unit:
| | Approximately 209 m³/h brine (first 13 years of processing plant operation); |
| | Approximately 418 m³/h brine (after year 14 of processing plant operation). |
Slurry for backfill:
| | 348 m³/h slurry (first 13 years of processing plant operation); |
| | Approximately 696 m³/h slurry (after year 14 of processing plant operation). |
The mass balance of the backfilling surface plant for preparation of slurry material is presented in Table 67.
| Table | 67 Mass balance of backfilling surface plant for preparation of slurry material (after year 14) |
| Mass | Volume | Density | ||||
122
| Solid Waste (Dry)
|
Brine | Subtotal | Solid Waste (Dry/Particles) | Brine | Subtotal | |||||||||
| [t/h] | [m3/h] | [t/m3] | ||||||||||||
| Solid residues | 520 | 58 | 578 | 232 | 46 | 278 | 2.24 | |||||||
| Liquid residues | 0 | 524 | 524 | 0 | 418 | 418 | 1.20 | |||||||
| Total in slurry | 520 | 582 | 1,102 | 240 | 479 | 696 | 1.54 | |||||||
The backfilling operation follows the mine plan as closely as possible. In general, backfilling in a panel starts in the year following the completion of extraction operations in that panel.
Table 68 presents a summary of the available underground volumes.
| Table | 68 Summary of available underground volumes |
| Panel ID (According Mine Plan Revision 7) | Available Underground Volume [m3] |
|
| P01 | 1,811,925 | |
| P02 | 2,007,169 | |
| P03 | 2,023,122 | |
| P04 | 3,503,687 | |
| P05 | 3,569,108 | |
| P06 | 2,567,703 | |
| P07 | 2,040,869 | |
| P08 | 1,822,239 | |
| P13 | 4,038,682 | |
| P14 | 5,163,294 | |
| P15 | 1,854,131 | |
| P16 | 2,646,885 | |
| P19 | 2,142,139 | |
| P20 | 2,179,686 | |
| P21 | 1,412,366 | |
| P22 | 1,455,892 | |
| P23 | 1,246,722 | |
| P24 | 1,523,180 | |
| Drifts (P02,P03,P04,P05,P07) | 990,818 | |
| TOTAL | 43,107,881 | |
| 13.8.3 | Backfill Design |
The chosen backfilling method requires a technical design that includes a backfill plant on the surface and several facilities in the underground. The general technological concept for the backfilling system is illustrated in the process flow diagram, which is presented in APPENDIX 19. The solid tailings are transported from the processing plant to the backfilling plant with a belt conveyor. At the initial stage, for the preparation of slurry material, solid residues are mixed with residual brine from the processing plant. At a later stage, the brine sent to the mixing unit is supplied from the underground main brine pump station. The slurry material is prepared from the solids and brine in the mixing unit. Afterwards, slurry material will be transported through shaft slurry pipes and then flow in the horizontal main and panel slurry pipes to backfill operating zones in rooms mined out panels.
During the period of full production of the backfilling system, backfilling operations are carried out in four panels, but backfilling itself is carried out simultaneously in two panels. At this time, the other two panels are in preparation. Such an approach ensures a continuous backfilling operation, taking into account time required for the construction of dams, pipe flushing and the dewatering of backfill mass. In the rooms, solid particles settle down and form a backfilling
123
mass. Brine then flows out due to gravity into the brine collection drift and dewatering channels, and then into the panel brine reservoir. From the panel reservoir, brine will be pumped using the panel pumps to the main pump station close to the shafts and then to the surface backfilling plant to be recirculated. After the completion of each backfilling cycle, the entire slurry pipeline should be flushed.
13.8.3.1 Productivity
Following the underground extraction schedule and availability of the underground panels, the backfilling system will be implemented in two phases, with values provided in Table 69.
Table 69 Productivity of the backfilling system
| Project | Years | Slurry Productivity | Solid Tailings (Dry Basis) |
|||||
| [t/h] | [m3/h] | [t/h] | ||||||
| Phase I |
1-13 | 551 | 348 | 260 | ||||
| Phase II |
14-23 | 1,102 | 696 | 520 | ||||
13.8.3.2 Layout and Construction
Backfilling operations follow available/extracted panels in accordance with the mining schedule. Technical details of the backfill plant are presented in APPENDIX 19.
The solid residues from the process plant that shall be utilized for the backfilling of underground mine cavities are transported continuously to agitated mixing vessels R01 and R02 of the surface backfill plant. These details of the backfill plant are presented in APPENDIX 19. Here, the tailings are mixed at an approximate ratio of 1:1 by weight with brine that is sent by pumps P04 and P05 (P06 redundant) from brine vessels B01 and B02, where brine from the processing plant, recirculated brine and rinsing liquid from backfilling underground are buffered. Since the brine is expected to be almost free of solids, brine vessels B01 and B02 are not equipped with agitators.
Afterwards, the suspension is transported from agitated mixing vessels with slurry pumps P01 and P02 (P03 redundancy) via the redundantly designed underground backfill pipeline, as conveyable slurry for backfilling, to the prepared panel rooms where it is distributed. After dewatering of the slurry in the rooms, the collected brine is sent back to the surface (refer to Drawing A002 in APPENDIX 19) and re-used for the preparation of slurry.
During the backfill process, surplus brine occasionally accrues and must be disposed of intermittently from the backfill process using pump P07 (P08 reserve) or pump P08 (P07 reserve).
During the first 13 years of backfill operation, the capacity is reduced; therefore, only certain equipment is required. The backfill system is designed for future years of full production, starting mid-life due to the limited number of mined out panels available for starting the backfilling operation during the first half of the mine life. During the backfill period, besides the agitated mixing vessels R01 and R02, brine vessels B01 and B02, as well as P01 and P02 are also operated continuously in parallel.
Due to process-related reconstruction/modification of the pipeline system in the mine, pumps P004 and P005 are operated intermittently.
Since surplus brine accrues occasionally from backfilling, pumps P07 and P08 are also operated intermittently.
The backfill system is designed for full capacity of 696 m³/h (cf. Section 13.8.2). This is also applied for the construction of the backfill plant building.
The LOM backfill schedule is presented in Figure 61.
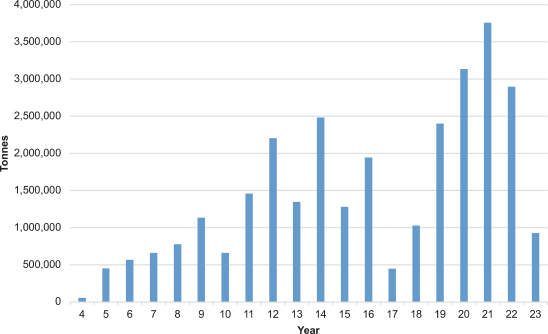
Figure 61 LOM backfill schedule
124
13.8.3.3 Underground Process
The main operations for the panel backfill technology are depicted in Drawing B003 and Drawing B004 in and can be summarized as follows:
| | Preparation of the panels and panel pump station; |
| | Installation of piping equipment and dams in the rooms; |
| | Slurry supply into rooms and advance of filtration; and |
| | Dewatering of backfill and brine pumping. |
Operation for panel preparation can be summarized as follows:
| | Panel safety works (scaling, bolting, etc.); |
| | Pipes support installation; |
| | Drilling of backfilling holes; and |
| | Preparation of dewatering system. |
To maximize the filling ratio, the following measures have been considered:
| | Reduction of the distance between stoppage/filtration dams to the minimum feasible distance: |
| | 30 m in rooms with heights lower than 1.8 m; |
| | 50 m in rooms higher than 1.8 m. |
| | Backfilling operations will be performed simultaneously in two operating zones with three parallel drifts in each zone. The central drift in each operating zone will be equipped with slurry pipes and two adjacent drifts will be filled through the holes, which should be drilled through pillars to the top of the two adjacent rooms (refer to Drawing B003 in APPENDIX 19). Such an approach also enables sustainable operation due the longer availability of backfilling time from one backfilling point and decreases the time for pipe installation. |
| | Direction of the backfilling operations is started from the side of the room with lower elevation in order to make use of the inclination of drifts to maximize the backfilling ratio. |
As soon as backfilling starts in two operating zones, the preparation of the next operating zones in the panel should be started with following works:
| | Installation of pipe support; |
| | Drilling of holes to next rooms; |
| | Construction of filtration dams at the beginning of each room; and |
| | Reassembly of slurry pipes. |
Together with backfilling operations, the stoppage dam should be constructed (retreat direction) and pipeline shortened. Required materials for dam construction and the pipe support system are shown in Drawing B003 in APPENDIX 19. The backfilling process in one operating zone can be alternated between three rooms to enable continuous backfilling in case of problematic dewatering.
The main requirement of the backfilling process for the Autazes Potash Project is to reach the highest possible filling ratio in order to store as much solid residues in the underground voids as possible. More detail on the filling ratios can be found in the full backfill report prepared by ERCOSPLAN, which is presented in APPENDIX 19.
13.8.3.4 General Arrangement
The general arrangement of underground backfilling system is provided in APPENDIX 19, Drawing B002 (WorleyParsons, 2016, /57/).
The main components of the underground slurry backfilling systems are as follows:
| | Slurry transportation system; |
| | Panel pump station; |
| | Return brine transportation; |
| | Main pump station; and |
| | Pumping of return brine to the surface. |
125
13.8.4 Conclusions
Based on the input data regarding mine planning and processing residues, ERCOSPLAN has developed a backfilling system for the Autazes Potash Project using slurry backfill technology. Backfilling technology in potash mining has several specific requirements and general conditions that make backfilling in potash mines completely different from the backfilling technology in the mining industry of other commodities. One of the most significant of these specific requirements and general conditions is that no drilling of backfill holes from the surface down to the potash horizon is possible due to the high flooding risk. Another is that potash is mostly mined in thin or moderately thin layers with complicated geotechnical conditions.
In general, from the technical point of view, slurry backfilling technology can be applied to the Autazes Potash Project and significant amounts of solid residues from the processing plant can be backfilled into the underground voids.
Further iterations of the mine plan in the future should consider the potential re-orientation of some of the panels to assist in optimizing the void filling ratio. Additional recommendations and details are found within ERCOSPLANs backfilling report (2016), which is presented in APPENDIX 19 (WorleyParsons, 2016, /57/).
| 13.9 | Mine Ventilation |
The ventilation and cooling requirements for the Autazes potash deposit in the Amazon Potash Basin have been examined. Bluhm Burton Engineering Pty (BBE) was contracted by BPC to carry out a detailed feasibility level study on the ventilation and cooling requirements of the project over the life of mine (LOM) (BBE, 2015, /6/).
The mine will include a main production shaft and a ventilation/services shaft. The shafts will be required to hoist approximately 8.5 million tonnes of potash annually from the production level 827.75 m below surface (BS) to the surface. The current anticipated life of mine is 23 years.
The full primary ventilation design was modelled in detail with the latest VUMA3D-network software. VUMA3D-network provides an interactive computer simulation of the heat flow and the ventilation system. The objective was to determine the level of ventilation and cooling required to not exceed the design temperature of 30°C wet bulb globe temperature (WBGT) when the CM is cutting (continuous light work) and 26.7°C WBGT when the CM is not cutting (continuous moderate work). The overall ventilation quantity is dictated by the need for dilution of heat from broken and surrounding rock.
The ventilation and cooling requirements are summarized in Table 70.
| Table | 70 Summarized ventilation and cooling requirements |
|
Total Primary Airflow |
1,415 kg/s | |
| Primary air flow from surface |
650 kg/s | |
| Underground recirculation flow |
815 kg/s | |
| Surface refrigeration machines (installed process duty) |
75 MWR | |
| Surface bulk air cooler |
25 MWR | |
| Underground recirculation bulk air coolers (6 off) |
30 MWR | |
| Main fans 3 off |
6 kPa | |
| Main fan station installed power |
5.1 MW | |
| Auxiliary fans motor rating |
3.7 MW | |
| Chilled water sent underground |
600 L/S | |
| Underground cooling water pumps motor rating |
11.0 MW |
Main fans will be located on the surface and will exhaust via the ventilation shaft (upcast shaft). There will be three fan-motor sets installed with all three operating and no standby units.
Mine development and initial production can take place in the early years with only surface refrigeration and air cooling. The surface air cooling will be by means of a horizontal two-stage spray chamber type bulk air cooler with a nominal cooling duty of 25.0 MW; however, as production panels extend further from the shaft bottom, and the number of CM panels increases, underground air cooling will need to be introduced to maintain acceptable workplace temperatures. Later in the LOM, it will eventually be necessary to include controlled ventilation recirculation as part of the air ventilation and cooling systems. The underground air coolers will be in the form of horizontal three-stage spray chambers with nominal design duties of 5.0 MWR (total 30 MWR), but this may vary between the different locations.
The peak power profile indicates that some 40 MW of power will be required from about year 8. The peak make-up water demand is 56 l/s with a maximum system volume of 9,557 m3.
A more detailed ventilation report has been provided by BBE (BBE, 2015, /6/).
126
| 14 | Processing and Recovery Methods |
The requirements for ROM, mineralized material handling, KCl processing, and product storage and loadout are presented in this section. Table 71 presents the work breakdown structure (WBS) of each of the processing plant areas.
Table 71 Work breakdown structure processing plant
| Area | Description | |
| 3100 |
Raw material handling and crushing |
|
| 3200 |
Wet process |
|
| 3300 |
Dry process |
|
| 3400 |
Product loadout |
|
| 3500 |
Tailings processing |
|
| 3600 |
Reagents |
|
| 5000 |
Utilities |
|
| 7200 |
Port |
The metallurgical test work, and the results of the test work on the recovery of KCl, using the hot leaching and crystallization processing methods, is discussed in Chapter 10 Mineral Processing and Metallurgical Testing. In the following sections, the methodology for KCl recovery from the Autazes potash deposit is described including process flow diagrams (PFDs), presented in APPENDIX 20, as well piping and instrumentation diagrams in APPENDIX 21. This information, in conjunction with the processing plant general arrangement (GA) drawings and processing plant 3D models, plans and sections, presented in APPENDIX 22 establishes the basis of the Capital Cost Estimate (CAPEX) and Operating Cost Estimate (OPEX) defined in Chapter 18.
The diagrams, drawings and layouts presented in APPENDIX 20, APPENDIX 21, and APPENDIX 22 were mostly developed by Worley Parsons (WorleyParsons, 2016, /57/), (WorleyParsons and PdB, 2022, /59/) and after required adjustments executed by ERCOSPLAN verified for applying in current report.
| 14.1 | KCl Process Design |
| 14.1.1 | Design Base Parameters |
The Autazes potash processing plant has a nominal capacity to produce 2,160,000 t/a of granular potash product from the Autazes potash deposit. The nominal capacity is based on a mineralization grade of 27% KCl and 7,620 operating hours per year, with an average mining rate of 8,320,000 t/a. The nominal milling rate is 1,092 t/h through two production trains (e.g. 546 t/h per train). The mill operates 24 hours per day.
The main parameters for the process feed material and process output material are shown in following Table 72. The amount and composition for the feed and outputs is given as well as the balance of masses is proven.
Table 72 Amount and composition of main inputs and outputs of MOP production process
| KCl | NaCl | MgCl2 | MgSO4 | CaSO4 | K2SO4 | Insol. | H2O | Sum | [MTPA] | |||||||||||||||||||||||||||||||
|
Ore feed to process |
|
|||||||||||||||||||||||||||||||||||||||
|
[%] |
27.26 | 61.17 | 0.01 | 0.63 | 6.35 | 1.24 | 3.18 | 0.15 | 100.00 | |||||||||||||||||||||||||||||||
|
[t/h] |
297.7 | 668.0 | 0.1 | 6.9 | 69.3 | 13.6 | 34.8 | 1.6 | 1,092.1 | 8.32 | ||||||||||||||||||||||||||||||
|
Net water input (theoretical) |
|
|||||||||||||||||||||||||||||||||||||||
|
[%] |
0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 100.00 | 100.00 | |||||||||||||||||||||||||||||||
|
[t/h] |
0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 57.3 | 57.3 | |||||||||||||||||||||||||||||||
|
MOP product |
|
|||||||||||||||||||||||||||||||||||||||
|
[%] |
95.40 | 4.10 | 0.00 | 0.03 | 0.00 | 0.00 | 0.16 | 0.31 | 100.00 | |||||||||||||||||||||||||||||||
|
[t/h] |
270.4 | 11.6 | 0.0 | 0.1 | 0.0 | 0.0 | 0.4 | 0.9 | 283.4 | 2.16 | ||||||||||||||||||||||||||||||
|
Wet solid process tailings |
|
|||||||||||||||||||||||||||||||||||||||
|
[%] |
3.16 | 75.80 | 0.02 | 0.78 | 8.01 | 1.57 | 3.96 | 6.70 | 100.00 | |||||||||||||||||||||||||||||||
|
[t/h] |
27.4 | 656.4 | 0.1 | 6.8 | 69.3 | 13.6 | 34.3 | 58.0 | 866.0 | 6.60 | ||||||||||||||||||||||||||||||
127
| KCl | NaCl | MgCl2 | MgSO4 | CaSO4 | K2SO4 | Insol. | H2O | Sum | [MTPA] | |||||||||||||||||||||||||||||||
|
Mass balance |
|
|||||||||||||||||||||||||||||||||||||||
|
[t/h] |
0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |||||||||||||||||||||||||||||||
The processing plant design criteria for the Autazes potash processing plant is based on the following parameters:
| | The process design is engineered as inherently safe and compliant with standard industry practices and legal, regulatory, health and safety requirements established by local authorities to maintain a sustainable operation and minimize the risk to the environment, employees, health and safety and the community; |
| | Safety features in the processing plant design include: |
| | Sump pumps; |
| | Dust control system; |
| | Fire protection system; |
| | Safety shower and eyewash stations permanently connected to a source of potable water; |
| | The design is based on a 23 year processing plant life at the nominated operating conditions; |
| | The ROM material is processed by crushing, hot leaching, crystallization and compaction to produce a high-quality granular potash product; |
| | The design factors for each area are presented in Table 73; |
| | The hot leach and crystallization circuits are based on proven experience with widely accepted potash processing methods and proven equipment selection; |
| | The processing plant operating schedule is based on 93.9% equipment utilization operating for 7,620 h/a; |
| | Equipment selection is based on achieving nominal processing plant capacity, consistent product quality (granular KCl) and low capital and operating costs; |
| | The KCl processing circuit, from crushing to product loadout, will be comprised of two operating trains (Trains A and B) to maximize plant utilization; |
| | Test work for hot leaching, crystallization and hot leach residues has been completed; test results described in Chapter 10; |
| | Installed spare pumps are available for critical applications; |
| | Sufficient buffer capacity between the mine and the processing plant has been provided by utilizing emergency ROM and crushed material stockpiles, with provisions for future increases in ROM material storage capacity; |
| | Standardized equipment selections have been made, where possible, to minimize the spare parts inventory; |
| | Equipment selection, plant layout and design is based on fit for purpose approach with low CAPEX and OPEX. |
The tailings management area and deep well brine injection in Area 4000 have been designed and estimated to an AACE Class 4 estimate.
Table 73 Design factors
| Area | Description | Design Factor | ||
| 3100 |
Raw material and crushing |
115% | ||
| 3200 |
Wet process |
115% | ||
| 3300 |
Dry process (excluding dryers) |
100% | ||
| 3300 |
Dry process (dryers and dryer/cooler only)16 |
120% | ||
| 3400 |
Product loadout |
100% | ||
| 3500 |
Tailings processing |
115% | ||
| 3600 |
Reagents |
115% | ||
| 5000 |
Utilities |
115% |
Annual potash production for each of the 23 years of mine life is presented in Figure 62.
| 16 | 20% design factor added for dryers based on recommendation from dryers vendor. |
128
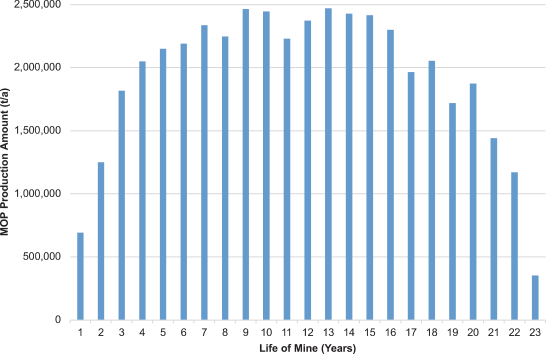
| Figure | 62 Annual MOP production over life of mine |
| 14.1.1.1 | Process Design Criteria |
The Autazes potash processing plant design and equipment selection is based on the parameters summarized in Table 74.
| Table | 74 Design criteria |
| Units | Value | Source | ||||
|
Available annual operating days |
d/a | 365 | ||||
|
Downtime |
||||||
|
Summer shutdown |
d/a | 21 | (WorleyParsons, 2016, /57/) | |||
|
Unscheduled shutdown |
d/a | 6 | ||||
|
Available operating days |
d/a | 338 | ||||
|
Operating availability |
% | 93.9 | ||||
|
Plant utilization |
d/a | 317.4 | (WorleyParsons, 2016, /57/) | |||
| % | 87.0 | |||||
| Process losses |
||||||
|
Loss to tailings |
% | 9.2 | (WorleyParsons, 2016, /57/) | |||
|
Total wet process losses |
% | 9.2 | (WorleyParsons, 2016, /57/) | |||
|
KCl recovery to process dry side |
% | 90.8 | Calculated | |||
|
Average run-of-mine head grade |
% KCl | 27 | Calculated | |||
| % K2O | 17 | Calculated | ||||
|
Potash product grade |
% KCl | 95 | (WorleyParsons, 2016, /57/) | |||
| % K2O | 60 | Calculated | ||||
|
Processing plant feed |
t/a (dry) | 8,320,000 | Calculated | |||
| % KCl | 27 | |||||
|
Processing plant production |
t/a | 2,160,000 | Calculated | |||
| % KCl | 95 | (WorleyParsons, 2016, /57/) | ||||
| 14.1.1.2 | Product Mixing and Specification |
The process design is based on producing 2,160,000 t/a granular product. The specification for the granular product size is presented in Table 75.
| Table | 75 Granular product specification (WorleyParsons, 2016, /57/) |
| Tyler Mesh | Opening | Value | Range | |||
| +3.7 |
6.0 mm | % | 0-5 |
129
| Tyler Mesh | Opening | Value | Range | |||
| +5 |
4.0 mm | % | 20-40 | |||
| +6 |
2.8 mm | % | 40-70 | |||
| +7 |
2.36 mm | % | 65-85 | |||
| +8 |
2.0 mm | % | 85-98 | |||
| +9 |
1.7 mm | % | 95-100 |
The granular size distribution is equivalent to a product size guide number (SGN) of 262. Alternate size specifications can be produced through changes to the compaction screen cloth.
| 14.1.1.3 | Surge Capacity and Loading |
The storage and loading criteria established for the Autazes Potash Project are summarized in Table 76. Two surge piles are provided between the mine and the processing plant to account for mine maintenance downtime, causing pauses in hoisting. The emergency ROM stockpile is sized to accommodate three hours of production and the crushed material stockpile is sized to provide 24 hours of crushed material storage. Space has been provided in the layout to install a future ROM stockpile with five days of storage capacity, equivalent to 161,489 t (124,223 m3). The KCl loading facility has three days storage capacity, equivalent to 21,970 t (19,104 m3).
Table 76 ROM and loadout surge capacity
| Storage | Units | Value | Source | |||
|
Emergency ROM stockpile |
Hoisting hours | 3 | (WorleyParsons, 2016, /57/) | |||
| t | 4,038 | |||||
| m3 | 3,106 | |||||
|
Angle of repose |
Degree | 35 | (WorleyParsons, 2016, /57/) | |||
|
Moisture content |
% | 0.33 | (WorleyParsons, 2016, /57/) | |||
|
Bulk density |
t/m3 | 1.1-1.3 | (WorleyParsons, 2016, /57/) | |||
|
Crushed material stockpile |
H | 24 | (WorleyParsons, 2016, /57/) | |||
| t | 30,884 | |||||
| m3 | 23,757 | |||||
|
Angle of repose |
degree | 35 | (WorleyParsons, 2016, /57/) | |||
|
Moisture content |
% | 0.33 | (WorleyParsons, 2016, /57/) | |||
|
Bulk density |
t/m3 | 1.3 | (WorleyParsons, 2016, /57/) | |||
|
Potash product storage |
day | 3 | (WorleyParsons, 2016, /57/) | |||
| t | 21,970 | |||||
| m3 | 19,104 | |||||
|
Angle of repose |
degree | 32 | (WorleyParsons, 2016, /57/) | |||
|
Moisture content |
% | 0.30 | (WorleyParsons, 2016, /57/) | |||
|
Bulk density |
t/m3 | 1.04-1.2 | (WorleyParsons, 2016, /57/) |
14.1.1.4 Block Flow Diagram
A simplified block flow diagram of the process unit operations is shown in Figure 63.
130
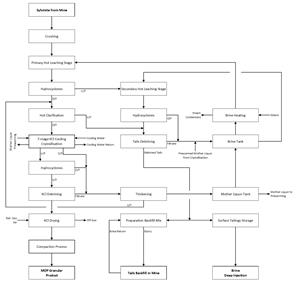
| Figure | 63 Block flow diagram of MOP production process |
| 14.1.2 | Process Description |
The following description outlines the major unit operations to produce 95% KCl granular product, based on the results of the mineralogical test work, design criteria and the assumptions presented in this report.
The six main unit operations for the production of 95% KCl granular product are as follows:
| 1. | Area 3100 Primary Crushing |
| 2. | Area 3200 Wet Processing: |
| | Hot leaching; |
| | Loaded brine clarification; |
| | Crystallization; |
| | Product centrifuging; |
| 3. | Area 3300 Dry Processing: |
| | Product drying; |
| | Product compaction and glazing; |
| | Screening; |
| | Storage; |
| 4. | Area 3400 Product Handling and Storage: |
| | Product storage; |
| | Product conditioning; |
| | Product loadout; |
| 5. | Area 3500 Tailing Management; |
| 6. | Area 3600 Reagents. |
The processing plant is described in detail in the subsequent sections. Each unit operation is described along with corresponding process flow diagrams, which show each stage of process treatment and major equipment.
An overview of the plant layout is shown in Figure 64.
The project potash production schedule, including the volume of waste salt tailings, is presented in following Table 77.
Table 77 MOP product amount and tailings amount over mine of life
| Life of Mine | MOP Product |
Process Tailings | Process Tailings | |||
| [year] | [t] | [t] | [m³] | |||
| 1 |
691,865 | 2,709,821 | 1,693,638 | |||
| 2 |
1,249,935 | 4,722,192 | 2,951,370 |
131
| 3 |
1,817,281 | 6,558,381 | 4,098,988 | |||
| 4 |
2,049,725 | 6,842,339 | 4,276,462 | |||
| 5 |
2,149,151 | 6,298,026 | 3,936,266 | |||
| 6 |
2,189,693 | 7,082,687 | 4,426,679 | |||
| 7 |
2,336,418 | 6,268,295 | 3,917,684 | |||
| 8 |
2,248,605 | 6,466,405 | 4,041,503 | |||
| 9 |
2,463,119 | 6,188,058 | 3,867,536 | |||
| 10 |
2,445,622 | 6,347,559 | 3,967,224 | |||
| 11 |
2,229,296 | 6,555,220 | 4,097,013 | |||
| 12 |
2,373,792 | 6,786,671 | 4,241,670 | |||
| 13 |
2,471,084 | 6,442,508 | 4,026,567 | |||
| 14 |
2,427,788 | 5,884,167 | 3,677,605 | |||
| 15 |
2,416,721 | 5,898,904 | 3,686,815 | |||
| 16 |
2,299,865 | 6,113,412 | 3,820,883 | |||
| 17 |
1,965,686 | 7,013,804 | 4,383,627 | |||
| 18 |
2,053,699 | 6,905,866 | 4,316,166 | |||
| 19 |
1,718,230 | 7,175,096 | 4,484,435 | |||
| 20 |
1,874,608 | 7,195,860 | 4,497,413 | |||
| 21 |
1,441,610 | 4,739,384 | 2,962,115 | |||
| 22 |
1,170,986 | 3,989,414 | 2,493,384 | |||
| 23 |
354,126 | 1,613,021 | 1,008,138 |
| Figure | 64 Plant layout overview |
| 14.2 | Area 3100 Raw Material Handling and Primary Crushing |
| 14.2.1 | Run-Of-Mine Raw Material Handling |
This area consists of:
| | Headframe; |
| | Raw material storage bin. |
The ROM material is hoisted from the underground mine to the surface using two double drum mineral winders. The skip operates at a nominal rate of 1,092 t/h and typically operates 20 h/d to allow for winder maintenance. When it reaches the surface, the production skip discharges the raw material into two 120 m3 surge bins. From here, a conveyor transports the raw material to a raw material belt conveyor chute, from where it is distributed either to the emergency ROM stockpile, or the raw material crushing facility.
As per BPCs instruction, a space has been allocated for the future development of five days of emergency ROM storage adjacent to the crushed material storage building with a capacity to hold 161,489 t (124,223 m3) of raw material.
132
14.2.2 Processing Plant Raw Material Handling
This area consists of:
| | Feeders; |
| | Chutes; |
| | Metal extractor and metal detector; |
| | Belt conveyors; |
| | Emergency ROM stockpile; |
| | ROM stockpile bins; |
| | Front end loaders. |
Raw material from the raw material belt conveyor chute drops through a diverter gate that diverts the raw material onto a conveyor that conveys it to the raw material crushing feed bins 1 and 2, each with a capacity to hold 172 m3 of raw material. Figure 65 shows the configuration of the raw material feed crushing bins 1 and 2.
A metal extractor is installed in the raw material diverter gate chute to remove magnetic debris that may contaminate the material and a metal detector is installed on the raw material storage conveyor to detect metallic materials missed by the metal extractor. The conveyor can be stopped for manual retrieval of metallic materials.
Alternatively, raw material may be routed to an uncovered 3,105 m3 conical emergency ROM stockpile, located southeast of the mine head frame. Figure 66 shows the configuration of the emergency ROM stockpile. The uncovered emergency ROM stockpile provides a three-hour buffer between the mine and the processing plant in the event that both of the mine hoists are down for maintenance.
The ROM material is recovered from the emergency ROM stockpile using two front end loaders, each with buckets capable of holding 24.5 m3 of material, and dumped into ROM stockpile bins 1 and 2 at a rate of 546 t/h, each. Each ROM stockpile bin has a capacity of 1,035 m3. Two feeders, in parallel, feed the ROM material to the raw material storage conveyor (tipper conveyor), which conveys the raw material to raw material crushing feed bins 1 and 2.
Figure 65 Raw material feed crushing bins 1 and 2
Figure 66 Emergency ROM stockpile
133
14.2.2.1 Area 3100 Primary Crushing
The primary crushing area consists of:
| | Raw material crushing feed bins; |
| | Feeders; |
| | Chutes; |
| | Belt conveyors; |
| | Raw material primary crushers; |
| | Diverter gates; |
| | Secondary crushers; |
| | Crushed material stockpile; |
| | Crushed ore reclaimer; |
| | Crushed material bins; |
| | Metal extractor and metal detector; |
| | Crushed material sample. |
The raw material crushing feed bins 1 and 2 each have 172 m3 holding capacity. The raw material from crushing feed bins 1 and 2 discharges onto vibrating raw material feeders into a two-train (Train A and Train B) crushing circuit, each comprised of a primary crusher and two secondary crushers. The four roll primary crushers have 0.61 m diameter x 2.54 m width rolls and they reduce the material to a P80 of 45 mm from 200 mm at a nominal rate of 694 t/h. The crushed material from each primary crusher is conveyed to feeders that discharge into two 1.9 m diameter secondary crushers (cage mill crushers). The secondary crushers further reduce the material to 4 mm at a nominal rate of 347 t/h each.
An overview of the primary and secondary crushers is shown in Figure 67. The crushed material from each train is transported on a single conveyor to two crushed material bins (crushed material bins 2 and 3) that have a volume of 495 m3, which is equivalent to a one hour retention time, or to the crushed material stockpile, which offers up to 24 hours of crushed material storage in the event that the crushers are undergoing maintenance or to support process plant operation during shaft downtime or to smooth out mine throughput.
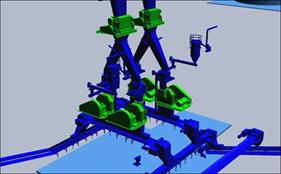
Figure 67 Primary and secondary crushers
Material from the crushed material stockpile is recovered using a portal frame reclaimer and crushed ore reclaim conveyor. The reclaim conveyor is also outfitted with a hopper which can be used in an emergency situation to reclaim material at reduced capacity from the crushed ore stockpile using a front-end loader. The material is dumped into a crushed material bin (crushed material bin 1) with 165 m3 of storage capacity. An overview of the crushed material stockpile is shown in Figure 68.
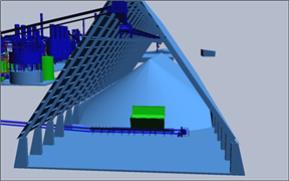
Figure 68 Crushed material stockpile
134
From here, the crushed material is conveyed to the hot leach circuit on belt conveyors. The conveyor belts feeding the hot leach circuit are equipped with a weightometer, a K40 analyzer, a metal detector and a crushed material sampler.
14.2.2.2 Area 3200 Wet Processing
Hot Leaching
In the hot leaching facility, ROM material is combined with hot leaching brine to dissolve the contained KCl in a two-stage arrangement of cascaded agitated leaching tanks. The primary leach stage contains four leaching tanks connected in series, while the secondary leach stage contains two leaching tanks, also arranged in series.
The hot leach circuit consists of two identical trains, Train A and Train B. The description below applies to both trains.
Reheated mother liquor from KCl crystallization, which is undersaturated in terms of KCl, is used as leaching brine. After pre-warming in the mother liquor recycle heat exchangers (surface condensers and barometric condenser) using waste heat from the crystallization circuit, the brine is heated with steam to approximately 115°C in mother liquor heat exchangers.
While the solubility of KCl increases with increasing the temperature of the leaching brine, the solubility of NaCl only increases slightly as the leaching brine temperature is increased; therefore, the majority of the NaCl in the leaching tanks remains in the solid state. Since the Anhydrite (CaSO4) and Polyhalite (K2MgCa2[SO4]42H2O) contained in the material have very low solubility, the majority of these components also remain in the solid state. Other insoluble materials contained in the material remain in the solid residues.
ROM material is fed from the crushing circuit via belt conveyors to the first agitated leaching tank in the primary leach circuit. Hot leaching brine, at approximately 115°C, is also added into the first leach tank. The resulting slurry overflows the first leach tank and flows by gravity to the second, third and fourth agitated leach tanks. The majority of the KCl dissolves from the ROM material in the primary leach circuit.
Slurry discharged from the fourth primary leach tank overflows into a pump box and is pumped to a bank of primary hot leach cyclones. Cyclone overflow contains brine saturated with KCl and NaCl, along with soluble CaSO4 and MgSO4 and small amounts of undissolved solids. The cyclone overflow gravitates to a slime thickener (lamella type thickener) to remove the solids from the brine.
Primary hot leach cyclone underflow proceeds to the first leaching tank in the secondary leach circuit, where it is combined with cold mother liquor and fresh water. Since the KCl concentration in the mother liquor is below saturation, additional dissolution of the KCl solids occurs in the two secondary leach tanks, thereby increasing recovery.
Slurry discharged from the second secondary leach tank overflows into a pump box and is pumped to a bank of secondary hot leach cyclones. Secondary cyclone overflow is combined with mother liquor from crystallization, and filtrate from the tailings belt filter, and is heated to approximately 115°C in the mother liquor heat exchanger. The hot mother liquor is then added to the first leaching tank in the primary leach circuit as leaching brine.
Secondary hot leach cyclone underflow proceeds to, and is deposited onto, the tailings belt filter.
Filtered secondary leach solids (e.g. tailings) are conveyed to the tailings management area, which is described in Section 14.4.
Clarifying
The primary hot cyclone overflow from hot leaching is saturated with KCl and NaCl and also contains a certain amount of solid material, predominantly fine Anhydrite and water insoluble material. In order to feed clear brine to the crystallization circuit, these solids are separated from the primary hot cyclone overflow.
Solids are removed from the saturated brine solution in a lamella style slimes thickener. The thickener feed is flocculated and the solids settle to the bottom of the thickener and are removed in the thickener underflow stream. The thickener underflow stream is pumped to the tailings belt filter, where it is combined with the secondary hot leach cyclone underflow stream. The mixed tailings slurry is debrined and washed with water to displace KCl-laden brine on a belt filter with two stages of counter-current washing. Filtrate and washings recovered from the tailings belt filter are captured in the filtrate receiver and are pumped to a brine storage tank for distribution to the plant. Filtered solids from the tailings belt filter are transferred to the tailings management area by a series of conveyor belts and stackers.
The purpose of brine clarification is to prevent insoluble and hardly soluble material (e.g. Anhydrite) from entering the KCl crystallization circuit; because, these impurities cannot be removed by the addition of water and they could impair the quality of the final KCl product.
KCl Crystallization
The crystallization feed consists of the clarified brine from hot leaching and the underflow from the crystallization plant thickener. The underflow from the crystallization plant thickener contains very fine KCl crystals, which should be returned to the crystallization plant to grow to a recoverable size.
The hot crystallization feed brine is gradually cooled down to a final temperature of about 45°C using a seven-effect crystallizer cascade. Cooling is accomplished using low pressure evaporation. Water is evaporated by applying a vacuum and as a consequence, the brine cools down.
135
KCl crystallizes from the brine as a solid when the brine is cooled down in the crystallizer cascade, because the solubility of KCl is lower at lower temperatures. Since the solubility of NaCl is only slightly temperature-dependent, NaCl will not precipitate as the temperature is reduced; however, fresh water and the condensed vapors must be fed back to each respective crystallization stage to prevent NaCl precipitation due to reduced water volume.
The underflow of the seventh crystallizer stage is sent for de-brining in cyclones and centrifuges to reduce the amount of adherent brine from the solid KCl before it is fed into a rotary dryer.
The generated vapors from the fifth, sixth and seventh stages of crystallization are condensed by means of cooling water within mixing condensers. The vapors from the second and third stages are condensed within surface condensers. Here, cold mother liquor is used as cooling medium. The fourth stage of crystallization requires both surface and mixing condensers. The second crystallizer additionally requires cooling water for an auxiliary surface condenser, since the amount of vapor is too large to be condensed by mother liquor in surface condensers only. The vapor from the first stage of crystallization is condensed within a mixing condenser using the pre-warmed mother liquor from the second crystallization stage.
This configuration uses energy from the vapors to preheat the mother liquor and thereby reduce the quantity of steam required to heat the mother liquor to the final hot leaching temperature.
After KCl crystallization, the cooled brine, which is also called mother liquor, is re-used as circulating brine within the process, e.g. for the washing of solids or reheated as hot leaching brine.
KCl Debrining
Crystallized KCl is withdrawn at the seventh stage of crystallization via the seventh stage underflow.
The crystal slurry is pre-thickened in a hydrocyclone and the obtained underflow is further debrined via product centrifuges. The product centrifuges are used to obtain residual moisture that is as low as possible to economize on natural gas consumption in KCl drying.
The collected overflow from the hydrocyclone and centrate from the product centrifuges are sent to a thickening step in order to remove residual solid particles as efficiently as possible. The overflow from the seventh stage of crystallization also proceeds to this thickener. The purpose of this step is to remove as much solid material as possible from the resulting brine after KCl crystallization before this mother liquor is re-utilized within the process. The solid rich thickener underflow, which contains a large amount of fine solid KCl material, is sent back to the KCl crystallizer where the crystals will grow to a recoverable size.
The overflow from the thickener is transferred to the mother liquor tank. From here, it can be distributed to all envisaged points of consumption.
In principle certain areas of the deposit contain mineralized material with increased soluble magnesium content (as magnesium sulphate). These areas are currently not considered in the mine plan. Magnesium sulphate is a deleterious material to the operation of the crystallizer circuit because it promotes scaling and plugging of the process equipment. Some magnesium species are readily soluble in the hot leach solution. The magnesium concentration will increase as mother liquor from the crystallizer circuit is re-cycled back to the hot leach circuit as leaching solution. In case of high mg contents mother liquor will be bled from the crystallizer circuit to prevent the accumulation of magnesium from increasing to a level that will affect process performance. This bleed stream can be processed to form a sulphate salt called Glaserite (K3Na(SO4)2), which may be sold as a by-product fertilizer, in order to maintain a high potash recovery. Other salts, such as Syngenite or Polyhalite may also form, depending on the specific brine composition.
A process concept including flow sheet had been developed by ERCOSPLAN to process the mother liquor bleed stream and produce Glaserite. Implementation of such circuit is optional in later years of the Project (after presently considered production time of 23 years) if materials with increased amounts of soluble magnesium would be processed.
14.2.2.3 Area 3300 Dry Processing
KCl Drying
The KCl drying system is used to drive residual moisture from the centrifuged product to produce a dry product for compaction and shipping. KCl drying includes all equipment necessary to burn natural gas, contact KCl with the combustion gasses, separate KCl dust from the dryer off-gasses, and treat the off-gasses to be compliant with Brazilian environmental laws.
The KCl drying area consists of the following equipment:
| | Centrifuged KCl bin; |
| | Belt conveyors; |
| | Chutes; |
| | Feeders; |
| | Diverters; |
136
| | KCl product rotary dryers; |
| | Rotary dryer cyclones; |
| | Dust collection system; |
| | Dryer lump reclaim system. |
The KCl compaction circuit consists of two identical trains, Train A and Train B. The description below applies to both trains.
Centrifuge cake from both KCl centrifuges, within a train, is combined on the rotary dryer feed drag conveyor with potash dust discharged from the granular dust and emission control baghouse. Dust from the granular conditioning baghouse contains a large amount of anti-cake amine and de-dust oil due to the proportionally high surface area of fine particles. Anti-cake amine and de-dust oil will reduce the quality of the compacted product; therefore, these reagents must be evaporated from the recycled product using the KCl product rotary dryer. As directed by BPC (WorleyParsons, 2016, /57/), space has been reserved only for KCl filtered storage. Provisions have been also made in equipment stackup for feed and reclaim conveyors for KCl filtered storage. Actual equipment and storage facilities have not been included in initial nor sustaining capital. Operations people can decide to build these facilities if they deem necessary, but their cost has not been capitalized as they are not considered as essential. Provision is made to add reclaimed material from the centrifuged KCl storage pile to the drag conveyor. The rotary dryer feed drag conveyor discharges to a diverter gate from which the centrifuge cake is directed either to the rotary dryer feed screw conveyor or it is transported by the centrifuged KCl drag conveyor to the centrifuged KCl storage pile. When the rotary dryer is off-line, the centrifuge cake will be stockpiled in the centrifuged KCl storage pile to allow the preceding circuits to continue operation while the rotary dryer is repaired. One common centrifuged KCl storage pile will service both Train A and Train B rotary dryer circuits. The centrifuged KCl storage pile has the capacity to hold 3,301 m3 of centrifuged KCl. Figure 69 shows the potential future centrifuged KCl storage pile.
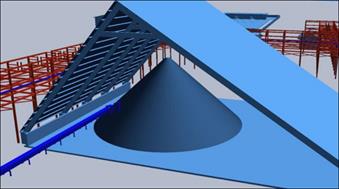
Figure 69 Future potential centrifuged KCl storage pile
The centrifuge cake, containing 4% moisture, is heated to approximately 160°C in a natural gas fired rotary dryer. The rotary dryer is fitted with external hammers to continuously dislodge cemented KCl from the sides of the rotary dryer. Potash is discharged from the rotary dryer through a trommel screen with lifter bars. The lifter bars will raise and drop large potash lumps onto the bottom of the screen in order to reduce the lumps to a size amenable to compaction; however, very large lumps will be raised out of the trommel into a portable storage bin that will be emptied by fork lift. KCl granular product is discharged from the dryer at 0.33% moisture onto the rotary dryer product drag conveyor and is conveyed to the product screening and compaction circuit. Figure 70 shows the rotary dryer.
Rotary dryer off gas may contain fine potash particles, Hydrochloric Acid (HCl), Nitrogen Oxide (NOx) and Sulphur Oxide (SOx). The solid particles are recovered to the underflow of the two rotary dryer cyclones which discharge to the rotary dryer product drag conveyor. Fine KCl dust from the rotary dryer cyclone overflow is captured in the dryer exhaust wet scrubber, which maintains emissions to the environment below the government regulations. Scrubber effluent is directed to the hot leach circuit. Figure 71 shows the rotary dryer cyclones.
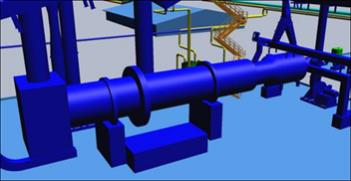
Figure 70 KCl product rotary dryer
137
Figure 71 Rotary dryer cyclone
A basic substance (e.g. lime, caustic soda, ammonium, etc.) must be added to the scrubber liquid to neutralize the HCl generated by thermal decomposition of MgCl2 in the rotary dryer. A low NOx burner has been selected to control the emissions of that pollutant. SOx is generated by the combustion of sulphur within the natural gas. The emission rate of SOx is limited by the installation of a specialized SOx treatment system.
This area is designed to dry the centrifuged KCl at a nominal rate of 163 t/h (dry basis) per train during the years of high product capacity (approximately 2,440,000 t/a granular product).
KCl Compaction
The KCl compaction circuit agglomerates the fine crystallizer product into a saleable size. Compactors are used to produce coarse potash flakes, which are crushed and screened to produce a -6 mm /+1 mm product. The screened product is glazed with water and treated with de-dusting oil and anti-caking amine to improve handling and storage characteristics.
The KCl compaction area consists of the following equipment:
| | Surge bins; |
| | Metal extractors and metal detectors; |
| | Screw feeders; |
| | Drag conveyors; |
| | Belt conveyors; |
| | Product coloring mixers; |
| | Compactors; |
| | Feed bucket elevators; |
| | Double stage four-roll flake breakers; |
| | Primary crushers; |
| | Secondary crushers; |
| | Primary screens; |
| | Secondary screens; |
| | Exhaust wet scrubbers; |
| | Scrubber recycle tanks; |
| | Scrubber recycle pumps; |
| | Dryer exhaust fans; |
| | Product drying stacks; |
| | Fluid bed dryer air filters; |
| | Fluid bed dryer cooler burners; |
| | Fluid bed dryer coolers; |
| | Hot cyclones; |
| | Cold cyclones; |
| | Sump pump; |
| | Glazing screens; |
138
| | Gazing screen over size crushers; |
| | Granular product samplers; |
| | Dust and emission control baghouse; |
| | Dust and emission control fans; |
| | Dust and emission control stacks. |
The KCl compaction circuit consists of two identical trains, Train A and Train B. The description below applies to both trains.
Dried potash from the rotary dryer product drag conveyor is received in the product coloring mixer. Iron oxide powder is added into the product coloring mixer to give a distinct pink color to the potash particles. Potash discharged from the product coloring mixer is discharged to the feed drag conveyor, which supplies the feed bucket elevator. From the feed bucket elevator, dried potash is directed to the feed drag conveyor and distributed to four compactors. A 212 m3 surge bin is provided to accumulate excess product when one of the compactors is taken off line for maintenance and to provide storage capacity for fluctuations in crystallizer production. Figure 72 shows the compactors.
Figure 72 Compactors
From the surge bin, the colored potash is transported by the feed drag conveyor and distributed to four compactors. Fine material from the feed drag conveyor is compacted into potash sheets in one of four 1,150 mm wide roller press compactors. Potash sheets from each compactor are discharged into a dedicated double stage four-roll flake breaker, which breaks the sheets into approximately 15 cm flakes. Each flake stream feeds to a bucket elevator, which discharges onto a vibrating double deck primary screen. Three products are discharged from the primary screen as product oversize, product size and product undersize.
The fines fraction from the primary screen (product undersize) is returned to the feed bucket elevator and re-compacted. The middle fraction (product size) is transferred to the glazing screw conveyor and fluid bed dryer cooler. The product oversize is fed to the primary crusher. Crushed material from the primary crusher is fed to the secondary screen. Three products are discharged from the secondary screen as product oversize, product size and product undersize.
The fines fraction from the secondary screen (product undersize) is sent back to the feed bucket elevator and re-compacted. The middle fraction (product size) is transferred to the glazing screw conveyor and fluid bed dryer cooler. The product oversize is fed to the secondary crusher. Crushed material from the secondary crusher is transferred to the primary screen via the crusher discharge drag conveyor and bucket elevator. Figure 73 shows the primary and secondary crushers.
Figure 73 Primary and secondary crushers
139
Product size material, from the primary and secondary screens, is transported to the glazing screw conveyor via the granular belt conveyor and granular product post treatment bucket elevator. Water is sprayed onto the potash in the glazing screw conveyor to anneal the potash particles to produce a harder, more competent product. The annealed potash discharges into the fluid bed dryer cooler. The temperature of the annealed potash is reduced by evaporative cooling in the fluid bed dryer cooler; evaporative cooling is sufficient to reduce the moisture content of the granular potash to 0.3%. Dust is recovered from the granular product fluid bed dryer cooler off-gas in cyclones in the baghouse. The fluid bed dryer cooler off gas is vented to the atmosphere. Dust recovered by the fluid bed dryer cooler cyclones is added to the advancing flow of granular potash; however, dust recovered in the baghouse is returned to the compaction feed stream. Figure 74 shows the fluid bed dryer cooler.
Figure 74 Fluid bed dryer cooler
Cooled potash discharged from the granular product fluid bed dryer cooler is transferred to the granular product bucket elevator and feeds the granular product glazing screen. Three products are discharged from the granular product glazing screen as product oversize, product size and product undersize.
The fines fraction from the granular product glazing screen (product undersize) are sent back to the feed bucket elevator and re-compacted. The middle fraction (product size) is sampled and reagentized with anti-cake amine and de-dust oil before being transferred on the granular product belt conveyor to the granular product storage pile. The screen oversize is fed to the granular product glazing screen oversize crusher. Crushed material from the crusher is sent back to the feed bucket elevator and re-compacted. Figure 75 shows the glazing screen oversize crusher.
Dust pick-up points are located at all material transfer points. The gas is treated in dynamic wet scrubbers. Scrubber effluent is directed to the hot leach circuit.
This area is designed to compact and glaze the granular KCl product at a nominal rate of 160 t/h (dry basis) per train during the years of high product capacity (approximately 2,440,000 t/a granular product).
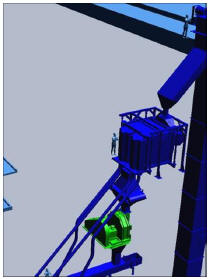
Figure 75 Glazing screen oversize crusher
| 14.3 | Product Handling and Storage |
14.3.1 Area 3400 Product Load Out
This area consists of:
140
| | Granular product storage; |
| | Granular product conditioning; |
| | Granular product loadout. |
14.3.1.1 KCI Granular Product Storage
KCl granular product storage is located in a covered building. Figure 76 shows the product storage and loadout.
The compacted KCl granular product is conveyed to the covered granular product storage building on a belt conveyor, where the granular product storage pile is formed by a stacking tripper car and cascading chute, located at the top of the building. The KCl granular product storage building has the capacity to store the KCl product for three days, with the provision of extending it to five days. The capacity of the KCl granular product storage area is 19,104 m3.
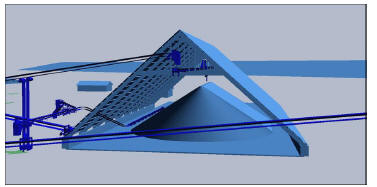
Figure 76 KCl product storage and loadout
14.3.1.2 Granular Product Conditioning
Prior to conveyance of the granular product to the product loadout area, the granular product is picked up by two front end loaders, each with the capacity to hold 24.5 m3 of granular product in their buckets. In the future, depending on the operational needs, a reclaimer can be installed. The granular product is put into two reclaim hoppers, from which they are conveyed through a belt conveyor chute and deposited on a transfer conveyor, which takes the granular product to the screening area. The granular product is diverted onto one vibrating conditioning screen. The output from the conditioning screens goes to either the granular product loadout or the final granular product rejects chute. The rejected granular product is conveyed back to both Trains A and B in the KCl drying circuit.
14.3.1.3 Product Loadout
The product loadout area is a covered building consisting of:
| | Granular product loadout. |
The KCl granular product is brought to the product loading silo by conveyor. The silo has a total storage capacity of 60 m3. The silo is equipped with a sampler and a weighing system, which regulates the amount of product entering the transport trucks.
The granular product is transported by covered trucks to the port. Prior to leaving the processing plant site, the loaded trucks go to a weigh scale, located close to the gatehouse, to be weighed. The trucks are in operation 24 h/d and travel a distance of approximately 12 km to the port. The transportation will be done by electric powered trucks with a total capacity of 30 m³ (15 m³ capacity for each semi-trailer) and equipped with an automated covering system, controlled from the drivers cabin. Up to 10 trucks will be loaded each hour.
This operation is planned to be outsourced to a third company which will be in charge of transportation, maintenance, electrical recharge station, lubricants and includes road maintenance and infrastructure such as workshops, lubricant storage house, warehouse, offices, carwash, etc.
14.3.3 Area 7200 Port
This area consists of:
| | Unloading system; |
| | Product storage; |
| | Ship loading. |
141
When the trucks arrive at the port, which is located adjacent to the Madeira River, they discharge the product into an unloading system, which has a dust emission control system and is located in a covered building to avoid the rain.
The trucks dump the product into the designated granular product storage bin. The storage bins each have the capacity to hold up to 105 m3 of product. From the storage bin, the product is fed to a stacking tripper car by a belt conveyor and discharged through a cascading chute into the product storage pile. The stacking tripper car has a telescopic chute, which is designed to reduce dust emissions and fall speed.
The KCl product storage piles are located in separate covered storage buildings. The KCl storage pile has a capacity of 85,000 m3 (100,000 t), which is equivalent to approximately 14 days of granular potash production.
A portal frame reclaimer
and shift conveyor are installed in the storage building. The KCl product, reclaimed from the storage pile is transported on belt conveyors to the ship loading system. The ship loading systems consists of a series of belt conveyors
and chutes that transport the product to a cascading chute, which discharges the product into the barge. The rate for loading the barges is 2,000 t/h.
14.4 Area 3500 Tailings Processing
After two stages of hot leaching and cycloning, the leached solids, referred to as tailings, are filtered on a horizontal vacuum belt filter. Another waste stream, the slimes thickener underflow, is also filtered on the horizontal belt filter along with the hot leach residue. The filtered solids will undergo two stages of counter-current washing with fresh water to recover soluble potash entrained in the tailings; thereby increasing recovery. The solids discharged from the horizontal belt filter will be conveyed to the tailings management area. Some of the tailings are sent underground and used as backfill in mined out panel rooms while the rest of the tailings are stored permanently on surface.
A filtrate receiver collects filtrate from the horizontal vacuum belt filter. The filtrate receiver drains to a filtrate tank, from where the filtrate is pumped to the brine storage tank for reuse within the processing plant.
Filter cake discharged from the horizontal belt filter is transferred by a belt conveyor to a transfer station, to be conveyed to the tailings management area by the main tailings supply conveyor. A bypass conveyor is provided at the transfer station to re-direct the tailings to the backfill plant, where the tailings are mixed with brine and a binder before being pumped underground and used as backfill. Once the tailings are deposited underground in empty panel rooms, the solids settle and the runoff brine is collected and pumped back to the surface and re-used in the backfill plant. Excess brine which is not required to slurry the tailings from in the backfill plant are pumped to the deep well brine injection circuit to maintain water balance. Details on operation of the backfill plant are presented in Section 13.8.
The main tailings supply conveyor runs to the tailings management area where the salt tailings are deposited, using movable conveyors and stacking equipment, onto a tailings deposit system (tailings pile). There are a total of two tailings piles built over the life of mine. Both piles are built on top of a plastic and clay base liner.
Both tailings piles will be constructed within a short distance from the processing plant. The maximum amount of tailings in storage at any time is 33.8 million m3, which occurs approx. after 20 years of production, after which time, the volume of stored tailings decreases to 1.5 million m3 (approximately 768,000 m3 per pile) of mostly insoluble tails. The tailings management area consists of two tailings deposit sites with a usable battery volume of 24.1 million m³ each.
At start, pre-production waste is brought to the surface and will be deposited onto the first tailings pile. After approx. 13 years when the first tailings pile has reached its design height of 20 m, the stacking equipment is transferred to the second tailings pile and construction will begin on the second pile, where tailings will be deposited for the remainder of the mine life. Each tailings pile will be designed for the following dimensions:
| Length: | 1,200 m (at the base); | |||
| Width: | 1,200 m (at the base); | |||
| Height: | 20 m; | |||
| Pile end slopes: | 11°; | |||
| Usable pile volume: | 24.1 million m3; | |||
| Tailings density: | 1.6 m3/t. | |||
Precipitation falling naturally on the tailings pile will dissolve the stored salts, leaving behind a small quantity of water insoluble material. Bull dozers and tracked loaders, equipped with rippers, will shape the tailings pile to allow the rain to contact and dissolve the salt in the pile. At the end of the tailings pile life after all of the salt has been dissolved, the remaining water insoluble material will be covered first by high density polyethylene (HDPE), followed by an earth fill levelling course and the pile will be revegetated.
The nearly saturated brine draining from the tailings pile will be collected in a 1.2 million m3 combination settling pond/brine collection pond. Suspended solids settle out in the first settling pond and clear brine flows to the inter-connected brine pond. Both tailings systems will have a dedicated 1.2 million m3 settling pond/brine collection pond. The ponds have been sized to accommodate a one in one hundred year rain event.
142
The runoff brine from the tailings pile will contain approximately 300 g/l of dissolved solids. Due to dilution of the brine with rain water falling on the storage pond and collection channels, the brine injected underground will have an average concentration of 260.5 g/l of dissolved solids.
An AACE Class 4 estimate has been obtained for a Zero Liquid Discharge deep well brine injection system, which pumps the brine collected from the tailings pile, underground from 320 m to 400 m into the Alter do Chão Formation aquifer.
Vertical centrifugal pumps will transfer the nearly saturated brine from the brine pond to a brine disposal tank. There will be two brine disposal tanks, one dedicated to each tailings pile. The brine disposal tank feeds three brine disposal pumps (two operating and one standby) and two brine recycle pumps (both operating). The brine recycle pumps have been included to allow for the capability to recycle brine collected from the brine pond back to the tailings pile to further saturate the brine with salt. These pumps will operate on a continuous basis to minimize the environmental impact of tailings storage after the conclusion of mining activities.
The three brine disposal pumps are connected to a piping network constructed from HDPE that connects to seven well pads (injection wells), with five operating and two wells in standby mode. There will be a total of fourteen well pads on site, seven for each tailings pile. The well pads will be located a minimum of 750 m from each other. The brine is injected underground from each operating well pad into the aquifer. The brine disposal pumps will be capable of delivering a design pressure of 483 kPa to each operating injection well. The nominal brine injection volume from each tailings pile is 600 m3/h, or 120 m3/h per operating pump. The design injection rate from each tailings pile is 700 m3/h, or 140 m3/h per operating pump. When both sets of tailings piles are in operation, the total nominal injection rate is 1,200 m3/h. Further details describing the operation of the injection wells are described by SRK Consulting (Canada) (WorleyParsons, 2016, /57/).
It is assumed that the tailings from the processing plant will be suitable for backfilling without any pre-treatment or size-separation. If, after the processing plant is operational it is determined that the tailings contain too much fine material to be acceptable for backfilling, a suitable treatment method will be employed to remove the fines fraction from the tailings before they are used for backfilling.
| 14.5 | General Processing Plant Utilities and Services |
14.5.1 Area 3600 Reagents
The reagents required in the process include HCl, lime, anti-caking amine, dedusting oil, flocculant and product colorant (iron oxide). A vendor supplied flocculant make-up system, complete with flocculant storage tank, will be supplied to service the thickeners.
Reagents will be transported to site by barge or truck in either bulk bags or liquid form. A local haulage company will be employed to haul all reagents according to Brazilian transportation laws and carry necessary tools to contain the reagents in the event of a spill. The bulk bags are stacked in their respective storage areas while the liquid reagents must be unloaded into their respective reagent storage tanks. Reagents received in bags are metered through a metering screw and aspirated with warm water or process brine. Reagent inventories of two to four week supply will be stored on site.
Reagent solutions will be mixed daily for use in the processing plant. The mixed reagent solutions will be stored and distributed to the processing plant from the holding tanks. The design retention time of each holding tank is presented in Table 78.
Table 78 Reagent holding tank residence time
| Description |
Units | Residence Time |
Tank Capacity [m3] each |
|||
| 1 x Liquid amine tank |
day | 4 | 269.3. | |||
| 1 x Granular product anti-caking mix tank |
hour | 1 | 13.3 | |||
| 1 x Dedusting oil storage tank |
day | 7 | 471.2 | |||
| 1 x HCl acid wash tank |
minute | 30 | 35.0 | |||
| 2 x Iron oxide tanks |
hour (each) | 32.6 | 1.5 | |||
| 1 x Flocculant distribution tank |
hour (each) | 12 | 4.0 | |||
| 1 x Calcium oxide (quick lime) tank |
hour | 19 | 150.0 | |||
| 1 x Calcium hydroxide (slaked lime) tank |
hour | 8.4 | 35.0 |
The estimated design reagent consumption rate is shown in Table 79.
143
Table 79 Estimated reagent consumptions
| Reagent |
Units | Estimated Consumption | ||
| Flocculant |
g/t product | 20 | ||
| Anti-caking amine |
g/t product | 250 | ||
| Dedusting oil |
g/t product | 1,400 | ||
| HCl acid |
l/month | per manufacture recommendation | ||
| Iron oxide |
g/t product | 230 | ||
| Calcium hydroxide (slaked lime) |
g/t product | 2.7 |
14.5.1.1 Reagents Mixing and Storage
Flocculant
A flocculant solution (process water and brine) is used to improve settling in the slimes thickeners by gathering insoluble particles into clusters. Dry flocculant powder is metered into an eductor and made to 1.5% strength solution using process water. Positive displacement pumps are used to pump the solution through an in-line mixer where process brine is added to further dilute the concentration to 0.1% concentration before being added to the hot clarifiers.
Anti-Caking Amine
Anti-caking amine is combined with de-dusting oil and is added to the granular potash product to prevent it from caking (agglomerating) prior to being stored on site. Solid amine flake is received on site and dissolved in a vendor supplied make-up unit. Amine solution is mixed into the granular product anti-caking mix tank where de-dusting oil is added. A steam coil maintains the temperature of the granular product anti-caking mix tank at 65°C. The amine/dedusting oil mixture is pumped into the granular product glazing screen discharge chute where it is intimately mixed with the product. A second application is added into the final granular product screen discharge chute before the granular product is dispatched to port.
Dedusting Oil
Dedusting oil is combined with anti-caking amine and is added to the granular potash product to prevent product degradation during on site storage. The dedusting oil is added at full strength and helps suppress dust in the final product. The dedusting/amine mixture is added into the granular product glazing screen discharge chute where it is intimately mixed with the product. A second application is added into the final granular product screen discharge chute before the granular product is dispatched to the port.
HCl Acid
HCl, at 29% concentration, is used for the cleaning process. HCl is delivered to site in 1,000 l capacity totes and is pumped as needed into a fiberglass acid wash tank. Acid is added to the process water until the acid concentration is 4%. The diluted acid is used to remove scaling from crystallization area heat exchangers.
Iron Oxide
Iron oxide is used as a colorant and adds a pink color to the white potash particles discharged from the rotary dryer. Iron oxide is received in bulk bags and manually emptied into the iron oxide weigh bin. A screw conveyor meters the iron oxide to the product coloring mixer, where it is intimately combined with dried potash discharged from the rotary dryer. The combined potash and iron oxide are then transported to the compaction circuit via the feed drag conveyor, to be compacted into granular product.
Lime
Hydrated lime is used for neutralizing dryer scrubber effluent. Off-gas from the potash rotary dryers is routed to wet scrubbers. HCl, at an approximate pH value of 2, is generated in the rotary dryers due to the thermal decomposition of MgCl2. Transfer of this acidic effluent to the hot leach section is detrimental to the hot clarifiers. Hydrated lime is used to neutralize the HCl generated in the scrubbers.
Lime is received on site as calcium oxide (CaO, also referred to as quick lime) by tanker truck and unloaded into a storage bin. The quick lime is withdrawn from the bin and slaked to hydrated lime (Ca(OH)2) with a concentration of 22.9 wt% solids. The hydrated lime is stored in an agitated tank from where it is pumped to the scrubber circuit to neutralize the HCl.
Plant Water Distribution
At the processing site, the industrial and process water is designed to be supplied by ten deep wells (eight operating and two standby). Water for the processing plant use is supplied by three submersible deep well water pumps. Water discharged from the deep well water pumps is routed to two 8,130 m3 raw water ponds. The raw water ponds supply water to the processing plant site and distribution can be classified into three general systems:
| 1. | Fire water; |
144
| 2. | General service water, including raw water, mine cooling water and process water; |
| 3. | Sealing (gland) water. |
The following pumps draw water from the two raw water ponds:
| | One centrifugal fire water pump (electrical motor); |
| | One centrifugal fire water pump (diesel engine); |
| | One centrifugal fire water jockey pump (electrical motor); |
| | Two centrifugal raw water distribution pumps; |
| | Two centrifugal process cooling water make-up pumps; |
| | Two centrifugal process water pumps; |
| | Two centrifugal mine cooling water make-up pumps; |
| | Two centrifugal sealing water distribution pumps. |
The pump suction lines for the pumps listed above, with the exception of the fire water pumps, are situated approximately 0.4 m above the bottom of the raw water ponds. The pump suction for the three fire water pumps is located near the bottom of the raw water ponds. In this manner, the volume of water below the service water pump suction lines is allocated for fire protection. The combined volume of the two raw water ponds is 15,600 m3, of which 1,200 m3 is reserved only for fire service.
An estimate of the raw water consumption is presented in Table 80.
Table 80 Raw water consumption
| Usage | Units | Continuous Flow |
Continuous and Intermittent Flow |
|||
|
Sealing water |
m3/h | 20 | 20 | |||
|
Process cooling water make-up |
m3/h | 188 | 177 | |||
|
Process water |
m3/h | 617 | 115 | |||
|
Mine cooling water make-up |
m3/h | 138 | 180 | |||
|
Other |
m3/h | 83 | 100 | |||
|
Total deep well raw water |
m3/h | 1,046 | 1,204 | |||
| 14.5.1.2 Gland | and Cooling Water |
Gland water serves as coolant and lubricant for the shaft packing seals on various pumps. Gland water is distributed by two multi-stage centrifugal pumps (one operating and one standby). An average gland water consumption of 20 m3/h is assumed. The process cooling water make-up pumps supply water to replenish evaporation losses from cooling towers and water that is bled from the circuit to remove contaminant build-up. An average cooling water consumption of 177 m3/h is assumed.
| 14.5.2 | Dust and Emissions Control |
Potash and salt dust is generated in the crushing, drying and product handling sections; it is necessary to limit dust emissions to achieve an acceptable working environment and to meet the Brazilian government regulations. The processing plant will utilize wet scrubbers and bag houses to prevent dust from being discharged to the environment.
14.5.2.1 Dust Collection System
Dust collection is achieved by including dust pickup points at all material transfer points in the crushing and product handling areas, including conveyors, bucket elevators, drag conveyors and screens. Material free-fall transfer points are designed with the lowest possible vertical drop to prevent product breakage. Dust containment is achieved by ensuring the material handling equipment and material transfer points are sealed or enclosed. Bag-houses, utilizing pulse jet dust collectors, are used to capture the dust and the cleaned air is exhausted to the atmosphere through emission control stacks. Dust captured in the bag-houses is recycled back into the processing plant, utilizing screw conveyors. The specified level of the dust discharged from the dry bag type dust collectors is 0.015 g/standard m3 air.
Dry dust cyclones and Venturi-type wet scrubbers are used to remove dust discharged from the rotary dryers. Dry dust cyclones and dry bag type dust collectors are used to remove dust discharged from the granular product fluid bed dryer cooler. Dust collected by these cyclones discharge through a rotary valve and are then recycled back into the processing plant, utilizing screw conveyors. The specified level of the dust discharged from the Venturi-type wet scrubbers is 0.15 g/standard m3 air.
145
The estimated air flow discharged from the dust control systems is summarized in Table 81.
| Table | 81 Estimated nominal dust control air flow rates |
| Reagent | Units | Air Flow Rate | ||
| Area 3100 train A baghouse |
Am3/h | 107,042 | ||
| Area 3100 train B baghouse |
Am3/h | 107,042 | ||
| Area 3300 train A baghouse |
Am3/h | 46,881 | ||
| Area 3300 Train B baghouse |
Am3/h | 46,881 | ||
| Area 3400 baghouse |
Am3/h | 46,881 | ||
| Area 3300 train A Venturi scrubber |
Am3/h | 124,744 | ||
| Area 3300 train B Venturi scrubber |
Am3/h | 124,744 | ||
| Area 3300 train A fluid bed bag house |
Am3/h | 96,216 | ||
| Area 3300 train B fluid bed bag house |
Am3/h | 96,216 |
| 14.5.3 | Compressed Air |
Compressed air, for use in the processing plant, is supplied via a compressed-air distribution network by two 55 kW air compressors (one operating and one standby). All compressors are located in a utility room with outside air drawn through filters. Compressed air from the air compressors is discharged into a single 2 m3 air receiver. The wet air from the receiver is distributed as plant air. Two refrigerant air dryers are provided for the instrument air. Dried air instrument air is stored in one dedicated instrument air accumulator. There are no compressors supplying compressed air to the underground mine.
| 14.5.4 | Plant Instrumentation and Process Control |
The process control system (PCS) is located in the central control room, adjacent to the dry end of the process in the plant. An operator room is located within the central control room and is comprised of three operator workstations, each with 40 inch monitors and an engineering workstation with a dual 24 inch monitor. Facing the operator workstations, are three 50 inch flat screen monitors; one displays process alarms and two are dedicated for closed-circuit television (CCTV). Within the central control room is an engineering room, containing a dual 24 inch monitor and a process historian. The central control room contains an equipment room, two PCS cabinets and one network cabinet. In addition, there are two CCTV cabinets and one Information Technology (IT) cabinet in the equipment room.
The fiber network is star topology, which connects the PCS controller to the field input/output (I/O) cabinets within the mine and processing plant. Each IP 66 rated field I/O cabinet contains suitable input/output cards and redundant processors. Field devices are hardwired to the field I/O cabinets and communicate via the fiber network to the PCS. Analog field devices use 4-20 mA protocol with HART communication protocol and convert to digital signal in the field I/O cabinets.
Stop/start and emergency stop stations are hardwired to the motor control centers. The balance of the low voltage motor I/O are hardwired to the PCS. Each motor control center has individually dedicated smart relays, communicating via digital Profibus to the PCS over fiber optic cables. Profibus protocol is used for belt scales and may potentially expand to reduce field I/O on similar vendor packages. The processing plant and mine I/O are comprised of 10,000 I/O, split between analog and digital. The system selected, operating on a high speed network, delivers the necessary automation performance both now and in the future. Lock outs are available at each motor for maintenance purposes.
| 14.5.5 | Plant Instrumentation and Process Control |
The process control system (PCS) is located in the central control room, adjacent to the dry end of the process in the plant. An operator room is located within the central control room and is comprised of three operator workstations, each with 40 inch monitors and an engineering workstation with dual 24 inch monitors. Facing the operator workstations, are three 50 inch flat screen monitors; one displays process alarms and two are dedicated for closed-circuit television (CCTV). Within the central control room is an engineering room, containing dual 24 inch monitors and a process historian. The central control room contains an equipment room, two PCS cabinets and one network cabinet. In addition, there are two CCTV cabinets and one Information Technology (IT) cabinet in the equipment room.
The fiber network is star topology, which connects the PCS controller to the field input/output (I/O) cabinets within the mine and processing plant. Each IP 66 rated field I/O cabinet contains suitable input/output cards and redundant pro
146
cessors. Field devices are hardwired to the field I/O cabinets and communicate via the fiber network to the PCS. Analog field devices use 4-20 mA protocol with HART communication protocol and convert to digital signal in the field I/O cabinets.
Stop/start and emergency stop stations are hardwired to the motor control centers. The balance of the low voltage motor I/O are hardwired to the PCS. Each motor control center has individually dedicated smart relays, communicating via digital Profibus to the PCS over fiber optic cables. Profibus protocol is used for belt scales and may potentially expand to reduce field I/O on similar vendor packages. The processing plant and mine I/O are comprised of 10,000 I/O, split between analog and digital. The system selected, operating on a high speed network, delivers the necessary automation performance both now and in the future. Lock outs are available at each motor for maintenance purposes.
| 14.6 | Future Test Work |
A certain level of metallurgical test work has been conducted to date on borehole samples from the Autazes potash deposit. Hot leach test work results were issued in a report titled Hot Leaching/Cooling Crystallization Test Work Report on June 26, 2015 done by ERCOSPLAN (WorleyParsons, 2016, /57/). The material used for the test-work contained considerable soluble magnesium (1.77% MgSO4), which will not be encountered during the 23 years of life of mine. Further metallurgical test work on representative drill cores of the ore body that will be mined, is required to allow for the confirmation of equipment sizing and performance characteristics. Two types of future test work are recommended before the detailed engineering phase of the Project commences; test work that is essential to have and test work that is optional. While the optional test work, if not done, will not put the Project in jeopardy, it may represent a lost opportunity to utilize smaller equipment, as more robust engineering factors are required in the absence of this test work.
| 14.6.1 | Essential Metallurgical Test Work |
| | Hot leaching, brine clarification and crystallization test work on representative low grade and normal grade low magnesium material samples from the Autazes potash deposit that will be processed, is required. Crystallizer vendors have to determine vessel size and verify brine chemistry. This testing is required to determine the metallurgical response during the years that have the greatest effect on Net Present Value and to prove that an acceptable product can be produced regardless of ore grade; |
| | Thickening test work to size the lamella thickeners that will be used to remove solids from the hot leach brine. This work is required to ensure that the crystallizers will be fed with solids free brine, otherwise the carried over solids could reduce KCl content the product crystals resulting in low grade product. |
14.6.2 Optional Metallurgical Test Work
| | Hot leach test work to determine the optimum particle size for hot leaching. Currently, the P100 particle size for hot leaching is 4 mm. A larger particle size may be possible, which would reduce crushing requirements. If this test work is not done, an opportunity may be lost to reduce both CAPEX and OPEX in the crushing circuit; |
| | Particle size analysis of the tailings that will be fed to the tailings plant, in order to size the backfill equipment. Because backfilling is not scheduled until the fifth year of plant operation, operating data can be obtained during the first four years of process plant operation to determine whether a de-slime cyclone is required prior to the back fill plant to remove unwanted fines from the backfill; |
| | Crushing test work to size the primary double roll crushers and the secondary cage-mill crushers. This test work will be done to ensure the crushing circuit will be able to process the design ore throughput and not be a production bottle neck. If it is not done, then the design factor for the crushing equipment will be increased from 115% to 125% to account for assumptions that were made on equipment selection size during the BFS stage; |
| | Pilot plant filtration testing to size the horizontal belt filters. This test work will be done to complement the existing batch filtration tests and verify that the fine hot leach residue can be processed on belt filters and that the adherent brine be recovered. If it is not done, then the design factor for the filtration equipment will be increased from 115% to 125% to account for assumptions that were made on equipment selection size during the BFS stage. Also, appropriate high pressure washing equipment will be specified during the design phase to wash the filter cloth in the event that it plugs with clay; |
| | Compaction plant testing to confirm size and number of compactors, crushing and screening equipment. This test work has to verify the current compaction flowsheet is sized correct; |
| | Tailings characterization and stackability test work. This test work will confirm that high tailings piles can be produced that will not slump; |
| | Drying plant test work to confirm dryer size and determine dedusting equipment. If the test work is not done, there is potential of a missed opportunity for a smaller dryer size; |
147
| | Material flow characteristics for material and product handling will ensure there will be no product build up in chutes. |
| 14.7 | Conclusions |
| | Hot Leaching and crystallization are a proven methods for recovering KCl from potash material for the Autazes Potash Project. Different flotation test works could not prove an acceptable recovery rate and product purity; |
| | Design factors put into equipment sizing will allow a nominal production capacity of 2.16 MTPA and a design capacity of up to 2.44 MTPA; |
| | There is a potential for recovery loss on the tailings belt filters through solution losses, caused by insoluble material blinding the filter. Proper filtration testing is required to determine if blinding will be a problem and to determine the wash ratio required to minimize soluble losses; |
| | The crushing, drying and compaction circuits are of robust design based on proven design but could be optimized during further design stages; |
| | No crystallization testing has been conducted to verify the predicted brine chemistry. Crystallizer pilot plant testing will bring positive impact for the next project phase. |
| 14.8 | Recommendations |
| | Metallurgical test work, as described in Section 14.6, should be conducted. It is of paramount importance to obtain a sufficient amount of representative sample so the required testing listed can be conducted; |
| | Metallurgical test work must be completed to determine the process response to the various different types of feed material that may be encountered over the life of the mine; |
| | Horizontal belt filter pilot plant testing of the combined secondary hot leach cyclone underflow and slimes thickener underflow is required to confirm that high recovery of soluble potash can be achieved; |
| | Confirm hot leach recovery for lower grade material that will be mined for the first three years so that potash production can be accurately forecast for these years; |
| | A Reliability and Maintenance (RAM) analysis is recommended to be completed for the next phase of this project for all single pieces of equipment upstream of a multiple of parallel processing units. The upstream single piece of equipment represents a point of failure that can prevent plant availability targets from being reached; |
| | A HAZOP analysis is required to be completed for the next phase of this project to determine whether metal detectors and extractors are required at the feed to the crushers to prevent pieces of broken processing equipment from causing damage to the crushers; |
| | A trade-off study comparing the cost of including power factor correction equipment in the main substation versus the net savings that result in power and equipment cost is recommended, given the reliance on electrical power as the primary energy source for the system. Power factor correction equipment such as Static VAR Compensators (SVC) reduces current levels and associated losses. They also reduce current levels on the electrical utilities incoming power line and are sometimes mandated by the utility; |
| | A trade-off study optimizing the processing stages reducing the equipment cost and rising the reliability is recommended during further design stages. |
148
| 15 | Infrastructure |
The Project infrastructure facilities include the following areas:
| | Mine site facilities; |
| | Processing plant site facilities; |
| | Port site facilities; and |
| | General infrastructure. |
This section describes the scope of the various buildings, infrastructure and facilities.
| 15.1 | General Infrastructure |
| 15.1.1 | Mine, Processing Plant and Port Plot Plan |
The mine (surface), processing plant and port plot plan is presented in APPENDIX 23.
The diagrams, drawings and layouts presented in APPENDIX 23 were mostly developed by Worley Parsons (WorleyParsons, 2016, /57/, WorleyParsons and PdB, 2022, /59/) and after required adjustments verified for applying in current report.
| 15.1.2 | Geotechnical Data |
In 2016, BPC contracted Prosonda Fundações (Prosonda Fundações, 2015, /43/) to undertake a geotechnical drilling program to evaluate surface and subsurface soil conditions at the mine headframe, processing plant and tailings management. Due to a relocation of the port site in August 2016, to avoid impacting a potentially sensitive archeological site, it is recommended to undertake a further geotechnical drilling program at the new determined area.
The drilling program was comprised of percussion drilling, which was capable of Standard Penetration Tests (SPT), as well as collecting representative soil samples from different soil layers. Borehole depths ranged from 10 m to 35 m at the mine headframe and processing plant sites. The locations of the boreholes are provided in Figure 77. Percussion drilling techniques were used to undertake SPT at 1 m intervals, which provides an in-situ indication of the relative density of the soil deposits. The results of the SPT correlated with the soil parameters obtained from the Shelby tube sampling program.
Shelby tubes were pushed at 1 m intervals in undisturbed soil, using a percussion drilling auger. The soil captured in the Shelby tubes was submitted to a laboratory for analysis. The laboratory analytical results were used to establish the soil parameters for the design of the processing plant foundations and the tailings management facilities.
Table 82 presents the allowable bearing capacity, end bearing and shaft friction values for the design of shallow foundations and precast concrete piles for the processing plant and mine (surface) respectively.
149
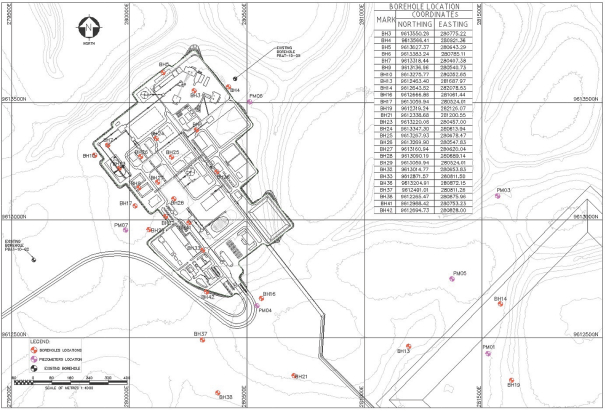
| Figure 77 | Boreholes locations for processing plant site and mine shaft site geotechnical investigations |
| Table 82 | Preliminary soil parameters for processing plant foundation design (1)(2) |
| Elevation (m) |
Main Soil Type | Soil Unit [kN/m3] |
Short Term Parameters | Shallow Founda- tions |
Deep Foundations (Precast Concrete Piles) |
|||||||||||
| Undrained Shear [kPa] |
Angle Of Internal Friction [Degrees] |
Cohesion [kPa] |
Allowable Bearing [kPa] |
Allowable Skin Friction (3)(4)(6) [kPa] |
Allowable End [kPa] |
|||||||||||
| >37 to 35 |
Sandy clay with silt | 18 | 25 | 0 | 60 | 10 | 0 | |||||||||
| 35 to 32 |
18 | 45 | 15 | 0.2 | 115 | 18 | 0 | |||||||||
| 32 to 25 |
18 | 50 |
15 | 0.2 | 180 | 20 | 225 | |||||||||
| 25 to 16 |
Clayey silt, sandy silt with clay, clayey sand with silt |
19 | 60 | 15 | 0.2 | N/A | 24 | 265 | ||||||||
| 16 to 8 |
19 | 40 | 15 | 0.2 | N/A | 16 | 175 | |||||||||
| 8 to 3 |
19 | 135 | 15 | 0.2 | N/A | 54 | 600 | |||||||||
| (1) | Consider the groundwater level at ground surface. |
| (2) | Assumes organic soils have been removed. |
| (3) | A factor of safety of 2 has been applied to these values. |
| (4) | For compression and tension. |
| (5) | Neglect for tension. |
| (6) | Consider an allowable skin friction of zero for the upper 2 m soil thickness (example: Pile head at elevation 32 m, then allowable skin friction is zero from 32 m30 m). |
| (7) | In order to include allowable end bearing in the design of piles, the minimum embedment depth should be 5 m. |
150
Based on the boreholes logged by Prosonda Fundações (Prosonda Fundações, 2015, /43/, WorleyParsons, 2016, /57/), the generalized stratigraphy consists of organic soils overlying residual clay soils overlying highly weathered lateritic soils to the depths investigated. Approximately 1 m of organic soil is present across the site extending from the ground surface. The organic material will be removed during the early stages of construction.
Two distinct geological formations underlie the organic soils. The Solimoes Formation underlies the organic soils and generally comprises greyish to reddish residual clay soil. The clay is generally high plastic with trace fine grained sand, some silt, has a firm consistency and is damp to wet. The Solimoes Formation is up to about 10 m thick and overlies the Alter do Chao Formation.
The Alter do Chao Formation comprises a sequence of sandstones and mudstones with a conglomeritic fraction. The weathering and leaching action has created a thick altered (lateritic profile) layer that extends below the depths investigated (approximately 30 m below ground surface). This layer exists across the site. In general, these soils are red, low to high plastic clays with fine grained sand, some fine to coarse grained gravel, trace silt, with a firm to very stiff consistency and moist condition.
Water levels measured ranged from 14.9 m to 21.7 m below surface.
15.1.3 Bathymetric Study
A bathymetric study was conducted by MI Engenharia (M.I. Engenharia, n/d., /38/) to define the contours of the river bed close to the proposed location of the floating marine facility. The results of this study indicated the depths of the river at different locations and allowed the selection of the best location and loading positions for the barges.
The location of the floating marine facility was defined based on the following criteria:
| | Bathymetry of the riverbed and topography of the land specifically the elevation above flood levels; |
| | Annual maximum and minimum water levels due to dry and wet season variations; |
| | Predicted flow rate data at various river locations; |
| | Meander and geography of the river. |
The location of the floating marine facility is based upon the mine location and access, land usage, environmental considerations and the bathymetry in that location. The upland and offshore mooring point locations are based on the bathymetric study for the water depths and the geological and geotechnical information. The design criteria for the marine facility are described in Section 15.8 of this Technical Report.
15.1.4 Earthworks, Roads, Parking and Site Drainage
15.1.4.1 Earthworks
The areas that encompass the mine site, processing plant site, tailing management area, road access, construction camp site, port and all service facilities will be cleared and grubbed of trees, shrubs, and large boulders then rough graded and ditched prior to construction.
Topsoil, root mat, peat and organics in areas where buildings, roads, yards and services are to be constructed will be removed and where practical, the top soil is stockpiled.
The finish grade elevation is generally 1 m below the existing ground level to account for the low bearing capacity of the upper soil layer. Yard finish grading is maintained at a minimum of 200 mm below adjacent floor slabs, with local ramps provided at doorways, as required.
Yard grading has a minimum finish grade slope of 2% away from structures. The side slope for permanent earth works is 2H:1V and 3H:1V for the ponds.
All earthwork designs for the ponds and the tank farm are designed to balance cut and fill. The main source of granular material is located approximately 5 km south of the processing plant site. The inventory of granular material at this location is adequate to satisfy the requirements of the Project.
For development of the earthworks design for this Project, the database topography, Universal Transverse Mercator SAD/69 UTM 21S system was used. The database topography, in Universal Transverse Mercator SAD/69 UTM 21S system, was provided by BPC (WorleyParsons, 2016, /57/) and shows 1 m x 1 m distance contours line.
The earthworks design is composed of:
| | Terraces in which the industrial support and administrative facilities will be implemented for the mine shaft, processing plant and port sites; |
| | Secondary roads to interconnect the facilities areas; |
| | Main road access to interconnect the port and the processing plant; and |
| | Cut and fill slopes. |
151
15.1.4.2 Access Roads, Parking and Transportation
Access to the processing plant site is via the existing access road that connects the plant to the port and avoids land not owned by BPC. This asphalt concrete paved road needs to be upgraded and expanded. It is designed to accommodate traffic for truck transportation of product from the processing plant to the port and light vehicles and trucks during the construction and operating phases. Prior to the installation of tailings pile Cell 2, the existing road will be reconfigured to detour around the future location of Cell 2, a distance of approximately 1.9 km. Figure 78 shows the route, highlighted by a green line, for the access road from the processing plant and mine to the port.
A network of new paved roads connects the port to the storage area in the port, the plant site, tailings area management, mine shafts terrace, deep well sites, construction camp site and others areas of the Project. The new access paved road from the existing road to the gatehouse at the processing plant is approximately 2.6 km.
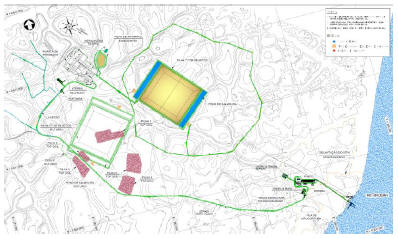
Figure 78 General master plan of the Autazes Potash Project permanent installations (WorleyParsons and PdB, 2018, /58/)
Generally, the base of all roads is constructed from locally borrowed material with a thickness varying from 200 mm to 300 mm and with a granular surface of 150 mm or 100 mm for main access and processing plant access roads, respectively.
Roads are designed with a maximum grade of 10% and a maximum cross slope of 2%.
The upgraded gravel road between the processing plant and the port has a total length of approximately 10.6 km (8 m of existing road and 2.6 km of new access), with a 7 m travel width, 1.5 m of coasting and 1.2 m of drainage width gutters on each side. The overhead power distribution line, that supplies power to the port site, runs parallel to the road.
Other access paved roads are double lane with a 7 m travel width. The processing plant roads are generally constructed of gravel.
The estimated traffic on the road from the port to the processing plant is 500 vehicles daily. The road will be built as per the National Department for Infrastructure and Transportation (DNIT-Brazil) Class II Standard (WorleyParsons, 2016, /57/) The basic characteristics of the designed road are as follows:
| | Total length: 10.6 km (from the port gatehouse to the processing plant gatehouse); |
| | Truck capacity for product transportation: 35 t; |
| | Paving in concrete asphalt: primary coating. Parking lots have been allocated adjacent to the administrative offices, control room, laboratories at the processing plant site, mine headframe and at the port entrance gate and are sized according to the anticipated number of employees at each site. Parking has also been allocated for buses near the bus stop and for transport trucks at the port. |
15.1.4.3 Site Drainage
Cut off ditches divert storm water runoff upstream of the mine headframe and processing plant site area and convey the uncontaminated water to natural streams.
A drainage system collects contaminated surface runoff at the processing plant site and conveys the water to a storm water pond. This water is recycled to the processing plant.
The site drainage design incorporates regional frequency and intensity duration rainfall data, to determine peak storm runoff flows and volumes.
The processing plant site ditches are designed to handle flow of 197.5 mm/h from a 30 minute, one in fifty year storm event. The storm water ponds and evaporation pond are capable of storing runoff from a one in 100 year, 24 hour storm event.
152
A subsurface drainage system collects water from the base of foundations and leakage from trenches, by means of perforated pipes. The water is directed to manholes provided for this purpose. The subsurface drainage network collects and conveys uncontaminated flow to the storm water pond.
The same concept has been used in the port site with two run-off ponds located on each side of the storage building area.
The drainage design of the access road considers the area of the drainage basin, to determine the size of culverts and amount of discharge. The drainage design has 0.5% slope that directs water flow into concrete channels. The entire volume of water is forwarded to the run-off ponds in order to ensure an environmentally friendly discharge.
The run-off pond is clarified by natural sedimentation and restricts the deposition of solid particles to the environment by reducing the velocity of the flow. The collected water runs through the system and flows to the natural drainage in the region, thus ensuring that environmental quality parameters are not exceeded.
The water in the run-off pond is monitored and clean water is discharged into the adjacent creek. If the water salinity exceeds allowable levels, it can be pumped back into a central collection tank to go through dilution until the permitted levels are reached before being discharged to the natural drainage system.
The design was developed considering the hydrological data, as well as the technical and safety criteria provided by the National Water Agency (ANA) (WorleyParsons, 2016, /57/). It is designed according to engineering good practices, with an emphasis on environmental protection.
15.1.5 Facilities, Buildings and Outdoor Areas
The Project consists of 80 buildings and outdoor areas of varying construction and sizes. The major building structures are made of steel with pre-fabricated roof and in some cases, wall panels. The building foundations consist of concrete spread footings (for light loads) and precast concrete piles. Some buildings are pre-engineered or pre-fabricated, when applicable. The required services for each building depend on the operation requirements.
Buildings with permanent staff and operators have climate control systems (HVAC) and the electrical rooms have HVAC systems for equipment protection. Fire protection, lightning protection and smoke detection have been considered for various buildings.
Table 83 presents a list of the buildings and facilities, showing preliminary dimensions and building materials types.
Table 83 List of buildings and areas
| No | Building/Area Description | WBS | Length [m] | Width [m] | Footprint [m2] |
Building Material | ||||||
| MINE SURFACE FACILITIES |
1000 | |||||||||||
| 1 | Main shaft |
1100 | 13.5 | 13.5 | 182.3 |
Concrete/ Steel |
||||||
| 2 |
Ventilation shaft |
1100 | 13.5 | 13.5 | 182.3 |
Concrete/ Steel |
||||||
| 3 | Main shaft mineral and service winder house |
1100 | 50.3 | 24.8 | 1,247.4 |
Concrete/ Steel |
||||||
| 4 | Main shaft mineral winder house |
1100 | 30.0 | 30.9 | 927.0 |
Concrete/ Steel |
||||||
| 5 | Vent shaft winder house |
1100 | 44.9 | 28.3 | 1,270.7 |
Concrete/ Steel |
||||||
| 6 |
Substation Mine |
1000 | 25.0 | 15.0 | 375.0 |
Concrete/ Steel |
||||||
| 7 | Air cooling |
1000 | 35.6 | 33.1 | 1,178.4 |
Concrete/ Steel |
||||||
| 8 | Fan station |
1000 | 71.0 | 29.3 | 2,080.3 |
Concrete/ Steel |
||||||
| 9 |
Material yard |
1000 | 94.1 | 82.0 | 7,716.2 |
Common native soil/ compacted |
||||||
| 10 |
Refrigeration plant |
1000 | 71.2 | 14.0 | 996.8 |
Concrete/ Steel |
||||||
|
SITE GENERAL |
2000 | |||||||||||
| 11 | Site run-off pond |
2400 | 154.0 | 104.0 | 16,016.0 |
Common fill/lined |
||||||
| 12 |
Parking area (trucks) |
2200 | 118.5 | 89.9 | 10593.9 |
Common native soil / compacted |
||||||
| 13 |
Parking area general |
2200 | - | - | 2,780.0 |
Common native soil / compacted |
||||||
|
PROCESSING PLANT |
3000 |
153
| No | Building/Area Description | WBS | Length [m] | Width [m] | Footprint [m2] |
Building Material | ||||||
| 14 |
Emergency ROM storage |
3100 | 51.0 | 46.0 | 2,346.0 |
Future |
||||||
| 15 | ROM bin building |
3100 | 39.0 | 13.0 | 156.0 |
Steel |
||||||
| 16 | ROM (future space allocation) |
3100 | 140.0 | 65.0 | 9,100.0 |
Future |
||||||
| 17 | Ore crushing |
3100 | 24.0 | 24.0 | 576.0 |
Steel |
||||||
| 18 |
Transfer station |
3100 | 15.0 | 15.0 | 225.0 |
Steel |
||||||
| 19 |
Substation Ore crushing |
3100 | 20.0 | 10.0 | 200.0 |
Concrete/ Steel |
||||||
| 20 |
Crushed ore storage |
3100 | 108.0 | 62.5 | 6,696.0 |
Concrete/ Steel |
||||||
| 21 | Hot leaching |
3200 | 66.0 | 66.0 | 43,560.0 |
Concrete/ Steel |
||||||
| 22 |
Crystallization |
3200 | 126.0 | 66.0 | 83,16.0 |
Concrete/ Steel |
||||||
| 23 |
Drying/Compaction |
3300 | 132.0 | 78.0 | 10,296.0 |
Concrete/ Steel |
||||||
| 24 |
Control room |
3700 | 30.0 | 19.0 | 228.0 |
Modular |
||||||
| 25 |
Parking area (control room) |
3700 | 57.0 | 20.0 | 1,140.0 |
Common native soil/ compacted |
||||||
| 26 | Upset pond Train A |
3200 | 60.0 | 40.0 | 2,400.0 |
Common fill/ lined |
||||||
| 27 | Upset pond Train B |
3200 | 60.0 | 40.0 | 2,400.0 |
Common fill/ lined |
||||||
| 28 |
Reagents |
3600 | 58.0 | 32.0 | 1,856.0 |
Steel |
||||||
| 29 |
Filtered KCl storage |
3300 | 61.0 | 44.0 | 2,684.0 |
Future |
||||||
| 30 | KCl final product conditioning |
3400 | 21.0 | 24.5 | 514.5 |
Steel |
||||||
| 31 |
Product handling sub-station |
3400 | 18.0 | 12.0 | 216.0 |
Steel modular |
||||||
| 32 | KCl storage |
3400 | 108.0 | 61.7 | 6,666.8 |
Pre-engineered |
||||||
| 33 | KCl storage future expansion |
3400 | 44.0 | 61.7 | 2,716.1 |
Pre-engineered |
||||||
| 34 | Truck loading |
3400 | 46.0 | 11.0 | 506.0 |
Steel |
||||||
| 35 |
Backfill plant |
3500 | 18.0 | 30.0 | 540.0 |
Concrete/ Steel |
||||||
| 36 |
Thickener Train A |
3200 | 34.0 | 24.0 | 816.0 |
Concrete/ Steel |
||||||
| 37 |
Thickener Train B |
3200 | 34.0 | 24.0 | 816.0 |
Concrete/ Steel |
||||||
|
TAILINGS MANAGEMENT AREA |
4000 | |||||||||||
| 42 | Tailings management (2 piles) |
4000 | 1500.0 | 1300.0 | 1,950,000.0 |
Ground lined |
||||||
|
UTILITIES |
5000 | |||||||||||
| 43 | Sub-station Train A |
5100 | 51.3 | 32.0 | 1,641.3 |
Steel modular |
||||||
| 44 | Sub-station Train B |
5100 | 51.3 | 32.0 | 1,641.3 |
Steel modular |
||||||
| 45 | Sub-station Main |
5200 | 150.0 | 100.0 | 15,000.0 |
Steel modular |
||||||
| 46 |
Process water pond |
5200 | 67.0 | 47.0 | 3,149.0 |
Outdoor ground |
||||||
| 47 | Fire water pond |
5200 | 67.0 | 47.0 | 3,149.0 |
Outdoor ground |
||||||
| 48 | Sewage treatment |
5300 | 26.3 | 18.1 | 476.4 |
Pre-engineered |
||||||
| 49 |
Cooling towers |
5200 | 53.1 | 11.2 | 598.3 |
Pre-engineered |
||||||
| 50 | Water treatment |
5200 | 25.0 | 15.0 | 375.0 |
Pre-engineered |
||||||
| 51 | Water chiller |
5200 | 36.0 | 24.0 | 864.0 |
Steel |
||||||
| 52 |
Compressed air |
5500 | 14.5 | 9.7 | 140.7 |
Steel |
154
| No | Building/Area Description | WBS | Length [m] | Width [m] | Footprint [m2] |
Building Material | ||||||
| 53 | Sub-station Utilities |
5200 | 50.0 | 30.0 | 1,500.0 |
Steel Modular |
||||||
| 54 | Fuel station |
5400 | 30.0 | 50.0 | 1,500.0 |
Modular |
||||||
|
ANCILLARY FACILITIES |
6000 | |||||||||||
| 55 | Steam plant |
6200 | 38.0 | 17.0 | 646.0 |
Steel |
||||||
| 56 | Fire department |
6100 | 16.6 | 12.0 | 199.2 |
Modular |
||||||
| 57 | Truck shop |
6100 | 58.0 | 18.2 | 1,055.6 |
Modular |
||||||
| 58 |
Mechanical shop |
6100 | 94.6 | 24.0 | 2,271.1 |
Modular |
||||||
| 59 |
Warehouse |
6100 | 24.0 | 54.7 | 1,314.0 |
Modular |
||||||
| 60 |
Cafeteria |
6100 | 49.4 | 14.8 | 731.1 |
Modular |
||||||
| 61 | Change room |
6100 | 29.0 | 12.0 | 348.0 |
Modular |
||||||
| 62 | First aid station |
6100 | 25.0 | 12.0 | 300.0 |
Modular |
||||||
| 63 |
Laboratory |
6100 | 34.5 | 12.0 | 414.0 |
Modular |
||||||
| 64 |
Administration |
6100 | 43.4 | 11.8 | 512.1 |
Modular |
||||||
| 65 |
Parking area (administration) |
6100 | 63.0 | 22.00 | 1,386.0 |
Outdoor ground |
||||||
| 66 |
Gatehouse |
6100 | 12.1 | 9.05 | 110.0 |
Modular |
||||||
| 67 | Mine change house (change room and lockers, lamp room, proto room, etc.) |
6100 | 60.0 | 12.0 | 720.0 |
Modular |
||||||
| 68 | Mine office (offices, meetings, training room, etc.) |
6100 | 40.0 | 12.0 | 480.0 |
Modular |
||||||
| 69 |
Parking area (Shaft) |
6100 | 40.0 | 20.0 | 800.0 |
Outdoor Ground |
||||||
|
PORT |
7000 | |||||||||||
| 70 |
Gatehouse |
7200 | 10.4 | 8.15 | 85.2 |
Modular |
||||||
| 71 | Truck parking |
7200 | 95.0 | 45.0 | 4,275.0 |
Outdoor ground |
||||||
| 72 | Hopper for truck unloading |
7200 | 37.0 | 24.3 | 899.1 |
Concrete/ Steel |
||||||
| 73 |
Electrical substation |
7200 | 25.0 | 12.5 | 312.5 |
Steel modular |
||||||
| 74 | KCl storage |
7200 | 336.0 | 62.3 | 20,933.0 |
Pre-engineered |
||||||
| 75 |
Maintenance/Warehouse |
7200 | 11.3 | 10.1 | 114.7 |
Modular |
||||||
| 76 | Offices and multi-purpose building |
7200 | 35.0 | 15.0 | 525.0 |
Modular |
||||||
| 77 |
Pumping station |
7200 | 15.5 | 11.4 | 176.7 |
Steel |
||||||
| 78 | Sewage treatment station |
7200 | 15.4 | 10.3 | 158.6 |
Pre-engineered |
||||||
| 79 |
Storage tank fuel |
7200 | 48.0 | 40.8 | 1,958.4 |
Steel |
||||||
| 80 |
Floating pier |
7270 | 140.0 | 30.0 | 4,200.0 |
Steel |
||||||
| 81 |
Services port ramp |
7210 | 50.0 | 18.0 | 900.0 |
Outdoor ground |
15.1.5.1 Substructure
Foundations
The types of foundation are defined according to acting loads and the soil characteristics in which the foundation will be constructed: deep foundation and shallow foundation.
Deep foundations are used in the shaft headframes, port storage buildings, transfer houses for storage buildings and port access ramp to the site; other structures adopt shallow foundations.
155
The lightly-loaded, less settlement-sensitive structures and those in which the soil can support the current acting loads have shallow spread footings, rafts, or slab-on-grade, for an allowable bearing capacity of 150 kPa at a founding depth of 1.5 m below grade.
Piles
Deep foundation pre-cast piles, which can be vertical or diagonal, depending on the required efforts, are used for heavily-loaded, settlement-sensitive structures where the soil cannot support the acting loads. Suppliers must provide high quality precast piles, manufactured, stored and transported according to industry standards.
Pile caps are constructed for all pile groups of two or more piles that support piers, pedestals, grade beams, or concrete walls. The tops of all pile caps are terminated below grade.
Concrete
All concrete structures are at or below grade and in areas of extreme corrosion, are made of sulphate-resistant cement. Regular Portland cement is used for structures above grade.
Grade Beams
Grade beams are used to form the perimeter of buildings to interconnect piles or pile groups for shear force transfer due to wind, vertical load centering and support walls or partitions.
Pedestals, Piers and Pilasters
Concrete pedestals, piers and pilasters are dowelled to the piles. Pile caps or foundations are located partially below grade and generally accommodate anchor rods and embedded parts. Concrete protection is provided based upon the corrosiveness of the area in which the pedestals, piers or pilasters are located.
15.1.5.2 Structures
The buildings structures are generally conventional rigid frame in one direction and braced in the other direction and supported on a concrete pedestal foundation with a pinned or rigid connection.
Structural steel structures use standard rolled-steel sections as much as possible. Cross-sections formed by angles are used for vertical bracing in exterior walls, wherever possible. The structures have galvanized sheet steel roof panels and in some cases are enclosed with galvanized wall panels.
The structures are designed to perform their intended functions, such as supporting the acting loads and providing shelter for people and equipment during their lifetime.
The storage buildings are pre-engineered, with a span of approximately 60 m. Sheds are A-shape, self-supporting arch structures.
The design of steel structures shall take into account that all project areas are subject to a highly corrosive environment that contains high levels of salts and relative moisture. Steel structures will be exposed to rain and salt fog, which is an accelerator of corrosion.
Dust containing small particles of potassium chloride, will also contributes to the acceleration of corrosion. A special kind of paint is specified to resist these conditions. Thin-walled materials are not used in areas of severe and extreme corrosion.
15.1.5.3 Maintenance and Administrative Building Enclosures
The maintenance shop buildings and administrative buildings enclosures are modular type construction with concrete block walls, siding and roofing. The roofs and siding are either insulated or non-insulated depending on the building and its function.
The hot leach/filtering building is constructed of structural steel with roof trusses spanning the width of the building. The trusses and floor beams are supported by columns.
The crystallization building is a shell type structure with roof trusses supported from columns. Interior platforms and stairs around the vessels provide access for maintenance and operation.
Structural steel beam and column components support the various interior FRP gated floors and platforms. Vertical bracing for the building is located on the exterior of the building in a north-south and east-west direction. Horizontal bracing of the building is within the roof and heavy loaded floors and platforms.
The reinforced concrete building foundation consists of precast concrete piles, pile caps, piers and grade beams. Concrete slab-on-grade serves as the building floor and minor equipment support base. Individual foundations and bases are provided for support of equipment on the grade floor elevation.
Roof cover is provided for both buildings. No siding has been provided.
The containment areas have concrete pads with perimeter walls. Slimes thickeners are supported by a concrete ring and tie beams on precast concrete piles. Feed tanks and pumps are supported by concrete bases.
156
There are four sets of heavy crystallization vessels in the crystallization building, which are supported by concrete raft foundations with containment walls.
A set of stairwells and stairs between the platforms, within the building, is provided for movement of personnel and minor materials.
There is a minimum of two access points provided for each level of each building.
Roofing
All building roofs are sloped to allow for the run-off of precipitation and are either insulated or non-insulated.
An insulated roofing system is constructed of pre-finished sheet steel, standing seam profile galvanized steel with a factory applied paint finish and roof cover.
Sealing
Metal siding on containers is either insulated or non-insulated and consists of profiled galvanized steel. All exposed cut edges need to be protected prior to installation.
The modular construction system uses prefabricated modular panels or dry wall panels.
Flashings
All exposed metal flashings are constructed of galvanized steel.
Doors for vehicle Access
Doors with vertical lifts sized to accommodate vehicle requirements, are provided for vehicle passage in specified buildings. The doors are finished with an epoxy paint, motor operated (where required) and are insulated only if the building in which the doors are located is also insulated.
Doors for Personnel
Doors to allow the movement of personnel in and out of buildings are designed based on metal walls and prefabricated modular panels.
Doors located in buildings constructed of concrete blocks have hollow metal frames and hollow metal doors with epoxy finish and are insulated as required.
Doors located in buildings constructed of metal walls have hollow metal doors in a structural steel channel, are epoxy painted and insulated as required.
Windows
Windows are constructed of hollow metal frames with an epoxy paint finish. Glazing is fixed to suit the particular application (e.g. sealed double glazed units for separation of heated/unheated spaces, or tempered in areas where impact resistance is considered necessary).
Hardware
Architectural hardware (e.g. door knobs, hinges, etc.) are uniform, heavy duty quality and corrosion resistant. Special keying requirements are provided.
15.1.5.4 Administrative Offices Interior Partitions and Finishes
Interior partitions are constructed of either prefabricated modular panels or metal siding (internal metal walls).
Container (sea can) walls consist of profiled galvanized steel siding with a factory applied paint. These walls are only used where masonry walls are not practical and where separation between processes is required. The walls for modular pre-engineered buildings are constructed using wood.
Suspended Ceilings
Suspended Ceilings will have a PVC panel lining. If necessary, a rock wool layer must be used over the headliner to provide greater acoustic comfort.
Floor Finishes
A number of floor finishes are used throughout the Project, based primarily on traffic use of the specific area.
Exposed concrete floors in electrical rooms, mechanical rooms and storage rooms are treated with non-dusting hardener. Where necessary, non-slip paint finishes are applied to exposed floors for cleaning or for appearance purposes.
Vinyl composite floor tiles or ceramic Porcelain Enamel Institute (PEI) 5 (strongest tiles that can with stand heavy traffic)are provided in offices, lunchrooms, first aid and other areas requiring a level of finish higher than exposed concrete floors. A rubber covered base is used for vinyl composite tiles or concrete floors with a paint finish.
Steel plated modular elevated floors with vinyl coated flexible plates are used use in the control room.
Ceramic PEI 5 is used in lockers, showers and washrooms with a non-slip finish.
Toilet Partitions
157
Metal toilet partitions are floor mounted, head rail braced and complete with accessories and a factory applied baked-on enamel paint finish.
Washroom Accessories
All washroom accessories are stainless steel and include, but are not limited to, toilet paper dispenser, paper towel dispenser and disposal, soap dispensers, mirrors and tampon/ napkin vendors and disposals.
Millwork
All millwork, which includes vanity units, counters and work tops, is constructed of timber frames and finished with plastic laminate-faced plywood.
Lockers
The single compartment lockers for clean clothes are constructed of expanded metal with enamel paint finish and include all accessories.
A combination of two tier and four tier expanded metal lockers, complete with all accessories and enamel paint finish, are provided as storage facilities for soiled clothing. The facilities are designed to allow for the daily laundering of all personnel towels and clothing.
A locker facility for mine personnel is located in a separate building adjacent to the mine headframe. The locker room has lockers, washrooms, showers, mine dry, hanging baskets for boots and belts, mine gear and clothing and a laundry facility.
Locker Benches
Locker bench seats are constructed of milled wood planks supported by two pipe posts fastened to the floor.
15.1.5.5 Mechanical
The following mechanical facilities are included in the processing plant, port and administrative buildings:
| | Air conditioning units are provided for the electrical substations, control rooms and administrative offices and utilize split air cooled condensers; |
| | The ventilating systems in all enclosed processing buildings are designed to provide fresh air exchange and remove the internal heat gains from equipment contained in the building; |
| | Potable water is provided from the water treatment plant and is distributed throughout the site; |
| | Sanitary sewage is collected in buried sewers and conveyed by gravity to the sewage treatment plant; |
| | Oil and mud interceptors are provided in the truck shops and truck wash; |
| | Storm drainage systems are provided for flat roof buildings. Rain water collected by roof hoppers is drained by storm pipe and open gutters and is discharged into the site runoff pond; |
| | Maintenance equipment such as electrical hoists, are located in areas that are difficult for a crane hoist to access. Most of the maintenance services will be performed using mobile cranes, with access to hoists from the building roof; |
| | Fall protection within the buildings is designed for, but is not limited to, ramps, runways and other walkways, excavations, hoist areas, holes, formwork and reinforced steel, leading edge work, unprotected sides and edges, overhand bricklaying and related roofing work; |
| | Emergency shower/eyewash stations are provided in areas where workers may be exposed to corrosive, irritating or toxic liquids. Each emergency shower and eyewash station is complete with local audible and visual alarms. Potable water is used to serve each emergency shower and eyewash station. |
15.1.5.6 Electrical
All industrial and administrative buildings in the processing plant and port are provided with electrical facilities, such as: lighting and emergency system, grounding, protection system against lightning and lighting distribution panels.
All outside areas in the processing plant and port are illuminated by a combination of pole-mounted and wall-mounted high pressure sodium fixtures. Office buildings, control rooms and electrical substations utilize fluorescent lighting.
External lighting will be not provided along the main road access between the processing plant and port.
158
| 15.2 | Utilities and Service Distribution |
15.2.1 Power Supply and Distribution
| 15.2.1.1 | Power Supply |
BPC contracted Figener Consultores de Engenharia Ltda. to identify the optimal energy solution for the Autazes Potash Project, taking into consideration the energy demand from the Preliminary Economic Assessment (ERCOSPLAN, 2014, /16/), (WorleyParsons, 2016, /57/) and local availability of energy sources, including: electrical energy, natural gas and coal.
Electrical energy is the best option for energy supply to the Project. Thus, BPC contracted Dalben Consultoria em Energia Elétrica e Treinamento Ltda. to develop the necessary engineering studies and conduct negotiations on its behalf with both private and public energy suppliers to the national grid.
Dalben developed a Brazilian electrical market report explaining how the Brazilian market works for energy supply and issued the report Activities Guideline for the Connection of Energy Consumers to the Brazilian Grid (2016) (WorleyParsons, 2016, /57/).
BPC contracted Figener Consultores de Engenharia Ltda. to study alternatives for choosing the possible routes of the transmission line and the most viable, as well as the proposition of the voltage level, 230 or 500 kV and substations with availability, within the basic network of the electric system of Brazil. The best option defined and the one that was developed will be the use of the Silves SE at 500Kv and the alternative route called Alternative 3.
SE Silves, via do Risco (or Serpa) Island, using 500 kV, single circuit (CS) transmission line, 4x636 MCM ASCR Grosbeak optimal conductor and expansion of SE Silves and new SE Autazes which better accomplished costs, technical and social aspects of the Autazes Potash Project.
Figure 79 shows a simplified single line diagram of the 500 kV interconnection between SE Silves and the new SE Autazes.
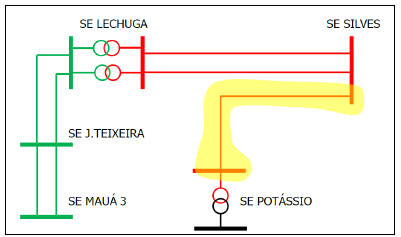
Figure 79 Single line diagram, 500 kV interconnection SE Silves to SE Autazes (FIGENER and PdB, 2022, /21/)
The plant substation SE Autazes will be a new substation that will be located next to the coordinates 58 ° 58 24.80 O/3 ° 29 39.24 S.
This substation will be responsible for lowering the voltage level from 500 kV to 34.5 kV, distribution voltage level of the plant, consisting of 3 three-phase transformers of 130/160/190 MVA, ONAN/ONAFI/ONAFII each according to the information up to date.
Regarding the ONS requirements, according to sub-module 2.3, if the transmission voltage level is set to 500 kV, the busbar must have a double-busbar arrangement with one and a half circuit breaker (FIGENER and PdB, 2022, /21/).
15.2.1.1.1 Synthesis of the Brazilian Grid
The Brazilian Grid SIN, with nominal transmission voltages 230, 345, 440, 500 and 750 kV AC, as well as ±600 and ±700 kV DC, interconnects all Brazilian regions from north to south, via 125,000 km of transmission lines (OHTLs). This infrastructure allows the transfer of massive energy blocks between generation plants, optimizing the management of energy resources across the country and minimizing the probability of energy rationing due to a potential crises in one region. The majority of electricity generated in Brazil is hydroelectric with other sources including coal and gas fired plants plus wind power to a lesser extent.
In the region of Manaus, where the Autazes Potash Project is located, the Tucuruí-Manaus 500 kV double circuit interconnection plays a vital role in the energy supply providing hydroelectric energy through Tucuruí HPP 8,340
159
MW and in the future also through Belo Monte HPP 11,233 MW. Additionally, Manaus has natural gas thermoelectric power plants capable of providing 2,900 MW utilizing the Urucu-Coari-Manaus gas pipeline with an availability of 6,000,000 Nm3/d.
A summary of the Brazilian grid capabilities is presented in Figure 80.
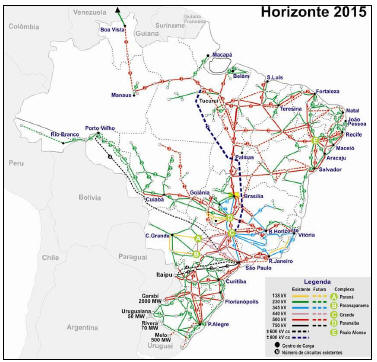
Figure 80 Geoelectrical map Brazilian interconnected national grid (Source: Dalben Consultoria (WorleyParsons, 2016, /57/)
The Brazilian energy market allows consumers to purchase and sell energy through the following:
| I) | Regulated Energy Market: Energy supplied by dealers and distributors regulated by the Energy Ministry. This energy is typically acquired by bidding (e.g. the Power Purchase Auctions, Energy Reservation, etc.). According to current regulations, consumers that purchase electricity in this manner become captive to the distributor by accessing public transmission lines and purchasing power via the distribution agent. For BPC, regulated energy could be purchased from Eletrobras or Eletronorte. |
| II) | Free Energy Market: Energy supplied by public service distribution, transmission and generating agents (self-producers, independent producers, traders, importers and exporters of energy). Electricity in the free market is secured by negotiating a contract with the supplier and this contract must be registered with Comercializadora Chamber (CCEE), which is the institution responsible for coordinating settlement of payments. |
Connection Point
To connect to the Brazilian grid, every new consumer is subject to analysis to determine the best connection point based on their demand levels, cost to the consumer and Brazilian society.
After the connection point is approved, the consumer must design the connection plan. The studies must demonstrate that the recommended design minimizes the impact on the grid and that it is in compliance with Brazilian standards. Once approval is granted, construction may begin.
15.2.1.1.2 Energy Supply for Autazes Potash Project
A letter to PdB from the Ministério de Minas e Energia (March 2016) (WorleyParsons, 2016, /57/) advises BPC of the two methods of obtaining an energy supply: (i) through regulated contracts, achieved in a public bidding process and (ii) through a free contracting environment. The letter also states that the regulated contract process may guarantee an energy supply; however, if BPC decides to obtain an energy supply in the free market, an energy supply may be agreed upon through a power purchase agreement. The Ministério de Minas e Energia recommended that PdB contact CCEE to obtain information about entry into the free market. This should be done in accordance with the project schedule, which is presented in Figure 81.
160
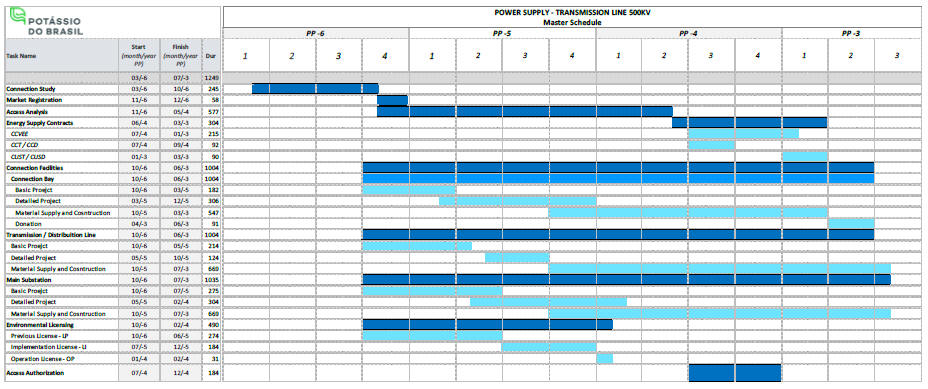
Figure 81 Schedule for power supply to Autazes Potash Project
161
BPC would benefit from the lower prices of energy traded in the free market by negotiating directly with the energy generator and/or trading agents, as compared to buying energy from the local concessionaries, namely Eletronorte or Amazonas Energia.
Additionally, given the objective to reduce the risks associated with construction and licensing, BPC has decided to construct the necessary transmission infrastructure to supply energy to its Autazes Potash Project and donate this infrastructure to the energy distributor in the future, in exchange for ongoing maintenance instead of outsourcing this cost. The distributor will benefit from owning this transmission infrastructure, as it can be used to put several communities on the much more reliable and lower cost national grid.
Preliminary studies indicate two probable points of connection to the Brazilian Grid, Mauá III SS and Silves SS. Considering the estimated energy demand.
SE Silves is the best option depending on the power block required for the Project and at a voltage of 500 KV.
One of the most important factors in this Project is the Amazon River crossing, since the connection options (substations) are located on the left side of the river while the Autazes Potash Project is located on the right side. Thus, SE Autazes will be connected to SE Silves using an overhead transmission line crossing the Amazonas River through Ilha do Risco/Serpa. The project area is located in the Amazonas state and consists of corridors defined by the studied routes alternatives. The corridor area is defined by a 10 km width, 5 km for each side from the center line of the route. BPC retained the services of FIGENER (FIGENER and PdB, 2022, /22/) to perform an update on the cost estimate for the transmission line, which is provided in the corresponding report. ERCOSPLAN reviewed the provided information and provided confirmation.
Figure 82 shows an overview of the project area and the defined corridors related to alternative routings.
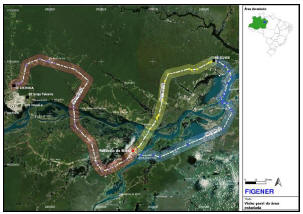
Figure 82 Project area and overview of the routings alternatives / Alternative 3 selected (FIGENER and PdB, 2022, /21/)
15.2.1.2 Electrical Demand
Primary electrical power supply is required during construction and operations. Electricity requirements during construction of the surface and underground facilities are provided by temporary diesel powered generators. The demand estimated for the construction phase is 20 MW (WorleyParsons, 2016, /57/).
The maximum power required for the operation of the mine, processing plant, port and other facilities (e.g. camp, offices, workshop, etc.) is estimated at 294 MW. Table 84 presents a list of substations and associated power demands.
Table 84 List of substations and power demand
| Power Demand | ||||||||||||||
| Substation | Description | MW | MVAr | MVA | ||||||||||
| 1000-SE-00XX |
Mining u/g substations years 16 end |
48.5 | 30.4 | 57.3 | ||||||||||
| 1100-SE-0001 |
Mining/shafts surface substation years 16 end |
46.9 | 33.1 | 57.4 | ||||||||||
| 3000-SE-0001 |
Processing plant substation #1 |
15.6 | 10.4 | 18.8 | ||||||||||
| 3000-SE-0002 |
Processing plant substation #2 |
14.8 | 9.0 | 17.3 | ||||||||||
| 3100-SE-0001 |
Raw ore handling and primary crushing substation |
4.8 | 3.0 | 5.6 | ||||||||||
| 3400-SE-0001 |
KCl product handling and storage substation |
0.4 | 0.2 | 0.5 | ||||||||||
| 3500-SE-0001 |
Tailings substation |
2.1 | 1.3 | 2.5 | ||||||||||
| 4000-SE-0001 |
Brine disposal substation |
2.6 | 1.5 | 3.0 | ||||||||||
| 5000-SE-0001 |
Utilities substation |
6.2 | 3.9 | 7.3 | ||||||||||
| 6100-SE-0001 |
Ancillary facilities substation |
2.0 | 1.1 | 2.3 | ||||||||||
162
| 7000-SE-0001 |
Port substation |
1.3 | 0.7 | 1.4 | ||||||||||
|
Glaserite plant substation |
2.0 | 0.4 | 2.0 | |||||||||||
|
Diversity factor: |
0.9 | |||||||||||||
| TOTAL 1 |
132.7 | 85.6 | 158.0 | |||||||||||
| 6200-SE-0001 |
Steam generation substation |
161.0 | 32.7 | 164.3 | ||||||||||
| Diversity factor |
1.0 | |||||||||||||
| TOTAL 2 |
161.0 | 32.7 | 164.3 | |||||||||||
| GRAND TOTAL |
293.7 | 118.3 | 316.6 | |||||||||||
During the construction phase, the electrical demand will be approximately 20 MW, which will be provided by temporary diesel powered generators.
Five years following the start of construction (PP -6), approximately 60 MW will be supplied from the primary substation to meet the load demands of the mine and tailings/brine injection. In year 6, the demand will increase to 178 MW for the KCl processing plant (Train A), mine and port.
In year 7 of the processing plant operation, the load demand will increase to 294 MW, staying at this value for the remainder of the LOM. Figure 83 shows the power demand over time.
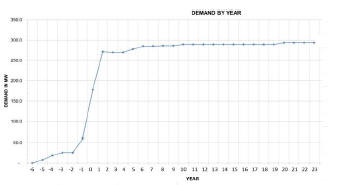
Figure 83 Power demand in MW per year (PP)
The power supply for the construction of the shaft and mine early works will be provided by diesel generator sets at 13.8 kV (WorleyParsons, 2016, /57/).
15.2.1.3 Electrical Substations
Main Substation
The substation Silves (Figure 84) is located in the Silves region which is approximately 120 km distant from the future location of the PdB plant in a straight line. This substation operates at 500 kV and belongs to the Brazilian basic network (FIGENER and PdB, 2022, /21/).

Figure 84 SE Silves (satellite image) (FIGENER and PdB, 2022, /21/)
The 500 kV substation, consisting of an external yard and electrical room, is to be located adjacent to the shaft facilities in the northeast portion of the processing plant area. The 500 kV gantries busbars, switchgears, circuit breakers, surge arresters, current transformers and voltage transformers, power transformers and grounding resistors are installed on the exterior of the two-story structure. The cable room is located on the first floor and the electric panel room and control room are located on the second floor.
The main substation does not have a local control and is managed remotely. A specific supervisory system is provided for the substation equipment. The operating station is installed in the electrical room of the substation.
163
The design for the Ethernet protocol is based on IEC-61850, which is a digital system with distributed processing to obtain high reliability and speed of operation as well as a human/ machine friendly interface.
The substation has three transformers (500-34.5 kV 130/160/190 MVA) and three busbars interconnected in normal operation with open switches. The design has considered that the substation can operate with two transformers to support the full load in the processing plant. This will be used in emergency situations when one of the transformers is in maintenance.
The main substation is a double bar type with bypass (4 switches) and is located within the limits of the processing plant. Feeds to the secondary substations are made via a cable rack or overhead distribution line at 34.5 kV.
The main substation design considers all Brazilian standards for safety of operations. Codes and standards has been considered and included in the Electrical Design Criteria (WorleyParsons, 2016, /57/).
Secondary Substation
The surface electrical substations are a modular construction (Electro Center or E-House) type, e.g. substations in a steel structure type container and are provided at strategic locations within the processing plant. Figure 85 shows typical arrangement for modular substations.
The substations are provided with the following equipment and systems:
| | Equipment: medium voltage (MV) and low voltage (LV) switchgear, power transformer, lighting transformer, grounding resistor, voltage direct current (V DC) system, emergency power generator, variable frequency drives, motor control center (MCC); |
| | Auxiliary equipment: fire detection and extinguishing, air conditioning, overpressure, internal and external lighting, access ladders, metal platforms, guard rails, metal pillar to support the substation, screen to close the cable room. |

Figure 85 Modular electrical substation transport and assembly
Underground substations will be portable skid mounted. Equipment line-ups are provided as skids suitable for lowering down the mine shaft and for being transported into substation cut-outs by equipment. The typical arrangement of substations contains MV and LV switchgear and MCCs; Transformers (100 kVA) are located separately from switchgear skids. Switchgears skids are equipped with protective relaying and communications capabilities. All enclosures are dust tight (equivalent to NEMA 12G).
15.2.1.4 Power Distribution
Cable routes and line diagrams are presented in.
The diagrams and drawings presented in were mostly developed by Worley Parsons (WorleyParsons, 2016, /57/, WorleyParsons and PdB, 2022, /59/) and after required adjustments verified for applying in current report.
Primary Overhead Distribution Lines (34.5 kV)
Power distribution is through overhead distribution lines in a simple radial configuration or through insulated conductors, underground networks or cable-racks.
The primary overhead distribution lines in the processing plant area use insulated conductors with a rated voltage of 34.5 kV, aluminum cable and are 35 kV voltage class. Power to the port is supplied from the main substation, which is located at the processing plant area and is distributed via an overhead line that uses a bare aluminum conductor (ACSR) for the section of the line where potash dust is not present.
Secondary Overhead Distribution Lines 380/220V
Power for the administrative/ancillary buildings and street lighting is through a secondary overhead distribution line. The primary overhead distribution lines are insulated with a rated voltage of 380/220 V, copper cable, 0.6/1 kV voltage class, multiplexed and messenger in copper-clad steel (Copperweld). Cables are multiplexed, with layers around the neutral conductor that are also used as support phases (messenger cable).
164
Cable Tray
Cable trays are installed in corrosive areas and consist of hot dipped galvanized steel. Cable trays installed in non-corrosive areas are aluminum.
15.2.1.5 Emergency Power Plant
Standby power for critical process and safety electrical loads is supplied by diesel generators located in a dedicated area adjacent to the mine headframe.
The generators can provide a 380 V, 480 V or 4.16 kV, 3-phase, 60 Hz power supply.
Loss of power to the site is detected by special protection relays installed in the main substation. Loss of signal from the protection relays initiates a power transfer to the emergency diesel generators. The diesel generators automatically start, accelerate up to speed to deliver constant frequency and voltage. At the same time, the 4.16 kV circuit breaker in the diesel generators switchgears automatically close and feed power to the main switchgear systems. An interlocking system trips the electrical loads that are not classified as standby and ensures only standby loads receive power.
The fuel supply tank for the generators is dimensioned to support at least six hours of full-load operation.
The standby loads include the following:
| | Shaft winders (only for service hoist and Maryanne for evacuating personnel); |
| | Main fans in the surface and in the underground; |
| | Chillers water pumps; |
| | Underground pumps; |
| | Agitators; |
| | Dryers; |
| | Fans in the Processing Plant; |
| | Fire water jockey pump; |
| | Cooling water pump; |
| | Distributed control system; |
| | Uninterruptible power supplies for control systems; |
| | Lighting (20% of total); |
| | Plant life safety systems; |
| | Instrument air compressor |
| | Surface cooled crystallizers recirculation pumps; |
| | Centrifuge surge tank agitators; |
| | Compactors lubrication systems; |
| | Gland seal water pump; |
| | Elevators. |
15.2.2 Water Supply and Distribution
The water supply system is divided in two sub-systems; one system at the processing plant site and another system at the port site. Both are operated independently.
15.2.2.1 Processing Plant
At the processing plant site, the industrial and process water supply system is designed for ten deep wells (eight operating and two stand-by). These wells will fulfill all processing plant and mine water requirements and are located inside the site boundaries.
The potable and make-up steam plant water supply system is designed to be supplied from two deep wells (one operating and one stand-by). These wells provide full potable water and steam plant requirements and are located inside the site boundaries.
The following assumptions have been made for the design of the deep wells which will supply water to the processing plant:
| 1. | Intake flowrate for each deep well: |
165
| | No production tests have been made in the aquifer for the purpose of being used for intake water; instead, reference data from tests made in the Manaus Region are used with the data obtained from pilot hole samples; |
| | For Industrial and process demands, the intake water flow rate is assumed to be146.4 m³/h for each deep well; |
| | For potable water and make-up steam plant demands, the intake water flowrate is assumed to be 32.4 m³/h for each deep well; |
| | Based on production tests made in the Manaus region, the wells shows an average depth of 200 m and required diameter of 8 (SIAGAS 2016 (WorleyParsons, 2016, /57/). The flowrate ranges between 60 m³/h to 160 m³/h (average flowrate is 103 m³/h); |
| | Industrial and process water requirements is supplied by 250 m deep wells, with 50 m deep wells supplying the potable and make-up steam plant requirements. These assumptions are based on intake water sizing requirements, which are based on the pilot hole data presented in the Golder (2016) and SRK (2016b) reports (WorleyParsons, 2016, /57/); |
| | For the next project phase, specific production tests will be required at the Autazes site to guarantee the deep well flowrate capacity. |
| 2. | Sizing and Deep Well Location |
| | The number of wells was determined by the maximum flow rate required, which is 150 m³/h for each well; |
| | On this basis, eight operating wells and two stand-by wells are required for industrial and process water demands; |
| | On this basis, one operating well and one stand-by well is required for potable and make-up steam plant water demands; |
| | In order to not compromise the capacity of each well, the wells are located 500 m apart; |
| | Deep wells are not located near the salt stock piles; most of the wells are located on the west side of the processing plant site. |
| 3. | Water Quality |
The following were considered for the evaluation of the required shaft pilot hole samples and tests:
| | Water quality samples were collected from different depths of the deep well (Golder 2016 (WorleyParsons, 2016, /57/); |
| | Groundwater hydrochemical characterization is provided in Golders groundwater hydrochemical characterization report (2016) (WorleyParsons, 2016, /57/); |
| | Water testing by a competent water treatment vendor is mandatory to confirm that potable water can be produced from the deep well; |
| | Tests will be conducted in the next phase of the Project to identify the optimum depth for collecting potable water. As an alternative source of potable water, raw water could be collected from Soares Lake and undergo treatment in a water treatment plant; |
| | For process water demands, the deep wells will be designed to take water from a depth of 250 m below ground surface; |
| | For potable and make-up steam plant demands, the deep wells will be designed to draw water from a depth of 50 m. |
The Madeira River has also been identified as an alternative source of water for the processing plant and mine site. The water intake system would be located at the port location; water from the river would be distributed to the processing plant and mine site via a 12 km water pipeline.
15.2.2.2 Port
At the port site, the water supply system is designed for two deep wells (one operating and one standby). They provide full port requirements and are located inside the site boundaries.
The water management system covers the following services:
| | Service water; |
| | Potable water; |
| | Sealing water; |
| | Cooling and chilled water; |
| | Process water; |
166
| | Demineralized water. |
The Madeira River has also been identified as an alternative source of water for the port.
15.2.2.3 Service Water
Raw water is used for general services and to supply the water treatment plant.
At the processing plant site, a portion of the raw water from the two storage ponds (8,130 m3 each) is pumped to the service water distribution system. The service water is distributed to the consumers using two single-stage centrifugal pumps (one operating and one standby). The assumed average service water consumption is 87 m3/h and is distributed through a 150 mm nominal diameter carbon steel pipeline.
At the port site, a portion of the raw water from the 400 m3 storage tank is pumped to the service water distribution system. The service water is distributed using two single-stage centrifugal pumps (one operating and one standby). The assumed average consumption is 10 m3/h. Raw water is distributed through a 50 mm nominal diameter carbon steel pipeline.
15.2.2.4 Potable Water
Potable water is used for human consumption, to supply the demineralized water system and for emergency shower/eyewash stations.
At the processing plant site, potable water is provided from the water treatment plant. A 480 m3 storage tank (5200-T0113) is used as a potable water reservoir with a storage capacity of 24 hours. Water is distributed throughout the site using two single-stage centrifugal pumps (one operating and one standby). The average consumption is estimated to be 15 m3/h. Treated water is distributed through a 60 mm nominal diameter galvanized carbon steel pipeline.
At the port site, potable water is provided from the water treatment plant. A 10 m3 tank (7200-T-0405) is used as a potable water reservoir. Treated water is distributed throughout the port site using two single-stage centrifugal pumps (one operating and one standby). The average consumption is estimated to be 10 m3/h. Treated water is distributed through a 25 mm nominal diameter galvanized carbon steel pipeline.
15.2.2.5 Sealing Water
Sealing water serves as a cooler and lubricant for pump shaft packing. A portion of the raw water from the two storage ponds is pumped to the gland water tank. The gland water is distributed to users by two multi-stage centrifugal pumps (one operating and one standby). The average consumption is estimated to be 20 m3/h. Sealing water is distributed through a 150 mm nominal diameter carbon steel pipeline.
15.2.2.6 Cooling and Chilled Water
Cooling water is used in the chillers and is provided for cooling the crushers and crystallization equipment. The cooling water system is a closed loop circuit with the hot water cooled at the cooling towers units. The cooling water is distributed by two single-stage centrifugal pumps (one operations and one standby). The average consumption is estimated to be 188 m3/h. Cooling water is distributed through a nominal 250 mm diameter carbon steel pipeline.
Chilled water is used in the crystallization chillers. The chilled water system is a closed cycle, with the hot water returning to the chillers units where it is chilled. The chilled water is distributed by three single-stage centrifugal pumps (two operating and one standby). The average consumption is estimated to be 5,139.2 m3/h. Chilled water is distributed through a 1,000 mm nominal diameter carbon steel pipeline.
High quality water is used as make-up water in the closed cycle chilled water system when required; raw water is used as make-up water in the evaporator open cycle cooling and chilled mine water system. The make-up water is distributed to users by two single-stage centrifugal pumps (one operating and one standby). The average make-up water consumption is 216.4 m3/h. Make-up water is distributed through a 200 mm nominal carbon steel pipeline.
15.2.2.7 Process Water
Raw water is pumped into the process brine storage tank from the two storage ponds when required to maintain the level in the tank. The raw water is distributed to users by two single-stage centrifugal pumps (one operating and one standby). The average consumption is estimated to be 710 m3/h. Raw water is distributed through a 400 mm nominal diameter galvanized carbon steel pipeline.
15.2.2.8 Demineralized Water
Demineralized water is used as make-up water for the steam generation system. Potable water is processed through a reverse osmosis filter to be processed into demineralized water. A 96 m3 tank serves as a demineralized water reservoir in the processing plant. It is estimated that the average demineralized water consumption at the steam generation plant will be 17 m3/h.
167
Demineralized water is sent to the steam generation plant by two single-stage centrifugal pumps (one operating and one standby). Demineralized water is distributed through a 32 mm nominal diameter galvanized carbon steel pipeline.
| 15.2.3 | Water Treatment Plant |
The water treatment plant has the capacity to treat 32 m3/h of raw water and deliver potable water in accordance with the quality standards set by the Brazilian Health Ministry (No. 2914 Decree, December 12, 2011 (WorleyParsons, 2016, /57/).
The water treatment plant will include the following process stages:
| | Aeration; |
| | Raise pH; |
| | Oxidant addition (potassium permanganate) and detention; |
| | Alum addition; |
| | Rapid mixing; |
| | Flocculation; |
| | Oxidant addition; |
| | Filter aid addition; |
| | Filtration; |
| | Disinfection; |
| | pH adjustment. |
15.2.4 Fire Protection
15.2.4.1 Introduction
The processing plant site is provided with a dedicated fire system, designed to deliver 300 m3/h of water at an operating pressure of 860 kPa. The fire protection system is designed to meet the requirements of the National Fire Protection Association (NFPA) (WorleyParsons, 2016, /57/).
An automatic fire detection and alarm system is provided for electrical rooms, control rooms, administration offices and laboratory. All manual pull stations, ionization detectors, heat sensors and sprinkler systems are sensed and alarmed from a smart fire alarm panel in a central control room, which is monitored 24 h/d. All buildings have automatic fire systems with separate audible and sight alarms.
A fire truck, equipped with a water reservoir, water pump, hose, ladder, protective gear and other basic firefighting equipment, is available at the processing plant and at the port.
A fire department facility is located close to the first aid building at the processing plant site. The fire department has rooms equipped with secured equipment storage.
The interior of the processing plant and mine facilities buildings will be supplied with fire extinguishers, as per local regulations.
15.2.4.2 Firewater
A plant-wide pressurized fire-water protection system, especially important in high risk areas, is included in the project design. A description of the fire water pond is provided in Section 15.3.3.
Firewater for the processing plant site is stored in the processing plant site reservoir to provide a reserve firewater storage volume equivalent to four hours firewater supply.
Firewater is supplied to the processing plant site, with system pressure maintained by three centrifugal horizontal pumps; one electric, one diesel and one jockey pump. All pumps have pressure controllers that are designed to start the pump when a drop in pressure in the system occurs. The port area has a similar facility.
The pumps supply raw water to the main fire loop, which serves the fire hydrant system. Firewater is distributed to every building and hydrant throughout the processing plant site by buried (1 m minimum cover) HDPE firewater distribution piping. Hydrants are strategically located around the site to permit operation with a 60 m long fire hose.
This fire-protection system is in compliance with local regulations.
168
15.2.5 Communications
15.2.5.1 General
This section describes the strategy for providing telecommunication facilities to support the construction and permanent operation phases of the Project.
A combination of communications technologies is utilized to support all aspects of operations and project engineering requirements for the following facilities:
| | Mine operations (surface and underground); |
| | Processing plant; |
| | Port facilities. |
Equipment redundancy is used in critical and main components to ensure maximum reliability, with minimum down time. Detailed communications requirements ensure that the systems design is optimized to support peak communications throughput and to allow for expansion through open and flexible solutions.
The mine telecommunication system used in this Project is detailed in Section 13.6.10 Underground Communication and Tracking. A main telecommunications equipment room (TER) is housed in the administrative office at the processing plant site. The core system components, including servers, routers and switches, are located at the TER, with interconnection links to ancillary buildings in the mine, processing plant and port facilities, as required.
Voice data communications between the processing plant and port locations are supported over a radio link system or other wireless solution; these are more cost efficient and recommended due to the topography of the area.
15.2.5.2 Construction Phase Communication
The public infrastructure for voice and data in Autazes is very weak and does not support a high level of corporate demand. Under these conditions, BPC should invest in its own communications system such as: optical fiber, radio link or satellite leasing services which would interconnect the project site to the major cities, such as Manaus or Itacoatiara.
An existing fiber optic cable link, attached to the electrical lines supplying power to the processing plant site, is provided and may be utilized for permanent backbone links to the Internet and public switched telephone network (PSTN); however, the telecommunication equipment installed in temporary locations during the construction phase will be relocated to permanent infrastructure locations, once the ancillary buildings have been completed.
The construction communications system forms the core of the permanent telecommunications systems proposed for the Project. This methodology provides a cost-effective solution for providing communications facilities to support the requirements of both the project construction and permanent operation phases. Figure 86 shows the communication schematic diagram for the construction phase.
Modularization will be utilized as much as possible for the implementation of telecommunications infrastructure for both construction and permanent communications infrastructure.
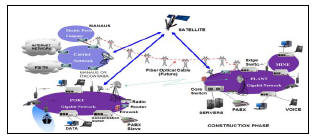
Figure 86 Communications schematic diagram for the construction phase
15.2.5.3 Permanent Communications Infrastructure
Once final construction of the shaft, roads, permanent buildings and main power infrastructure is completed, the telecommunications systems can then be relocated to permanent locations.
A transition plan will be developed in order to minimize any disruption to the communications systems. After the transition phase of relocating the core telecommunications components to the permanent infrastructure locations, communications services will continue to be provided to the construction offices and camp until they are dismantled.
A variety of communications media is incorporated in to the overall design for the full operation of the mine, processing plant site and port. Figure 87 shows the communication schematic diagram for the permanent phase.
169
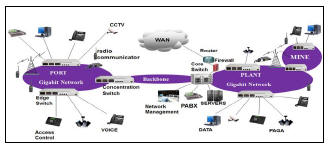
Figure 87 Communication schematic diagram for permanent phase
15.2.5.4 Telecommunication Technologies
The technologies, systems and services incorporated in the Project are listed in the following subsections.
The telecommunication network consists of local standard Fast Ethernet (IEEE802.3u) subnets, according to EIA/TIA568B recommendations, interconnected to a hierarchical star topology. They are composed of router, firewall, switches, metallic cables UTP CAT6 and single-mode optical fiber media.
15.2.5.5 Fiber Optic Backbone Cabling
Fiber-optic cabling infrastructure for voice, data and radio services consists of aerial cables installed on the power and lighting distribution line pole system. Where aerial mounting is not possible, the cable conduit is buried. The fiber optic cables are a combination of multi-mode, single-mode and hybrid type in order to provide connectivity throughout the site.
The corporate data network and automation network is physically separated, each one with its own switch and independent rack.
A fiber-optic cable is provided at the interface point between the processing plant site and the underground mine facility located at the surface room. To allow the exchange of information, such as voice systems, data and images from the surface and allow access to the servers of the data network, CCTV, access control, public address and general alarm systems to the underground mine systems. This cable provides the link between the underground mine systems and the core switch of the corporate data network system above ground.
15.2.5.6 Structure Cabling Infrastructure
The structured cabling infrastructure is the medium for data, voice and video service distribution within each supporting and administrative office. Category 6 cables are utilized to achieve the technical advantages of an integrated voice and data network. The infrastructure cable runs to each selected outlet location, with modular patch panels and outlets utilizing RJ-45 connector plug-ins.
15.2.5.7 Integrated Voice/Data Network System
Integrated voice/data network systems are proposed for the processing plant site and port location. The voice network provides analog/digital voice services for telephone and fax connections through the PSTN. The telephone system has a voice over internet protocol (VoIP) based system.
The data network provides data, internet and intranet services to the processing plant site and port location. The improvement of mobile phone service in the area of the processing plant site and port facilities will be negotiated between BPC and the telecommunications operators in the region.
15.2.5.8 Radio Systems
A trunked radio system is proposed for the processing plant site and port facilities. The radio systems provide wireless, two-way voice communication between personnel at each of the site locations. The radio systems include PSTN access for portable and mobile radios users at each location.
The system is set up with independent functional call groups so that users can utilize the same radios at each of the site locations, adjusting the radios to the correct call group/channel assignment when arriving to the individual sites.
Radio towers, antennas and shelters, where applicable, are placed at each location to provide adequate radio coverage area for the user base. The location of radio towers is to be determined during the next phase of engineering.
15.2.5.9 Public Address and General Alarm (PAGA) System
The public address and general alarm system (PAGA) is a safety-critical electronic system that is used to alert personnel of dangerous and hazardous situations during any site incident and/or emergency. The system allows for the broadcast of a general alarm and associated voice messages from microphones/access points in the control room and property security room.
170
The PAGA System uses microphones, sound amplifiers and alarm tone generators for the manual and automatic distribution of voice announcements and audible /visual alarms to loudspeakers and flashing lamp beacons. The PAGA system distributes alarm tones, emergency and routine voice messages to all areas of the facility where personnel might be present or have access to the PAGA system.
15.2.5.10 Corporate Security System
A security system is proposed for the processing plant site and port facility for the monitoring of day-to-day operating activities. The integrated security systems provide operators with real time alarms, status and video monitoring. Cameras are installed both inside and outside of buildings and facilities and in the underground mine.
The system is supervised and operated through the central corporate security control room, equipped with appropriate operation stations and monitors.
Redundant servers are responsible for treating video signals and images and for making them available on the corporate security control stations. The specified video server provides installation, administration and operation of a video monitoring system using data compression technology by means of a local network.
The following areas are considered critical with respect to corporate security:
| | Central control room; |
| | Telecommunication equipment rooms; |
| | Warehouse; |
| | Electric substation (E-houses); |
| | Mine, processing plant and port boundaries; |
| | Entrance gates. |
15.2.5.11 Process CCTV System
The process monitoring CCTV assists online real-time process operations in the processing plant area, increasing the safety level of monitored points, controlling the operation of equipment and processes, as well as monitoring the activities of collaborators.
The CCTV system is internet protocol (IP) digital technology with adequate image resolution quality.
Cameras are dedicated to individual processing plant areas and key equipment. These areas are viewed from the port control room (PCR). In addition, cameras in all processing plant areas can be selectively viewed from the central control room (CCR), where images from individual cameras can be recorded.
In locations where cabling installation is difficult, the use of cameras with wireless technology, in accordance with standard IEEE 802.11 and power supplied by means of photovoltaic system, should be studied in the next phase of the Project.
15.2.6 Compressed Air
In the processing plant area, compressed air is supplied via a distribution piping system and by two compressors, (one operating and one standby).
Two different qualities of air are supplied to different consumers:
| | Service air (process operation and maintenance/cleaning operation) 2,042 Nm3/h; |
| | Instrument air 1,332 Nm3/h. |
The air supply system includes the appropriate number of dryers and filters in order to supply the specified air quality. Dry compressed air is required for the instrument air requirements.
The compressors are rotary screw type and are located in a separate building. Pressure vessels are included in the compressed air building.
In the port area, there is a separate compressed air system with two positive displacement type compressors that operate separately.
15.2.7 Steam Plant
Steam is required for the hot leaching and crystallization circuits and reagents heating. The total design steam requirement is 263.7 t/h and is distributed throughout the process plant as shown in Table 85.
171
Table 85 Steam consumption summary
| Description | Nominal | Design | Unit | |||
| Steam consumption Hot leaching | 208.0 | 239.3 | t/h | |||
| Steam consumption KCl crystallization | 9.0 | 10.4 | t/h | |||
| Reagent heating | 1.8 | 2.0 | t/h | |||
| Steam loss blowdown | 10.4 | 12.0 | t/h | |||
| Steam consumption total | 229.7 | 263.7 | t/h | |||
| Boiler efficiency | 95 | 95 | % | |||
| Boiler heat demand | 135.9 | 156.3 | MW | |||
| Total electrical demand | 143.0 | 164.6 | MW |
Steam is distributed from the boilers for use in the crystallizer steam ejectors. Other pressure-reducing stations regulate the steam pressure for use in the two hot leach trains and for reagent heating.
Steam condensate from the hot leach heat exchangers and other steam circuits is pumped to a condensate storage tank located near the power plant. Treated makeup water is added to the condensate tank to offset steam losses in the crystallizer steam ejectors as well as other system losses.
The processing plant requires 263.7 t/h (metric) of steam at 150 PSIG (saturated).
The total steam boiler capacity is 143.0 MW at 95% efficiency. The connected load is 164.6 MW.
Four high voltage steam electrode boilers will generate steam for the processing plant. The steam plant will include the following equipment:
| | HV steam electrode boiler; |
| | Circulation pumps; |
| | Feed water pumps; |
| | Water treatment and feed water tank/line; |
| | Common pump skid, piping and equipment; |
| | Frequency controller and panels; |
| | Related infrastructure (structural building, electrical material, piping, etc.). |
Steam is generated by circulating the boiler water through the upper chamber where the electrodes are suspended. Steam is produced in the upper chamber and released at the upper side of the boiler.
The boiler regulates on constant pressure up to its maximum power setting. The output is controlled by a throttle valve that regulates the level in the upper boiler chamber.
The boiler is a cylindrical, vertical design. The high voltage electrodes are located on flanges, which are suspended vertically in the upper boiler chamber.
15.2.7.1 High Voltage Steam Boiler Main Data
| | Design: cylindrical, vertical; |
| | Capacity: 52.27 MW (4 units will be installed) ; |
| | Working pressure: 150 psi; |
| | Design pressure: 200 psi; |
| | Operating temperature: 220ºF; |
| | Power supply: 34.5 kV / 60Hz; |
| | Diameter (approximate): 3.0 m; |
| | Height (approximate): 6.8 m; |
| | Approximate weight, dry: 16.0 kg; |
| | Approximate weight, operating: 25.0 kg; |
| | Reliability/availability: 99.5%; |
| | Efficiency: 99.9%. |
172
| 15.3 | Surface Water Management |
The surface water management system covers the following areas:
| | Mine headframe area; |
| | Processing plant area; |
| | Tailings management area (TMA); |
| | Port area. |
| 15.3.1 | Site Water Balance |
The site water balance flow diagram for the processing plant is presented in Figure 88. The site water balance is comprised of the following:
| | Service water; |
| | Potable water; |
| | Cooling tower make-up water; |
| | Process water; |
| | Steam. |
The demands indicated below are not represented in the water balance because they are not consumed continuous and are therefore deducted from the process water consumption.
| | Fire water; |
| | Sealing water. |
The port water plant flow chart is presented in Figure 89. The port water is comprised of the following:
| | Service water; |
| | Potable water. |
The fire water demand is not included, as it is not consumed continuously.
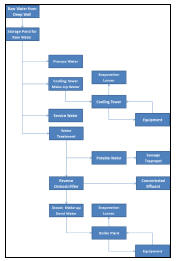
Figure 88 Processing plant water system
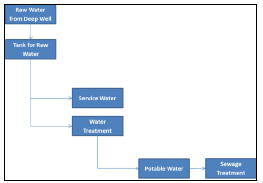
Figure 89 Port water system
173
| 15.3.2 | Process Water Pond |
The deep well that supplies raw water is connected to a pipe and pump on the surface. The well/pipe interface is grouted with concrete to provide a seal that prevents the infiltration of surface water in the well. At the processing plant, water from the deep well is pumped to two ponds that have capacity to store 8,130 m3 of raw water, each. Should one pond require maintenance, the second pond is available to supply water to the processing plant.
The ponds are lined with a high-density polyethylene (HDPE) liner to prevent seepage to the environment.
At the port site, water is obtained from a deep well that is connected to a pipe and pump on the surface. The well/pipe interface is grouted with cement to prevent surface water infiltration. The water from the well is pumped to a 400 m3 above ground steel tank. Water from this tank (50 m3) is used to supply the water treatment station and fire service water.
The ponds at the processing plant site each have the required volume of water to serve half of the process water required for the processing plant and the full volume of water required for the fire water system.
The Madeira River has also been identified as an alternative source of water for the processing plant and mine site. The water intake system would be located at the port location.
| 15.3.3 | Fire Water Pond and Tank |
The fire water for the processing plan area is obtained from the process water ponds. Each pond has two valves, one for the fire water and one for process water.
The valve for the process water is positioned so that it is higher than the maximum water level for the fire water reserve. The volume for the fire water storage is 1,200 m3, which is equivalent to four hours of fire water supply.
The positioning of the valve in the steel tank for the water treatment station at the port is higher than the maximum water level for the fire water reserve. The volume of the fire water storage is 350 m3, which is equivalent to two hours of fire water supply.
| 15.3.4 | Site Runoff Pond |
A drainage channel is strategically placed to direct the course of rain water (surface runoff) to the site runoff ponds, where it is retained for a period of time prior to release to the environment. The ponds are sized to allow the necessary time to retain the decanted material.
The site runoff ponds design considers the following assumptions:
| | The peak rate of runoff (Q) at any point is a direct function of the average rainfall intensity (I) for the time of concentration (Tc) to that point; |
| | The recurrence interval (50 years) of the peak discharge is the same as the recurrence interval of the average rainfall intensity; |
| | The time of concentration (15 minutes) is the time required for the runoff to become established and flow the decantation; |
| | The rainfall rate adopted for sizing the pond is 50 years and 90 minutes 197.25 mm/h. |
The processing plant has one surface run-off pond measuring 154 m x 104 m (16,000 m2). The volume of the pond is 39,500 m3.
The port has two surface run-off ponds, each measuring each 33 m x 73 m (2,400 m2). The volume of each pond is 7,200 m3.
All of the ponds have a HPDE liner to prevent leakage for waterproofing.
| 15.3.5 | Upset Ponds |
Upset ponds for Trains A and B are provided west of the hot leach and crystallization circuits to accommodate the emptying of large process vessels during maintenance activities.
| 15.4 | Waste Management |
| 15.4.1 | Sanitary Solid Waste |
All recyclable materials (paper and cardboard, plastics and metals, etc.) are collected separately at an intermediate waste deposit (IWD) area and sent to a disposable material center (DMC). There is an operation to press the waste into bales, which are then hauled by truck to their respective external recycling locations.
174
The environmental control area receives all waste generated by the Project from domestic waste to the waste produced in the processing plant area (scraps, packages, tires and belts, etc.).
Section 17.4.3 Solid and Hazardous Waste Management Plan describes the functionality for these areas in detail.
During the construction and operation phases, the facilities described below will be implemented.
15.4.1.1 Intermediate Waste Deposit IWD
Waste collection stations (IWD) are located at the processing plant, port and administrative areas.
The building that houses the IWD is composed of bays. The waste is packaged in drums or dumpsters according to the applicable technical standards. The waste is sent to the DMC and then to the sanitary landfill.
15.4.1.2 Disposable Material Centre DMC
The DMC structure is composed of storage yards, a covered shed for Class I and II waste and a composting area. The storage yards are fenced and the floors have primary coating. The composting building, that receives the organic waste, has drainage channels throughout its entire perimeter in order to collect water coming from washing and the slurry generated from waste decomposition.
15.4.2 Sewage Waste/Sewage Treatment Plant STP
Separate wastewater treatment systems collect, treat and dispose of domestic sewage at the processing plant and port areas. The systems consists of a package sewage treatment plant (STP) and gravity collection HDPE pipe network with pre-cast manholes, that are located at changes in alignment, junctions and pipe size or grade. A series of sewer laterals collect and convey wastewater from all buildings to the package STPs. The STPs are located downwind of the processing plant and port. The STPs are sized to treat average flows of 13 m3/h from the processing plant site and 1 m3/h from the port site.
The treated effluent from the STPs is disinfected using ultra-violet (UV) sterilization, or similar technology. The UV-treated effluent is then released, to the environment through an infiltration field or used as irrigation water.
The STPs will treat raw sewage to a 95% efficiency level. At the end of the treatment the effluent shall comply with the conditions and standards established by Normative Instruction COPAM / CERH MG Nº.1, dated May 05, 2008.
15.4.3 Industrial Waste Disposal
The Solid Waste Management Plan (Section 17.4.3) promotes the proper management of waste generated in the construction, operation and closure of the Project, including collection, classification, storage, recycling and final disposal.
Industrial waste management is segregated by sources with selective collection, intermediate disposal and allocation in the sanitary landfill. Approximately 80% of the waste produced at the mine, processing plant and port sites are handled by recycling and by the composting of organic matter. The remaining 20% is sent to the sanitary landfill.
Recyclable material is transported in containers to recycling centers or industries in the region of Autazes and Manaus.
The sanitary landfill is fenced and has a gate to control access.
| 15.5 | Tailings Management |
| 15.5.1 | Tailings Management Area |
Tailings from the processing plant exit the hot leach building via a belt conveyor that runs in a west to east direction. The tailings are conveyed to the tailings management area via a series of overland conveyors. The tailings management area consists of two tailings deposit sites, with usable battery volume of 24.1 million m³ each (piles are physically sized at lower total volume of approximately 48 million m3 to account for tailings dissolution during overall stockpiling operation). (WorleyParsons and PdB, 2018, /58/)
Each site accommodates the following:
| | Each tailings pile will be designed with the following dimensions (WorleyParsons and PdB, 2018, /58/): |
| | Length: 1,247 m (at the base); |
| | Width: 1,147 m (at the base); |
| | Height: 25 m; |
| | Usable battery volume: 24.1 million m³ each; |
| | Tailings density: 1.6 t/m³. |
175
| | Each pile has two brine ponds with the following dimensions (WorleyParsons and PdB, 2018, /58/): |
| | Length: 1,147 m (at the top); |
| | Width: 125 m (at the top); |
| | Depth: 3 m; |
| | Volume of each pond: 504,000 m³. |
| | Perimeter collection ditches; |
| | An allowance for a 6 m wide road passage around the pile and pond; and |
| | A 6 m corridor for an overland tripper conveyor that assists in the tailings stacking operation. |
The complete area under the tailings site is lined to manage surface water collection and prevent contamination of the surrounding soil and ground water. The lining system consists of a 500 mm clay stabilized with bentonite layer under piles (300 mm under roads, ditches and pond), 80 mil thick HDPE liner and a 300 mm stabilized clay layer intended for a HDPE liner ballast and protection from stacking equipment tracks (this last 300 mm layer is only present under piles).
For more information see the following reference of Worley Parson (WorleyParsons and PdB, 2018, /58/).
15.5.2 Brine Management
Surface water in each tailings site is collected and directed to the brine pond. The brine pond has the following purposes:
| | Settle any insoluble solids prior to sending brine to the brine injection circuit; |
| | Provide some capacity to smooth out peaks in brine volume that need to be injected from periods when there is high rainfall, to periods when there is lower rainfall and |
| | Provide capacity to accommodate rain collected from the tailings site area during an one hundred year rainfall event. |
Overflow from the brine pond is pumped to the brine injection circuit which consists of the following:
| | Brine tank and injection pumps located adjacent to the brine pond: one set of tanks and pumps is provided for each tailings site; |
| | Brine injection wells: five operating and two stand-by wells are provided for each tailings site. Wells are spaced around each tailings site to allow access from roads already provided for the tailings piles and pond. Next to roads, corridors are provided for HDPE brine lines running on the surface from the injection pumps to the injection wells; |
| | Brine recirculation pumps and lines: to achieve appropriate brine saturation, some of the brine is recirculated back to the stockpile. |
15.6 Mine Facilities
15.6.1 Refrigeration Plant
The surface refrigeration plant includes three refrigeration plant rooms, which supply chilled water to the surface and underground bulk air coolers. Chilled water is distributed through pipelines down the mine shaft to the underground cooling stations.
Refrigeration plant room No.1 comprises a surface bulk air cooler, refrigeration modules, plant building, condenser cooling towers, water pump systems and electrical and control systems (cold air is supplied to the main shaft). The total surface area is approximately 50 m x 6 0 m, including 40 m x10 m for the cooling towers, 35 m x15 m for the refrigeration units and 50 m x 20 m for the bulk air coolers. The refrigeration plant is located next to the main shaft winder house and is connected to the main shaft via an underground decline.
Refrigeration plant rooms No.2 and No.3 are comprised of refrigeration modules, plant building, condenser cooling towers, water pump systems, electrical and control system.
The total surface area for both refrigeration rooms is 70 m x 15 m. The dimensions for the cooling tower are 80 m x 10 m.
Two warm water holding tanks, (20 m x 20 m) are located next to the headframe and plant rooms Nº 2 and Nº 3, which are fed by the shaft return columns and transfer water to the refrigeration plants.
15.6.2 Main Fan Station
The furthermost corner of the main fan buildings are approximately 70 m from the ventilation shaft. The individual fan buildings are located in an angled position from the main ventilation shaft connection and have a span of 30 m in total.
176
The main fan station, consisting of three main exhaust fans, has an approximate 5 m diameter subsurface connection to the ventilation shaft. The fan station equipment includes inlet duct work, instrumentation, centrifugal fan sets, fan casing, fan impeller, fan shaft, fan holding brake, electric motor and VSD.
15.6.3 Backfill Plant
The backfill plant, located next to the main substation is a 42 m x 30 m sized building that connects to the processing plant via a belt conveyor system. The total height of the building is approximately 23 m.
The building holds two slurry mixing tanks, two brine tanks, brine and suspension pumps and piping structure. Slurry is fed to the ventilation shaft via a pipeline.
The brine tanks are located on the ground floor; whereas, the slurry mixing tanks, which receive the solids residues from the processing plant, are positioned above on a platform.
15.6.4 Material Yard
The material yard comprises an area of approximately 7,700 m2 and is fully fenced. It is located next to the main fan station and is used for delivery and storage (short-term and long-term) of mining equipment and materials. The yard includes sheltered storage facilities, where smaller sized materials are stored until they have been disbursed to the job.
15.6.5 Other Mine Surface Facilities
Additional surface mine facilities include offices, dry house, lamp room, training room and mine rescue room. The mine control room is integrated in the overall surface control room facilities.
The ancillary surface facilities, to support underground operations, are located adjacent to the mine headframe.
15.7 Processing Plant Facilities
15.7.1 KCl Processing Building
15.7.1.1 Area 3100 Raw Ore Crushing
The raw ore crushing plant consists of three buildings and two storage areas: Table 86 presents a description of each building and storage area:
Table 86 Raw ore crushing plant building and storage areas descriptions
|
Building Description |
Length [m] |
Width [m] |
Height [m] |
No. of Levels | ||||
| ROM transfer station |
12 | 9 | 15 | 3 | ||||
| Ore crushing building |
15 | 15 | 25 | 4 | ||||
| Hot leach feed transfer station |
15 | 15 | 25 | 4 | ||||
| Crushed ore storage |
12 | 9 | 15 | 3 |
An area for the emergency ROM storage has been set aside for future development. It will consist of a concrete pad with perimeter.
The equipment located within the building structures includes belt conveyors, feeders, crushers, bins, hoppers, maintenance monorails and dust collection equipment. No allowance is provided for overhead travelling cranes.
15.7.1.2 Area 3100 Building Structural Features
All three ore crushing buildings are constructed of structural steel with roof and floor beams supported by columns.
The various interior fiber-reinforced plastic (FRP) grated floors and platforms are supported by structural steel beam and column components. Vertical bracing for each building is located on the exterior of the buildings in a north-south and east-west direction. Horizontal bracing is within the roof and heavy loaded floors and platforms.
The reinforced concrete building foundation consists of precast concrete piles, pile caps, piers and grade beams.
Stairwells and stairs between platforms, within buildings, are provided for the movement of personnel. A minimum of two access points are provided for each level of the buildings.
Each building has a roof, but no siding, which allows access to equipment by mobile cranes.
177
15.7.1.3 Area 3200 Wet Process
The wet processing plant consists of two buildings, two containment areas with thickeners, tanks and pumps and two ponds. Table 87 presents a description of the buildings and upset ponds.
Table 87 Wet processing plant buildings and ponds description
|
Building Description |
Length [m] |
Width [m] |
Height [m] |
No. of Levels | ||||
| Hot leach/filtering |
66 | 66 | 30 | 3 | ||||
| Crystallization |
126 | 66 | 44 | 5 | ||||
| Upset pond for Train A |
60 | 40 | | | ||||
| Upset pond for Train B |
60 | 40 | | |
The thickener for Train A includes a containment area that measures 34 m long x 24 m wide, a 15 m diameter slimes thickener, a feed tank and a feed pump.
The thickener for Train B includes a containment area that measures 34 m long x 24 m wide, a 5 m diameter slimes thickener, a feed tank and a feed pump.
The equipment located within the building includes tanks, agitators, pump boxes, pumps, screens, filters, thickeners, heat exchangers, conveyors, crystallization vessels, hydrocyclones and maintenance monorails. Mobile cranes will be used as required to perform maintenance.
15.7.1.4 Area 3200 Building Structural Features
The hot leach/filtering building is constructed of structural steel with roof trusses spanning the width of the building. The trusses and floor beams are supported by columns.
The crystallization building is a shell type structure with roof trusses supported from columns. Interior platforms and stairs around the vessels provide access for maintenance and operation.
Structural steel beam and column components support the various interior FRP gated floors and platforms. Vertical bracing for the building is located on the exterior of the building in a north-south and east-west direction. Horizontal bracing of the building is within the roof and heavy loaded floors and platforms.
The reinforced concrete building foundation consists of precast concrete piles, pile caps, piers and grade beams. Concrete slab-on-grade serves as the building floor and minor equipment support base. Individual foundations and bases are provided for support of equipment on the grade floor elevation.
Roof cover is provided for both buildings. No siding has been provided.
The containment areas have concrete pads with perimeter walls. Slimes thickeners are supported by a concrete ring and tie beams on precast concrete piles. Feed tanks and pumps are supported by concrete bases.
There are four sets of heavy crystallization vessels in the crystallization building, which are supported by concrete raft foundations with containment walls.
A set of stairwells and stairs between the platforms, within the building, is provided for movement of personnel and minor materials.
There is a minimum of two access points provided for each level of each building.
15.7.1.5 Area 3300 Drying/Compaction
The drying and compaction plant consists of one building and one storage facility. Table 88 presents a description of the buildings and storage facility.
Table 88 Drying and compaction plant building and storage facility descriptions
|
Building Description |
Length [m] |
Width [m] |
Height [m] |
No. of Levels | ||||
| Drying and compaction building |
132 | 78 | 48 | 7 | ||||
| Filtered KCl storage future development |
61 | 44 | 25 | 3 |
Space has been allocated for future development of the filtered KCl storage facility.
178
The equipment located within the drying and compaction building includes rotary dryers, cyclones, scrubbers, tanks, pumps, fans, conveyors, bucket elevators, screens, crushers, compactors, flake breakers, coolers, bins, hoppers, maintenance monorails and dust collection equipment.
Mobile cranes will be used for maintenance, when required, with access via the side of the uncladded building. There is no need for cladding with the seasonally warm temperatures.
15.7.1.6 Area 3300 Building Structural Features
The drying/compaction building is constructed of structural steel with roof trusses spanning the width of the building. The trusses and floor beams are supported by columns. Structural steel beam and column components support the various interior FRP gated floors and platforms.
Only roof cover is provided for the building. No siding has been provided, given that it is not necessary in this warm climate and it allows for easier maintenance access.
The reinforced concrete building foundation consists of precast concrete piles, pile caps, piers and grade beams.
A set of stairwells and stairs between platforms are provided for movement of personnel and minor materials.
A minimum of two access points is provided for each level of the building.
15.7.1.7 Area 3400 Product Handling
The product handling portion of the processing plant consists of two buildings and one storage area. Table 89 presents a description of the KCl final product conditioning building, truck loading building and KCl storage building.
Table 89 KCl final product conditioning, truck loading and KCl storage buildings description
|
Building Description |
Length [m] |
Width [m] |
Height [m] |
No. of Levels | ||||
| KCl final product conditioning |
34 | 24 | 31 | 5 | ||||
| Truck loading |
46.0 | 11.0 | 26 | 6 | ||||
| KCl storage |
108.0 | 61.7 | 28.5 | 2 |
The equipment located within the buildings includes conveyors, screens, maintenance monorails and dust collection equipment.
15.7.1.8 Area 3400 Building Structural Features
The KCl final product conditioning building is constructed of structural steel with roof and floor beams supported by columns. Structural steel beam and column components support the various interior FRP grated floors and platforms. The vertical bracing for the building is located on the exterior in a north-south and east-west direction. The horizontal bracing of the building is within the roof and heavy loaded floors and platforms.
The reinforced concrete buildings foundations consist of precast piles, pile caps, piers and grade beams. A concrete slab-on-grade serves as the building floor and minor equipment support base.
15.7.1.9 Area 3600 Reagents Building
The reagents building is a pre-engineered enclosed structure, measuring 58 m x 32 m.
The equipment located within the building structure includes tanks, agitators, pumps, feeders, bag breaking stations, bins, conveyors and maintenance monorails.
15.7.1.10 Area 3600 Building Structural Features
The pre-engineered building steel structure is supported by a reinforced concrete building foundation consisting of precast concrete piles, pile caps, piers and grade beams.
15.7.2 Control Room Building
The control room building is located adjacent to the Area 3300 Drying and compaction building. It has an area of 222 m2 and is a one-level building.
The control room, along with the automation/server room, process/production room, supervision and engineering rooms are located within a modular construction type that has either a structural steel frame with exterior cladding modules or pre-cast concrete structure with masonry elements. The building has split type air conditioning.
The control room with monitoring stations has glazed window panels so that it can be viewed from outside by staff and visitors. This building also includes an equipment room, pantry and toilets.
179
15.7.3 Auxiliary Buildings and Facilities
The services complex facilities, including most of the auxiliary buildings, are located close to the processing plant. Service facilities are also located close to the mine headframe to support mine operations.
There are two classifications of buildings. The following is a description of each building:
| | Offices and associated buildings (gatehouse, first aid, restaurant and kitchen, administrative office, laboratory, change house, control room): modular construction and shipping containers; and |
| | Services and maintenance buildings (mechanical shop, truck shop and warehouse): modular steel structure containers; some roofs are made of vinyl. |
The total floor area of the auxiliary facilities is estimated at approximately 8,000 m2. Each building is provided with services that are consistent with the functional nature of the building.
The services complex is primarily a pre-engineered building with reinforced concrete spread footing foundations supported by piers and grade beams. The ground floor is a reinforced slab-on-grade with a vapor barrier and granular subbase.
Ventilation, air conditioning and make-up air is provided by air conditioning units with distribution ducting in multi-office areas. Office areas are maintained under a positive pressure relative to their surrounding areas.
Separate ventilating and air conditioning systems are provided for the shops, warehouse, laboratory, administration offices and change house areas. Ventilation for the workshops and warehouses is provided by exhaust fans.
15.7.4 Administration and Dry Area
The administrative building includes offices for managers, as well as operations, maintenance and administrative personnel. The building has meeting rooms, archive storage, IT room, security room, pantry and men´s and women´s washrooms.
The change room building serves the processing plant employees. The showers and toilets area are of sufficient size to accommodate the largest shift of workers. The locker room is sized to accommodate the total number of workers.
15.7.5 Gate House
The gate house building includes an area for identification, access control and badge issuing, reception, pantry, cleaning material storage room, IT room, road scale control room and men´s and women´s washrooms.
Access for light vehicles and buses is separated from the access for trucks used to transport the product, equipment or consumable material.
15.7.6 First Aid Station and Fire Station
The emergency complex, which serves the processing plant, mine and port sites, includes a fire department and first aid station.
The first aid station has areas for reception, medical office, treatment room, observation room, nurse station, cleaning material storage room, sterilization, IT room and mens and womens washrooms and change room, including provisions for persons with disabilities and special needs. An ambulance parking lot is located adjacent to the building.
15.7.7 Cafeteria and Kitchen
The cafeteria and kitchen are located in the middle of the administrative complex. This facility contains a fully equipped industrial kitchen with employee toilets, storage room, cleaning material storage room and bottle gas area.
The cafeteria is provided with mens and womens washrooms, is wheel chair accessible and can accommodate up to 110 persons at the same time. Parking lots are provided for loading/unloading trucks.
A leisure area with bank and convenience facilities is located close to the cafeteria complex.
15.7.8 Industrial Warehouse
The warehouse is located close to the workshop in the service complex building and is designed with a high PVC vinyl ceiling to accommodate high storage shelving. Offices for warehouse personnel and a tool shop are included in this building. The administrative support area (tool shops, offices, pantry and washrooms) is attached to the warehouse and is constructed from shipping containers.
180
15.7.9 Mechanical Shop
The mechanical shop is located near the warehouse in the service complex building and is designed with a high ceiling to accommodate equipment.
The facilities included in this building are: offices for mechanical shop personnel, tool room, lubrication room, wash room, boiler shop, machine shop, electrical instrumentation shop. The administrative support area is attached to the mechanical shop and is constructed from shipping containers. It includes tool shops, offices, pantry and washrooms.
Lubricants and chemical products will be stored in the warehouse in a separate area located beside the mechanical workshop.
15.7.10 Truck Shop
The truck shop is located close to the warehouse and mechanical shop in the service complex building and is designed with a high ceiling to accommodate equipment and vehicles
The facilities included in this building are: offices for truck shop personnel, tool room, lubrication and tire repair shop. The administrative support area is attached to the mechanical shop is constructed from shipping containers.
These buildings include tool shops, offices, pantry and mens and womens toilets. The truck wash is uncovered and is located beside the truck shop.
The truck shop is designed to permit the maintenance of mobile equipment and front end loaders.
It is not designed for the maintenance of trucks used for product transportation.
15.7.11 Fuel Station
At the processing plant, fuel is unloaded at the following locations:
| | Fuel station: Serves the mobile equipment. Comprised of two tanks (60 m³ each), two single-stage centrifugal pumps (one operating and one standby); |
| | Emergency power generators: Comprised of one tank and dedicated pump to feed the generator engine. |
15.8 Port Site Facilities
PdB has obtained authorization to build and operate a Private Use Terminal (TUP) in an area owned by the company, located outside the public port area, on the left bank of the Madeira River, in the Municipality of Autazes. The coordinates for the ports position are LAT 03° 32 45,3 S and LONG 058o 55 18,2 W. This port has been permitted to handle the loading of mineral bulk solids (potash) for waterway transportation and the unloading of liquid bulk (fuels) and general cargo from waterway transportation, exclusively, to meet the logistic needs of the company in the region. BPC retained the services of WorleyParsons resources & energy to design and update the cost estimate for the port location in Urucurituba (WorleyParsons and PdB, 2022, /59/).
15.8.1 Cargo Movement and Flow Estimation
The TUP should commercially handle solid mineral bulk (potash), by waterway, as well as fuels and general cargo to meet the routine logistics needs of the mining enterprise, according to the following estimates shown in Table 90.
Table 90 Estimation for handling of solid material and general cargo (WorleyParsons and PdB, 2022, /59/)
| Movement |
Charging Profile |
Main Loads |
OBS | |||
| 2,160,000 t/a |
SOLID GRANEL |
Granular potassium chloride |
Marketing | |||
| Approximately 11,000 t/a | GENERAL CHARGES |
Construction material/ maintenance equipment and parts/ foodstuffs/ miscellaneous materials | Own consumption |
The potash cargoes shipped in bulk barges will be transported in river convoys belonging to Brazilian shipping companies authorized to operate in cargo transport, in inland waterways of interstate longitudinal course, with the purpose of supplying the needs of the domestic market of agricultural fertilizers. The company will not carry out the transportation of the cargo. The most probable cargo flows will be up and down the Madeira River, between the terminal and port facilities located in Porto Velho/RO, to supply the markets of the states of Rondônia/RO and Mato Grosso down the Amazon Tapajós Rivers, between the terminal and the District of Miritituba Itaituba/PA, to the fertilizer market in the north-central region of Mato Grosso and to other terminals operating on the Amazon River that operate with cabotage shipping, so as to supply the fertilizer needs of other regions in Brazil (WorleyParsons and PdB, 2022, /59/).
181
15.8.2 General Description of the Terminal
Figure 90 shows the layout of the terminal facilities and the floating jetty.
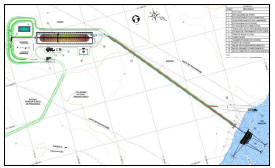
Figure 90 General terminal plan facilities and floating pier (WorleyParsons and PdB, 2022, /59/)
15.8.3 Loading and Handling Facilities
The onshore port area comprises the following loading, handling and storage structures (WorleyParsons and PdB, 2022, /59/):
| | KCl storage shed; |
| | Interconnection platform; and |
| | Access ramp/supplies. |
These facilities and structures will be described in the following.
KCl Storage Shed
The potash storage shed is located in the port, at elevation El. 25000, approximately 1 km from the floating dock and has a capacity of 100,000 t. This shed occupies an area of 20,933 m² and has the following dimensions: 336 m long x 62.3 m wide x 34 m high. It is a structure made of steel, fully covered, with a side covering, tiled floor, surrounded by drainage channels and a frontal main access to the storage shed.
The product is stacked in the shed by a 7200-MC-0106 tripper type belt conveyor, which forms a longitudinal stack of approximately 76 m, which is reclaimed by a 7200-MC-0109 portal type scraper reclaimer. The portal type scraper feeds the 7200-MC-0110 belt conveyor with a width of 800 mm, which has a hopper fed by a loader in eventual conditions (WorleyParsons and PdB, 2022, /59/).
Interconnection platform
An interconnection platform of approximately 930 m long and 15 m wide was planned between the storage shed and the floating dock, where the 7200-MC-0110 conveyor, with a width of 800 mm, will feed the barge loading system.
This interconnection platform will also include a 7 m wide road with drainage channels, which will be located next to the belt conveyor and will be used for maintenance and access to the floating dock. The platform also includes an area for utilities piping and a pole for the electricity grid.
The nominal loading (export) capacity of the facility is 2.16 MTPA of KCl, while it can increase up to 2.44 MTPA during some years of production, which will enable a movement (or warping) of the bulk ferry/barge during loading, based on a 50% utilization rate. This is considered acceptable based on the following assumptions:
| | Maximum size of convoy: 20 barges (2,000 t each) with a total weight of 40,000 t; |
| | Average time to load the train (including all the movement of the barges): 3 days; |
| | Belt conveyor capacity: 2,000 t/h; |
| | Annual nominal loading capacity: 2.16 MTPA of KCl; |
| | Total number of trains per year: ±55; and |
| | Days in operation to load barges/trains: 161 d/a. |
The use of the berth less than 50% of the time (considering the weekly operation for 7 days, 24 h/d) allows accommodating delays arising from weather conditions and equipment maintenance. Vessels are loaded using warping techniques and a fixed conveyor, which are assisted by winches located at pontoons. This operation is significantly longer, allowing higher handling capacity of mobile materials, requiring more operators, which is acceptable, given the low use of the berth for product loading.
The final product KCl in the storage shed will be conveyed by belt conveyors to the floating port and shipped by barge convoy. In the dry season, when the river level is low, the capacity of the barges will be 24,000 t (train with 12 barges)
182
and in the flood season the capacity will be up to 40,000 t (train with 20 barges). The barges will be loaded by belt conveyors and unloading hoppers with an estimated loading capacity of 2,000 t/h.
To prevent dust generation and product loss, cascade model hoppers (or similar) will be used as they have been chosen as the most appropriate system for handling Potash.
The production from Urucurituba port will be carried out by companies qualified and authorized to carry out this type of activity (WorleyParsons and PdB, 2022, /59/).
15.8.4 Logistic and Administrative Support Facilities
The port area comprises the following onshore structures (WorleyParsons and PdB, 2022, /59/):
| | Ordinance; |
| | Support facilities; |
| | Water tank (service/fire); |
| | Septic tanks; |
| | Storm water reservoir (pond); and |
| | Substation. |
These on shore structures will be described in the following.
Ordinance
The Gatehouse will be located at the entrance to the area to control access to the port and support structures, containing space to accommodate the security team, as well as a bathroom and parking area. Soon after the entrance through the gate there is an area for parking with capacity for about 20 trucks (WorleyParsons and PdB, 2022, /59/).
Support Facilities
The support facilities occupy an area of around 400 m² with general and task lighting, electrical outlets and water and sanitary sewer connections, vehicle parking and a bus stop.
The support facilities are grouped into three blocks. The first contains a control and engineering room, an IT/AT room, billing control, storage and male and female changing rooms. The second consists of a canteen with sectors for collection and distribution, cleaning and sanitation, waste and stock deposits and restrooms. The third block has space allocated for a maintenance area for small and quick services, tooling area, battery warehouse, Class I waste warehouse, stock of cleaning materials and pantry. Besides these the support infrastructure will have a water castle, septic tank-filter system, water-oil separator system (SAO) and intermediate waste deposits (containers for temporary disposal of Class II waste) (WorleyParsons and PdB, 2022, /59/).
Water Supply and Distribution
In the port area the raw water supply for all facilities will be provided by two artesian tube wells (one in operation and the other as a reserve). The water tank will have a total capacity of 400 m³ of which 350 m³ will be for fire water and 50 m³ for service water. The tank will be located at elevation El. 25000 within a containment basin with a volume higher than the tank. The entire area will be surrounded by gutters.
The Madeira River has also been identified as an alternative source of water for the port site. The water intake system would be located at the port location.
For the firefighting system a pump with diesel engine, a pump with electric engine and a Jockey pump were considered. All pumps are located in a pump house with roof and drainage channels situated next to the water tank.
For the service water system 2 electric pumps were considered.
A part of the raw water from the tank will be pumped to the service/fire water distribution system by means of two single stage centrifugal pumps (one operational and one standby). The average consumption will be 10m³/h. The raw water will be distributed through carbon steel pipes with 50 mm diameter.
Drinking water will be supplied from water trucks that will collect water from the water treatment plant (WTP/ETA) located in the process plant. A tank will be used as drinking water reservoir. The treated water will be similarly distributed to the raw water by two centrifugal pumps through a 25 mm diameter galvanized carbon steel pipe. The average consumption is estimated at 10 m³/h (WorleyParsons and PdB, 2022, /59/).
Rainwater Pond
The construction of a reservoir for rainwater collection located next to the storage facilities and infrastructure of the retro port area is planned.
The implementation phase of the port will take place in the sequence of installation of a temporary work site for the construction of the port-industrial area road. This site will consist of the following structures (WorleyParsons and PdB, 2022, /59/).
| | Temporary accommodation for a workforce of around 50 people; |
183
| | Interim power supply system; |
| | Water collection and distribution system; |
| | Environmental control system; |
| | Installation of a construction site for the construction of the port facilities; |
| | Power substation; |
| | Environmental control system; |
| | Ordinance; |
| | Workshops; and |
| | Structures for receiving inputs. |
Substation
A 1.3 MW substation will be installed at the port to meet the consumption of the facilities during the operational phase. The electrical energy for the port will be supplied from the main substation, which will be located in the processing plant and will be distributed by an approximately 15 km long high voltage line.
In case of emergency a diesel generator with a power output of 100 kW will be installed to supply electricity to provide security lighting, as well as the barge loading and unloading systems that may be in progress at the time of emergency (WorleyParsons and PdB, 2022, /59/).
| 15.8.5 | Pier/Floating Dock |
The port facilities will consist of a floating dock formed by two pontoons. The ferries to be loaded with ore will be positioned between the two floating pontoons and will be loaded by conveyor belts coming from the material stockpiling area. The ferries will be sheltered by a metal structure that will connect those two pontoons, as shown in Figure 91 and Figure 92 below.
There will also be a third float which will support the structure of the conveyor belts, being solidary to one of the floats mentioned above. This conveyor belt structure will also serve as an access route for operators to the river facilities.
Taking the river bank as a reference the external pontoon should be equipped with all the necessary facilities for unloading fuel ferries, i.e. connections, piping, filters, etc. The fuel will be pumped into the terminal tank exclusively by the ferrys own pump.
The berth will have a construction licence issued as a vessel without propulsion for use as a floating berth and will qualify as a Class 1 Certified Ship (EC1). The vessel must be certified and built in accordance with the standards of the American Bureau of Shipping (ABS) classification society. The floating docks will be dimensioned to support the entire metallic structure of the cover and equipment for loading ore barges, one barge at a time. The bulk ferries will have a capacity of up to 4,000 ton per barge (TPB) (WorleyParsons and PdB, 2022, /59/).
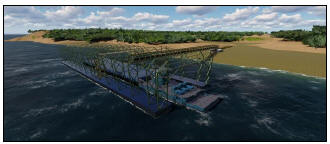
| Figure | 91 Graphic representation of the future port facilities without the metallic cover for better visualization (1) (WorleyParsons and PdB, 2022, /59/) |

| Figure | 92 Graphic representation of the future port facilities without the metallic cover for better visualization (2) (WorleyParsons and PdB, 2022, /59/) |
184
River access will be provided by the Madeira River. The facilities will be built on the left bank of the river. The river is about 800 m wide at the quay location. As shown in Figure 93, historically the lowest level ever recorded for the Madeira River in the region is 5.00 m and the maximum level is 21.50 m. A difference of about 16.50 m is consequently expected between the flood and ebb.
As shown in Figure 94 all floating platforms will be equipped with mooring systems using mooring chains, electric winches, shore bollards and anchor pools, which will allow the constant adjustment of the wharfs position, according to the variation in the Madeira River level. The moorings will always have to be adjusted according to the river level in order to obtain a rigid mooring pier. Considering the greatest flood and the greatest ebb as presented above the whole structure is dimensioned to support the largest ferries that can dock there (WorleyParsons and PdB, 2022, /59/).
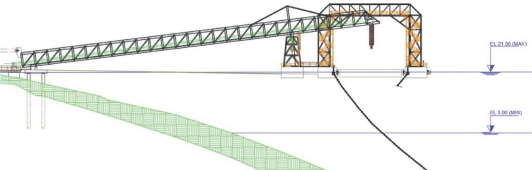
Figure 93 Schematic section of the port facilities (WorleyParsons and PdB, 2022, /59/)
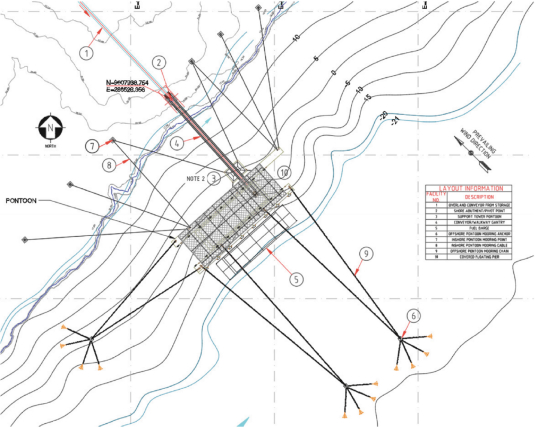
Figure 94 Indication of the facilities of the port site facilities (WorleyParsons and PdB, 2022, /59/)
| 15.9 | Truck Transportation |
| 15.9.1 | Unloading Trucks |
The transport of KCl to the port (truck unloading system from the port) is carried out by Bitrem trucks, with a capacity of 35 t, and the unloading is done by bilateral tipping of the trucks cargo boxes. The unloading of the KCl is done inside the silo 1200-TB-0100, with capacity for 105 t, equivalent to the volume of three trucks. The operation is carried out safely inside the vehicle cabin on the EL. 35200, so that there is no contamination of the product on the ground. The product is extracted from the silo by the 7200-MF-0101 belt feeder (belt width 1,200 mm), which discharges into the 7200-MC-0103 belt conveyor (belt width 1,000 mm), which takes the product from the silo to the storage shed in elevation El. 25000. To eliminate particles suspended in the air during tipping, an exhaust system with a bag filter will be installed (WorleyParsons and PdB, 2022, /59/).
| 15.9.2 | Supply and Storage Facilities |
The Autazes Potash Project requires the transportation of up to 2.44 MTPA of final product (granular KCl) from the processing plant to the port. This transportation will be done by trucks through the access paved road between the port of Urucurituba and the industrial area.
The paved road connecting these two facilities is approximately 12 km long. The paved road will be built to DNIT Class II standard and traffic has been estimated at over 700 vehicles per day, destined for the flow of production and the receipt of equipment, parts and materials.
The transportation will be done by Bitrem trucks with a total capacity of 30 m³ (15 m³ capacity for each semi-trailer) and equipped with an automated covering system, controlled from the drivers cabin.
The empty trucks will be weighed on scales at the process plant, loaded with the product stored in the silos and weighed again at the gate before heading to the port. The product will be transported between the processing plant and the port 24 hours a day.
At the port, trucks will unload the KCl product into the unloading system and it will be transported by conveyor belts to the storage shed, with a capacity of 100,000 t (WorleyParsons and PdB, 2022, /59/).
185
| 15.10 | Marine Transportation |
| 15.10.1 | Dry Cargo and Construction Port |
For the beginning of work a shore ramp has to be excavated on the shore so that the general cargo ferry can be loaded and unloaded allowing access of heavy vehicles. The ramp should overcome the difference in water level in such a way to allow the berthing of ferries at any time of the year.
Currently, general cargo ferries with LOA17 82.0 m x Boca 22.0 m x Pontal of 3.2 m with a cargo capacity of 3,400 t (the largest ones) and other smaller ones, which will be able to moor with the bow, equipped with a frontal lifting ramp or with an adjustable metallic ramp, installed on site, operate in the region.
Figure 95 and Figure 96 below show operating general cargo ferries in the region and how they dock at a ramp (WorleyParsons and PdB, 2022, /59/).

| Figure | 95 General cargo ferry (WorleyParsons and PdB, 2022, /59/) |

| Figure | 96 General cargo raft and concrete ramp with adjustable metallic ramp (WorleyParsons and PdB, 2022, /59/) |
| 15.10.2 | Bulk Barges |
Bulk barges (vessels) will be used to transport products from the mining of the potash mine. They have all watertight compartments and can transport more than one material per leg. They do not have an own propulsion, so that push boats are used for navigation. Two types of large size ferries are operating in the port (WorleyParsons and PdB, 2022, /59/):
| | Racket Bulk Carrier Type 2,750 t (LOA 77 m; Boca 12 m; Pontal 4.90 m; Draft 3.65 m / see Figure 97 and |
| | Box Bulk Carrier Type 2,900 t (LOA 76 m; Boca 12 m; Pontal 4.90 m; Draft 3.65 m) / see Figure 98. |
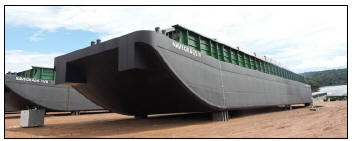
| Figure | 97 Racket raft (WorleyParsons and PdB, 2022, /59/) |
| 17 | LOA = length overall |
186
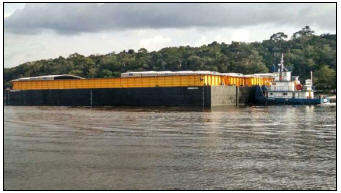
| Figure | 98 Box raft (WorleyParsons and PdB, 2022, /59/) |
| 15.10.3 | River Pusher and Convoy |
A convoy or bulk train is a combination of a barge type and a pusher boat. It is planned to use the following pushers for operation with ferries (WorleyParsons and PdB, 2022, /59/):
| | Fluvial Pusher of 6000 HP at 1,800 rpm (LOA 37 m; Mouth 12.50 m; Pontal 4.30 m; Draft 3.50 m) currently operated only by HERMASA and |
| | Fluvial Pusher of 4000 HP at 1,800 rpm (LOA 30 m; Mouth 10.60 m; Pontal 3.40 m; Draft 3.07 m). |
Figure 99 presents an image of typical pushers in the region.

| Figure | 99 River pusher (WorleyParsons and PdB, 2022, /59/) |
The maximum size of the convoys that will operate at the terminal is established by the Brazilian Navy. The maximum convoy is the Tapajós River convoy consisting of a pusher tugboat and 16 barges is permitted by the NPCF-2015 of the Santarém Port Authority.
| Figure | 100 and Figure 101 show typical convoys (WorleyParsons and PdB, 2022, /59/). |
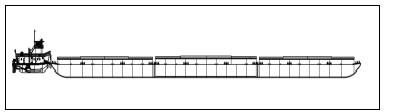
Figure 100 Drawing of a bulk train (WorleyParsons and PdB, 2022, /59/)

Figure 101 Bulk train in operation (WorleyParsons and PdB, 2022, /59/)
187
| 16 | Market Studies |
This chapter of the updated FS was prepared using CRUs 2022 Potash Marketing Report commissioned for BPC (CRU, 2022, /12/) as the main source of information, and, in addition, resource materials, reports and documents noted in the text and in the chapter References. The CRU Potash Marketing Report is attached as APPENDIX 25 to this updated PFS.
Firstly, the global potash markets and the changes in them since February 2022 are described briefly. The next section gives a short overview of the Brazilian potash market. Finally, the development of the MOP prices for the Autazes Potash Project is analyzed.
| 16.1 | Global Potash Market |
The majority of potash fertilizers are applied as potassium chloride (KCl) and traded as MOP with a standard grade of 95% KCl, which is equivalent to 60% K2O. Smaller amounts are supplied as potassium sulphate, traded as SOP, or mixed with other nutrients to obtain NPK, KMg and other fertilizer cocktails. Both product lines, MOP and SOP, are traded as standard material, which is a crystal-grained product, or granular, which is a compacted and crushed or granulated coarser product. Besides this agricultural application, there are many industrial applications for KCl.
The global effective MOP capacity amounted to 76 million metric tonnes in 2021.
Global potash production is highly concentrated among a handful of companies and geographic regions.
The major producing countries are located in the Northern Hemisphere, especially in Canada, Russia and Belarus, which together account for nearly 70% of global MOP capacity in 2021 (see Figure 102).
The major producers are NUTRIEN (formed by the merger of PotashCorp and Agrium in 2018) and the Mosaic Company (MOSAIC) all located and operating in Canada and the US; BELARUSKALI and URALKALI, both located and operating in the Former Soviet Union (the former in Belarus and the latter in Russia); the ICL Group, located in Israel and operating in Israel, Spain and UK; the Arab Potash Company (APC), located and operating in Jordan, and K+S KALI GmbH (K+S), located and presently operating in Germany and Canada. Over the past 15 years, Chinas KCl production has tripled, and this growth was generated by numerous producers. Three more minor producers of KCl, including two in South America, account for most of the rest.
The main consequence of the spatial distribution of the major potash production units is the imbalance between production and demand by regions, which leads to relatively long shipping routes from the suppliers to the consumers:
Only six countries export large quantities to the international market. Many of the areas of high potash demand are located far away from the production areas. The consequences of this fact are long-distance ocean trade routes and, secondarily, rail-only routes (Canada to USA and Russia to China).
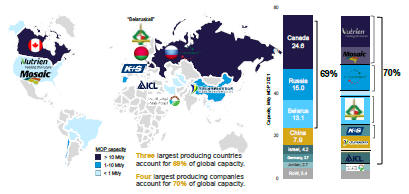
| Figure | 102 MOP capacity [million t/a] by country and producer (CRU, 2022, /12/) |
The largest MOP consumers are located geographically far away from the major producers; long-distance MOP trade, along with the time and cost associated with such movement characterises the potash market.
The forecast for MOP supply by CRU (CRU, 2022, /12/) considered the recent political situation regarding the EU and US-led sanctions for Belarussian and Russian MOP exports. The amount of exports from both countries will reduce in 2022 dramatically. In the short term, these deficits can only be partly compensated by the other producers.
| 16.2 | Brazilian Potash Market |
Brazil is the world largest MOP consumer outside of China and consumed 85-95% of MOP as granular grade material, most for bulk blending.
In 2021 Brazil had a demand of 7.8 million metric tonnes of K2O, of which 7.2 million metric tonnes were imported as MOP (= eq. 12.5 million metric tonnes of MOP product) and only 0.6 million metric tonnes of K2O were other K fertilisers.
188
In 2021, the domestic production amounted to 0.36 million metric tonnes of MOP.
In 2021, Brazil imported 12.6 million metric tonnes of MOP from:
| CANPOTEX18 |
33% | |||
| Russian exporters |
28% | |||
| BPC19 |
19% | |||
| Others (ICL, APC, K+S, SQM) |
<20%. |
The only potash producer in Brazil is the Taquari Mine, in the state of Sergipe, owned by MOSAIC Fertilizantes. In 2021, this operation produced only 0.36 million metric tonnes of MOP, which was completely sold in Brazil.
Figure 103 shows the comparison between MOP imports and MOP domestic production in Brazil.
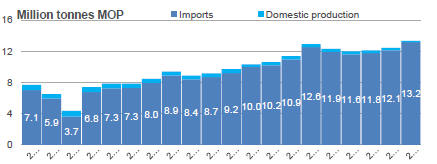
Figure 103 Brazilian MOP imports and domestic production [million tonnes], 2007-2026 (CRU, 2022, /12/)
CRU forecasts a long-term growth prospect for the K2O demand in South America, which doubles in the next 20 years (CRU, 2022, /12/), Figure 12).
The Autazes Potash Project is located close to the largest MOP consuming state in Brazil, Mato Grosso, with a demand of approx. 2.5 million metric tonnes per year of MOP. This will be a large competitive advantage of the Autazes Potash Project.
Other large-scale MOP consuming states of Brazil are in the vicinity of Autazes Potash Project. Further agricultural developments in Brazils northern states are planned.
| Table | 91 Brazilian supply and demand balance from 2017 to 2026 [million tonnes] |
| 2017 | 2018 | 2019 | 2020 | 2021 | 2022 | 2023 | 2024 | 2025 | 2026 | |||||||||||
| Deliveries |
9.72 | 10.33 | 10.53 | 11.25 | 12.80 | 12.31 | 12.00 | 12.12 | 12.46 | 13.35 | ||||||||||
| Effective Capacity |
0.56 | 0.56 | 0.56 | 0.56 | 0.56 | 0.56 | 0.56 | 0.56 | 0.56 | 0.21 | ||||||||||
| Production |
0.48 | 0.34 | 0.43 | 0.44 | 0.37 | 0.38 | 0.37 | 0.35 | 0.32 | 0.17 | ||||||||||
| Imports |
9.23 | 10.01 | 10.20 | 10.95 | 12.56 | 11.93 | 11.63 | 11.76 | 12.14 | 13.18 | ||||||||||
| Exports |
0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
Table 91 shows that in the medium term, Brazilian MOP deliveries will grow to over 13 million tonnes of product until 2026.
It can be confirmed that there are no mature greenfield projects in the country. There were plenty of activities in the past for potash exploration in the Sergipe Region and in the Amazon Basin. However, there is no mature project that could be a competitor to the Autazes Potash Project.
Finally, it is clear that there will be a continuously high demand for MOP imports in the long term as well.
| 16.3 | MOP Price Development |
CRU (CRU, 2022, /12/) also delivered a price forecast for the regional market of Brazil.
It starts with a historical approach (Figure 104). The history to date shows a strong increase at the end of 2021 following a long period of relatively low potash prices. For example, the spot price for MOP granular products reached a peak of more than 1,200 USD/metric tonne of MOP granular in April 2022.
| 18 | CANPOTEX was founded in 1970 as a sales organisation to carry out the offshore exports of the Saskatchewan producers and it owns loading facilities at each mine. CANPOTEX handles all subsequent transportation and marketing. Its members are NUTRIEN and MOSAIC. |
| 19 | Belarusian Potash Company (BPC) handle the overseas markets of the producers in Russia and Belarus. |
189
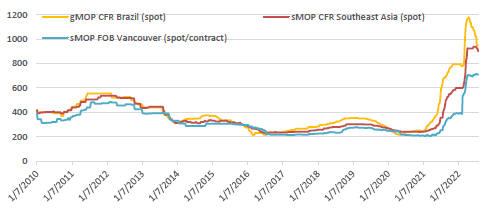
| Figure | 104 Historical MOP prices from 2010 to 2022 (s=standard, g=granular) |
CRU gives several reasons in their report regarding this price increase and these are as follows:
Global demand remained very strong in 2021, particularly in spot markets such as Brazil, the US and Southeast Asia as escalating crop prices meant that fertilizer affordability remained exceptionally favourable.
However, key to 2021 was tight global supply, with effective capacity utilisation in 2021 at 93.5%, just marginally higher than in 2020 and at parity with 2007 levels. The principal supply-side driver pushing spot prices to twelve-year highs was sanctions imposed initially by the EU, then subsequently by Canada, the UK and the US, against Belarus potash sector.
CRUs potash price forecast covering the FOB Vancouver and CFR Brazil benchmarks over the medium term is shown in Table 92.
Table 92 Medium term potash price forecast up to 2026, [USD/tonne, nominal] (CRU, 2022, /12/)
| Weighted FOB Vancouver (all grades) | CFR Brazil (all grades) | |||
| 2019 | 266 | 330 | ||
| 2020 | 217 | 238 | ||
| 2021 | 257 | 534 | ||
| 2022 | 594 | 955 | ||
| 2023 | 664 | 776 | ||
| 2024 | 522 | 545 | ||
| 2025 | 305 | 350 | ||
| 2026 | 268 | 346 |
In the long term (beyond 2027), CRU uses the concept of long run marginal cost (LRMC), to provide a long run trend price. The LRMC is the economic cost associated with the last plant required to meet forecast demand or the marginal producer.
During the long term, CRU recognizes that actual prices will continue to be determined by a complex interaction of driving factors. However, over this period, it becomes increasingly unreliable to attempt to forecast the price cycles and instead CRU focus on the structural elements that determine the underlying trend of prices, based on the understanding that in practice, prices are expected to oscillate about this trend. In an oversupplied market, prices can be expected to fall, lowering prices to the point where the marginal producer cannot generate cash flow and thus reducing supply. In an undersupplied market, prices will rise to encourage further investment in production capacity. High prices also encourage customers to be more efficient in their use of the commodity and/or cutting their consumption. While the consolidated structure of the potash industry may slow down the response to these price signals, we still believe that these drivers will govern prices over the long-term.
190
In the long term, we forecast MOP demand to increase from 70 million metric tonnes in 2021 to 106 million metric tonnes by 2046. This is based on CRUs analysis of the key drivers of fertilizer demand that will persist over the long term, specifically food consumption (driven by population growth and changes in income) and changes in productivity. These are the main factors we incorporate into our fertilizer demand methodology.
To calculate the LRMC, CRU makes an estimation of the LRMC for a base year (2021) for representative projects that we believe will determine the LRMC. In calculating and forecasting the LRMC for the representative projects, we take account of three main elements:
| | Operating costs of the marginal producer, assuming long-term utilisation of 85% (of maximum achievable capacity); |
| | Capital costs of the new plant (including an investor return on capital and risk adjustment based upon the geographic location of the asset); |
| | The forecast changes in the key variables that affect these costs. |
To calculate the LRMC, we examine the costs associated with investing in new capacity, and therefore the LRMC incorporates a capital charge for each representative project. The capital charge covers the cost of the repayment of capital expenditure of the mine and associated infrastructure.
The capital charge calculation is based on a weighted average cost of capital (WACC). CRUs estimate for the WACC in the mining sector is 9.25% for the base metals and fertilizer sectors, with most countries attracting a premium to reflect their economic and political risk. We have assumed construction periods of 3-6 years and ramp-up times of 2-4 years, depending on mine type and scale, during which time interest is capitalised; capital expenditure including interest is depreciated over 25 years. In most cases, this results in capital servicing charges of around USD 150-400 per annual tonne for most greenfield projects, which should be considered in addition to operating costs (see Table 93).
| Table 93 Estimation | of the LRMC |
| Location | Canada | Canada | Russia | Morocco | E. Africa | Brazil | Thailand | Congo | ||||||||
| Mine type | UG | Sol. | UG | UG | Sol. | UG | UG | UG | ||||||||
| Average capacity (Mt/a) | 4 | 3 | 1 | 3 | 2 | 1 | 2 | 1 | ||||||||
| Site costs (USD/t) | 80 | 165 | 130 | 75 | 85 | 185 | 120 | 110 | ||||||||
| Costs to CFR point (USD/t) | 100 | 100 | 120 | 75 | -45 | -20 | 50 | 60 | ||||||||
| Other costs (USD/t) | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 | ||||||||
| CAPEX budget (USD/t) | 1,970 | 1,067 | 700 | 833 | 950 | 800 | 1,050 | 500 | ||||||||
| Effective CAPEX (USD/t)* | 4,335 | 2,089 | 1,282 | 1,667 | 1,900 | 1,535 | 2,101 | 935 | ||||||||
| Capital charge (USD/t) | 501 | 242 | 258 | 264 | 351 | 231 | 478 | 150 | ||||||||
| Economic cost (USD/t) | 689 | 515 | 516 | 422 | 399 | 404 | 656 | 328 | ||||||||
| Weighted average cost (USD/t CFR) | USD 509/tonne |
Includes 20% CAPEX over-run, cost of capital during construction period and 80% operating rate.
Calculating the LRMC for these representative projects resulting in full economic costs in the range of 325-700 USD/tonne CFR. CRU takes a capacity weighted-average of these costs as a base LRMC; the estimated LRMC for 2021 is USD 509 per annual tonne (nominal basis).
191
Escalation of the LRMC:
The LRMC represents the equilibrium or trend price around which actual cyclically driven prices will fluctuate. The LRMC is not a fixed quantity, but a variable that changes over time, because its components evolve over time. CRU forecasts the long run price by escalating the 2021 LRMC according to forecasts of relevant indices (see Table 94).
Table 94 Escalation of the LRMC
| Macroeconomic variable | Units | 2020 | 2026 | 2046 | CAGR (20-46) | |||||
| $GDP deflator | Index (2005 = 100) | 135.4 | 154.4 | 229.7 | 2.1% | |||||
| Capital cost inflation | Index (2005 = 100) | 177.6 | 192.5 | 286.3 | 1.9% | |||||
| Brent crude oil price | USD/bbl | 70.7 | 76.0 | 162.1 | 3.4% | |||||
| Supplies index* | Index (2005 =100) | 135.7 | 154.9 | 251.7 | 2.5% | |||||
| Ocean freight index | Index (2005 = 100) | 99.7 | 110.7 | 190.2 | 2.6% | |||||
| Labour inflation index* | Index (2005 = 100) | 141.5 | 177.5 | 381.0 | 4.0% | |||||
| LRMC escalator | Index (2020 = 100) | 100.0 | 111.0 | 183.3 | 2.5% |
| * | Composite of CRUs Canada, Brazil and Less-Developed Country rates. |
CRUs quantitative model considers factors that influence the long run cost of production, such as technical productivity gains, operating and capital cost inflation, and exchange rate impacts. The potash inflation index used is composed of the following:
| | 60% capital cost inflation; |
| | 10% ocean freight index; |
| | 12% supplies index; |
| | 10% labor inflation; |
| | 8% crude oil price (as a proxy for energy costs). |
The indices reflect the main cost drivers of the potash markets and hence capital cost inflation features heavily in the inflation index, given the capital-intensive nature of potash mining. In addition to the LRMC escalator, we have assumed that incremental improvements in productivity will reduce the LRMC in real terms by -0.1%/a.
The following table shows the FOB Project netback MOP price based on the LRMC methodology and using the weighted average sales to the key target markets for the Project, shown on a real $2021 level. The netbacks are derived using the CFR Brazil price benchmark plus port costs, expenses and inland freight to the target market, minus the cost of freight from the target market to the Project site (based on use of truck freight only), for the year 2024. The purpose of which is to demonstrate the price that the Project would, in theory, be able to sell at to compete with international players. In order to calculate the weighted average netback, CRU assumes sales to Rondonopolis and Brasnorte, both of which are in Mato Grosso and are allocated a 50:50 split. It should be noted that the freight assumptions used in calculation of the netback for the Project are comprised of truck freight. This reflects a more conservative netback and, should the Project use barge rates for the majority of the journey to the target market, the cost of transportation would be reduced and result in a higher netback. Additionally, the most competitive market is for the Project is Brasnorte, which is the biggest soybean producing center in the state. The Project would be the most competitive producer to sell product there given its in country positioning in proximity to the state and considering that the freight from Paranaguá to Brasnorte is far greater.
To reflect the purchasing power of the USD for 2022, L&M made an adjustment for the variation of the American PPI between July 2021 and July 2022 (Producer Price Index for final demand less foods, energy and services), which was 5.8%.
This price forecast is used for calculating the financial model (cf. Chapter 19).
192
Table 95 Long-term potash price forecast from 2029-2051 [USD/tonne of granular product]
| Calendar Year | Production Year | CFR Brazil Nominal USD 2021 |
CFR Brazil Real USD 2021 |
FOB Autazes Real USD 2021 |
FOB Autazes Real USD 2022 |
|||||
| 2029 | 1 | 342.0 | 282.0 | 312.0 | 330.1 | |||||
| 2030 | 2 | 384.0 | 311.0 | 342.0 | 361.8 | |||||
| 2031 | 3 | 428.0 | 339.0 | 371.0 | 392.5 | |||||
| 2032 | 4 | 473.0 | 368.0 | 400.0 | 423.2 | |||||
| 2033 | 5 | 521.0 | 397.0 | 430.0 | 454.9 | |||||
| 2034 | 6 | 571.0 | 427.0 | 460.0 | 486.7 | |||||
| 2035 | 7 | 623.0 | 457.0 | 490.0 | 518.4 | |||||
| 2036 | 8 | 677.0 | 487.0 | 521.0 | 551.2 | |||||
| 2037 | 9 | 734.0 | 517.0 | 551.0 | 583.0 | |||||
| 2038 | 10 | 752.0 | 519.0 | 554.0 | 586.1 | |||||
| 2039 | 11 | 770.0 | 521.0 | 556.0 | 588.2 | |||||
| 2040 | 12 | 778.0 | 523.0 | 558.0 | 590.4 | |||||
| 2041 | 13 | 807.0 | 525.0 | 560.0 | 592.5 | |||||
| 2042 | 14 | 826.0 | 527.0 | 563.0 | 595.7 | |||||
| 2043 | 15 | 846.0 | 529.0 | 565.0 | 597.8 | |||||
| 2044 | 16 | 867.0 | 532.0 | 567.0 | 599.9 | |||||
| 2045 | 17 | 888.0 | 534.0 | 570.0 | 603.1 | |||||
| 2046 | 18 | 909.0 | 536.0 | 572.0 | 605.2 | |||||
| 2047 | 19 | 909.0 | 536.0 | 572.0 | 605.2 | |||||
| 2048 | 20 | 909.0 | 536.0 | 572.0 | 605.2 | |||||
| 2049 | 21 | 909.0 | 536.0 | 572.0 | 605.2 | |||||
| 2050 | 22 | 909.0 | 536.0 | 572.0 | 605.2 | |||||
| 2050 | 22 | 909.0 | 536.0 | 572.0 | 605.2 | |||||
| 2051 | 23 | 909.0 | 536.0 | 572.0 | 605.2 |
| 16.4 | Logistics |
One of Autazes Potash Projects major competitive advantages over imports will lie in logistics.
The target market will be located in the Mato Grosso Region. The location of the Autazes Potash Project near to the Region of Mato Grosso will have a substantial logistical cost advantage in comparison to the big suppliers like CANPOTEX, CIS countries, ICL located at the Dead Sea and K+S in central Germany (Figure 105).
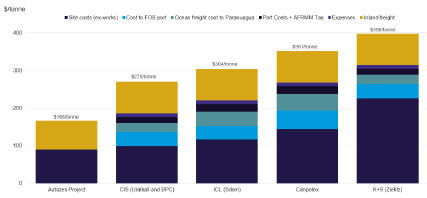
SOURCE: CRU, BPC
Figure 105 Comparison of the CFR costs [USD/tonne] to Mato Grosso (Brasnorte) (CRU, 2022, /12/)
When compared to the costs for other major exporters to Brazil for 2024 that sit at varying points along the potash cost curve, the Autazes Potash Project appears to have an advantage over imported tonnes.
As a domestic producer, BPC will be able to deliver to mega farmer or blending companies in less than three days EXW as compared to 55 to 107 days typically for imported MOP. Table 94 shows a comparison of the shipment times between the Autazes Potash Project and the biggest players.
Spot markets can operate wherever the infrastructure exists for conducting the transaction. The logistical structure, together with the proximity to the consumers, provides BPC with advantages on the spot market in terms of the
| | Quick handling of immediate needs; |
193
| | High level of flexibility in terms of the quantity delivered. |
The sale of the products on the spot market can facilitate BPCs entry into the potash market, but this is also subject to large fluctuations which is why BPC plans to enter into longer term contracts for the majority of its MOP production.
Table 96 Comparison of shipment times [days]
| Time to Port | Ocea Freight Paranaguá |
Demurrage | Inland freight to Rondonopolis* |
Total days, range** |
||||||
| Autazes Project |
2.5 | 2.5 | ||||||||
| K+S |
0.5 | 28 | 55 | 2.0 | 35-87 | |||||
| ICL |
1.0 | 37 | 55 | 2.0 | 44-96 | |||||
| CIS |
1.5 | 34 | 55 | 2.0 | 42-97 | |||||
| CANPOTEX |
2.5 | 47 | 55 | 2.0 | 55-107 |
NOTE:
*This figure is representative of a theoretical number of days in terms of journey time excluding time spent at port and could also realistically be impacted by strikes, availability of transport, congestion/ traffic on route and other external factors.
| ** | This range represents the range showing no demurrage and up to 55 days inclusive. |
194
| 17 | Environmental Studies, Permitting, and Plans, Negotiations, or Agreements with Local Individuals or Groups |
This chapter encompasses information about environmental studies, permitting and negotiations or agreements with local groups including:
| | Environmental land permitting; |
| | Environmental and social setting; |
| | Potential impacts/risks; |
| | Monitoring and reporting plans; |
| | Closure and reclamation plan. |
| 17.1 | Environmental Legislation and Permitting |
| 17.1.1 | Environmental Licensing Process |
Under the Brazilian Constitution, all mineral resources are initially the property of the Federal Government of Brazil until applicable permits, licenses, concessions, and mineral rights are granted to qualified and approved mining applicants. The right to explore and exploit Mineral Resources in Brazil are regulated by the Brazilian National Mineral Agency under Brazilian Decree-Law No. 227/1967 (which we refer to as the Brazilian Mining Code), regulated by Brazilian Decree No. 9.406/2018, and applicable policies of the Brazilian Ministry of Mines and Energy. Only Brazilian citizens, or legal entities incorporated in Brazil under Brazilian law, may be entitled to conduct mining activities, including commercially exploiting Mineral Resources, in Brazil.
The environmental licensing process is a legal obligation in Brazil that must be met prior to the installation of any project that could have an impact on the environment. One of most important characteristics of the licensing process is community participation through public hearings in the decision making process. This obligation is set by State Environment Agencies, which are integral parts of The Brazilian National Environmental System (SISNAMA).
The main requirements for environmental licensing are stated in Law Nº 6938/1981 and in CONAMA Resolutions 01/1986 and 237/1997. Resolution 01/1986 establishes the obligation for an environmental assessment of specific projects and a minimum scope for the Environmental Impact Study EIA (in Portuguese, Estudo de Impacto Ambiental). Resolution 237-1997 establishes the legal requirement for environmental licensing prior to the development of a project. In addition to these, the Complementary Law Nº 140/2011 discusses the state and federal jurisdiction requirements for licensing, based upon the location of the Project.
Under the jurisdiction of the State of Amazonas there is the following legal framework related to environmental licensing: (i) State Law 1.532/82, which is on the State System of Licensing Activities with Potential Impact on the Environment; (ii) State Decree 10.028/87, which regulates State Law No. 1.532 (07/06/82); Law No. 3.219/2007, which regulates environmental licensing within the State of Amazonas; and State Law 3.785/2012, which establishes licensing fees, according to the activity and type of license required (LP, LI, LO, LAU, among others).
In accordance with Brazilian Legislation, there are four milestone environmental licenses that companies must obtain during the course of the project development to be granted full authorization to run a mine being (refer also to Section 3.6.2):
| 1. | Term of Reference TR (Termo de Referência) contains the minimum aspects to be studied during development of the project as determined by the environmental agency; |
| 2. | Previous License LP (Licença Prévia) is obtained during the planning phase of the project. A comprehensive Environmental Impact Assessment (EIA) is submitted to the environmental authority that evaluates the projects location, concepts, environmental baseline studies, impacts, and mitigation to certify the projects socio-environmental feasibility. On granting the LP, the environmental authority set forth the requirements to be complied with in the following phases; |
| 3. | Installation License LI (Licença de Instalação) must be obtained prior to construction of the project. In this phase of the licensing process the Basic Environmental Plan (PBA) is submitted to the regulator for review and approval. The PBA outlines compensatory measures and pollution control plans, which contain details for each of the programs outlined in the EIA; |
| 4. | Operation License LO (Licença de Operação) is the last phase of the environmental licensing process and grants authorization to run the Project and sell products. The LO confirms the fulfillment of programs and conditions outlined in the LP and LI. LO will have a maximum validity period of up to 60 months. |
Other permits and authorizations, with specific requirements, will be required during the implementation of the PBA programs. Permits shall be issued for research on physical, biotic and socio-cultural resources, such as authorization
195
for the removal of vegetation and water catchment grant and collection. Project specific permits and authorizations are detailed in the sections below.
| 17.1.2 | Completed Environmental Licensing |
Due to the magnitude of the Project and its associated impacts, the licensing process for the Project is administered by the Amazon Environmental Protection Institute (IPAAM).
The Term of Reference, TR Nº 008/2014 was issued on July 22, 2014 by IPAAM through the Special Projects and Infrastructure Manager office (Gerência de Projetos Especiais e Infraestrutura GEPE). The GEPE determines whether or not to grant an environmental license and prepares the Terms of Reference. This information is archived in IPAAM process Nº 1962/14/V2. It was determined that there should be an EIA, followed by a RIMA (Environmental Impact Report, or Relatório de Impacto Ambiental in Portuguese) report which is a summary version of the EIA simplified for public consumption.
The EIA/RIMA process has some similarities to an Environment, Social and Health Impact Assessment (ESHIA), as undertaken in other countries. Some of the EIA component studies are submitted to specific entities that review a particular aspect and issue the respective reports and approvals. For example, indigenous studies are submitted to Fundação Nacional do Índio (FUNAI) and archaeological studies are submitted to Instituto do Patrimônio Histórico e Artístico Nacional (IPHAN).
The EIA/RIMA for the Autazes Potash Project, which considers the underground mine, shafts, process plant, road and port, was prepared by Golder Associates (Golder Associates, 2015, /25/; 2015, /24/) in compliance with Brazilian legislation and executed between the second quarter (Q2) of 2013 and January 2015. This consisted of a social and environmental impact assessment of the Project area, high level baseline and reconnaissance surveys by key specialist disciplines and scoping consultations with stakeholders.
Based on 18 months of field data collection and analysis, the EIA was submitted to IPAAM in January 2015. In March 2015, public stakeholder consultations were conducted in Autazes and Urucurituba village by IPAAM and participation of BPC. On July 23, 2015, the EIA/RIMA was approved by IPAAM with 41 socio-environmental preconditions for the issuance of the Environmental Preliminary License LP Nº. 054/2015.
However, after receiving the Preliminary Environmental License, the Ministerio Publico Federal (which we refer to as the Brazilian MPF), which is Brazils federal prosecution office, opened a civil investigation in December 2016 that questioned the validity of the license based on a motion from a non-governmental organization that the consultations with indigenous communities were not conducted in compliance with International Labour Organization Convention 169 (also known as the Indigenous and Tribal Peoples Convention [1989]). Brazil is a signatory to International Labour Organization Convention 169, which is the major binding international convention concerning indigenous and tribal peoples, and sets standards for national governments regarding indigenous peoples economic, socio-cultural and political rights. As a result of the December 2016 Civil Investigation, in March 2017, BPC agreed with the court overseeing the December 2016 Civil Investigation, the Brazilian MPF, the Brazilian Amazonas Environmental Protection Institute, the Brazilian National Mineral Agency, FUNAI, and representatives of the Mura indigenous people (who make up the over 40 indigenous communities and tribes near the Autazes Project) to suspend the Preliminary Environmental License, and to conduct additional consultations with the local Mura indigenous communities near the Autazes Project in accordance with International Labour Organization Convention 169. Such additional consultations with indigenous communities, which initially started in November 2019, were suspended in March 2020 due to the COVID-19 pandemic, and only allowed to resume in April 2022 following the lifting of COVID-19 related restrictions.
As a result of later changes in the BFS, BPC initiated discussions with IPAAM regarding validation of the License. Details of the re-validation process are outlined in Section 17.1.3.
| 17.1.3 | Permits and Authorizations |
Due to the magnitude of the Project and its associated impacts, the licensing process is complemented by other permits and authorizations. The consulting company ARCADIS (Arcadis, 2016, /3/) was contracted to identify all permits and authorizations necessary to implement the Autazes Project. As a result of this survey, the following permits and authorizations were identified as required:
| Table 97 | Permits and authorizations necessary for Autazes Project |
| Structure/Activity | Institution Responsible | |
| 1 Explosives | Brazilian Army | |
| 2 Temporary offices, lodging, warehouses | Autazes City Hall | |
| 3 Kitchen/Restaurant | Autazes City Hall Health Department | |
| 4 Water treatment station, sewage treatment station, waste deposits | IPAAM / Autazes City Hall | |
196
| Structure/Activity | Institution Responsible | |
| 5 Batching plant, asphalt plant and artesian wells | IPAAM | |
| 6 Fuel storages | IPAAM (Amazonas Environmental Agency) / ANP (National Agency of Petrol) / Autazes City Hall | |
| 7 Port construction | ANTAQ (Brazilian Navy/River Port Authorities in West Amazon) / CFAOC (Water Agency of Ocidental Amazon) / SPE / ANP | |
| 8 Energy supply | ANEEL (National Agency of Electrical Energy) / Eletrobras | |
| 9 Water supply/effluent (Madeira River) | ANA (National Agency of Water) | |
| 10 Road | SEINFRA (Amazonas State Infrastructure Agency) / Autazes City Hall | |
| 11 Communication tower | ANATEL (National Agency of Telecommunication) | |
| 12 Heliport | ANAC (National Agency of Civil Aviation) / CINDACTA (Integrated Center of Aerial Defense and Aerial Control) | |
| 13 Customs and importation authorization | Receita Federal / DECEX (Department for Foreigner Comerce Operations) | |
| 17.1.4 | Current Status of Environmental Work |
The Companys current near-term goals are to have the Preliminary Environmental License reinstated and obtain the Installation License, both of which are required prior to starting construction of the Autazes Potash Project. The reinstatement of the Preliminary Environmental License is subject to the initiation of additional consultations with the indigenous communities near the Autazes Potash Project in accordance with International Labour Organization Convention 169, as per the March 2017 Suspension Agreement. There are two major steps that need to be followed in connection with these consultations. The first step is that the indigenous communities need to determine the means of, and who within their tribes will be involved in, the consultations. The first step has been completed. The second step is the actual consultation process, which initially started in November 2019 but was suspended due to the outbreak of COVID-19. In April 2022, following the lifting of COVID-19 related restrictions, consultations resumed with the Mura indigenous people. Such consultations are being conducted in accordance with International Labour Organization Convention 169 and are currently ongoing.
Additionally, the reinstatement of the Preliminary Environmental License and the issuance of the Installation License are subject to submission to, and the review and approval by, FUNAI of the Companys Indigenous Component Study. Following FUNAIs approval, the Indigenous Component Study and FUNAIs decision will be submitted to (i) the court overseeing the December 2016 Civil Investigation to decide whether the suspension of BPCs Preliminary Environmental License will be lifted, and (ii) the Brazilian Amazonas Environmental Protection Institute for its review. At such point following the completion of these steps, the Company would have also satisfied the two remaining items to be completed in order to obtain the Installation License. It is possible, however, that the court overseeing the December 2016 Civil Investigation and/or the Brazilian Amazonas Environmental Protection Institute may interpret the March 2017 Suspension Agreement as requiring the completion of our consultations with the Mura indigenous communities near the Autazes Potash Project in accordance with International Labour Organization Convention 169 prior to the reinstatement of our Preliminary Environmental License and/or the issuance of the Installation License respectively.
Table 98 shows the status of the LP Nº 054/2015 preconditions, including the PBA, which details the implementation of programs defined in the EIA. The information presented in Table 98 is valid as of July 31, 2022.
| Table 98 | Restrictions and/or conditions for the validity of LP Nº 054/2015 1st Amendment (Golder Associates, 2015, /24/; 2018, /30/) |
| Restrictions/Condition | Completion Status |
Responsible/ Co-Responsible |
Date | Comments | ||||
| 1 - The licensing application and its granting will only be valid after publication in DOE-AM. |
COMPLETED | BPC | July 24, 2015 | Published in DOE-AM on July 24, 2015 | ||||
| 2 - The request for the renewal of the LP Nº 054/15 must be requested 120 days in advance. |
INFORMATIONAL | BPC | March 24, 2017 (120 days before the deadline for previous license). | Milestone | ||||
| 3 - LP Nº 054/15 was granted based on information on process Nº 1962/14 / V2. |
INFORMATIONAL | BPC for studies and IPAAM for approval | - | Legal process. |
197
| Restrictions/Condition | Completion Status |
Responsible/ Co-Responsible |
Date | Comments | ||||
| 4 - Each and every modification in the project after the issuance of the LP Nº 054/15 nullifies it. |
INFORMATIONAL | BPC | - | Legal process. | ||||
| 5 - LP Nº 054/15 is valid only for the location, activity and purpose contained therein and the party concerned should request IPAAM for a new license if there is any change in these items. |
INFORMATIONAL | BPC | - | A report was sent to IPAAM providing information about the processing plants site change. Approved the change of location. | ||||
| 6 - This license does not exempt or replace any document required by law (Federal, State and Municipal). |
INFORMATIONAL | BPC | - | Legal process. | ||||
| 7 - Submit the Engineering design and Specifications of the Potash Project Amazonas Autazes and the physical schedule for the execution of works with their respective ARTs (technical term of Responsibility). |
COMPLETED | BPC | Must be sent along with the Installation License application. Engineering projects was filed with IPAAM on July 11, 2018. |
The Project Description Report and Key Engineering Documents have been submitted and approved by IPAAM and correspond to what should really be implemented. The Basic Environmental Project (PBA) on preconditions compliance was also presented. |
||||
| 8 - Submit the CAR Environmental Rural Register of the property (ies) directly affected by the Potash Project Amazonas Autazes |
COMPLETED | BPC | Filed on April 2, 2019. | Updated CAR of the 24 properties already purchased. | ||||
| 9 - Submit supporting ownership documentation of the areas directly affected by the Project |
IN PROGRESS | BPC | Filed on September 14, 2016. | Supporting documentation owned by 24 areas were submitted to IPAAM. Another 11 required areas are under negotiation and 7 areas will be negotiated. Schedule to be set. | ||||
| 10 - Submit copy of ANM notice considering the Economic Mining Plan satisfactory. |
COMPLETED | BPC | Filed on December 21, 2020. | Document certifying the approval of the Mining Plan by the ANM was filed with IPAAM. | ||||
|
11 - Re-submit the Floristic Inventory considering the different forest types existing in the ADA (Directly Affected Area) in order to meet ToR Nº 01/13 GEPE, aiming at obtaining the LAU for vegetal suppression. |
COMPLETED | BPC | Filed on May 30, 2019. | This condition was met for the new ADA area, considering the changes in the processing plant and the new location of the support infrastructure. The document was approved by IPAAM. |
198
| Restrictions/Condition | Completion Status |
Responsible/ Co-Responsible |
Date | Comments | ||||
| 12 - Submit technical studies aiming at the maintenance and realization of forest connectivity. |
COMPLETED | BPC | Filed on July 3, 2018. | The IPAAM considered the studies satisfactory for the new directly affected areas (ADA). | ||||
| 13 - Submit the wood utilization plan in its different forms (e.g.: timber, logs, firewood), including the use in the construction process in the project. |
COMPLETED | BPC | Filed on April 2, 2019. | This study for the inventoried areas was approved by IPAAM and includes the guidelines for the use of wood. | ||||
| 14 - Submit supplementary studies on the effect of salt on the land aquatic biota, with the execution of toxicity tests with specific organisms (animals, plants and microorganisms) under standardized conditions that allow the assessment of the adverse effects of the sample under analysis. |
COMPLETED | BPC | Filed on July 5, 2018. | Toxicity tests were completed and approved by IPAAM with specific organisms under standardized conditions. | ||||
| 15 - Submit the hydrogeological study showing the effects of brine injection on the layer below the mineralized area, regarding the aquifer quality compared to the adjacent, overlying and underlying layers. |
COMPLETED | BPC | Filed on April 2, 2019. | SRK performed the brine injection simulation and the study was considered satisfactory by IPAAM. | ||||
| 16 - Submit study related to the possibility of contamination for shallow aquifers by a saline solution comprising: lithological characterization of the area subject to possible contamination sources, soil permeability, dispersion mechanism, vertical and horizontal propagation speed, persistence, chemical decomposition and biological degradation. |
COMPLETED | BPC | Filed on February 1, 2019. | Lithological characterization of the area, soil permeability, dispersion mechanism, horizontal and vertical propagation speed, persistence, chemical decomposition and biological degradation, was completed and approved by IPAAM. | ||||
| 17 - Submit studies on the Indigenous Component as per Normative Instruction Nº 02/2015, based on the reference Term issued by FUNAI, as per process Nº 08620.045481/2013-10. |
IN PROGRESS | BPC | Planned for December 2022. | The Indigenous Component Study (ECI) was completed in February 2017 and updated in September 2019. At the moment BPC awaits authorization from the Federal Court to present the ECI to FUNAI. | ||||
| 18 - Submit FUNAIs declaration with the formal approval of the Indigenous Communities Support Program, Social Communication Program and Environmental Education Subprogram. |
IN PROGRESS | BPC | Planned for December 2022. | The aforementioned programs will be prepared and submitted to FUNAI for analysis after the approval of the ECI. | ||||
| 19 - Submit IPHANs declaration with the formal approval of the Archaeological Prospecting, Saving and Monitoring Program, and the Heritage Education Subprogram, meeting what is established in Normative Instruction IPHAN Nº 01/2015 and Decree IPHAN Nº 230/02. |
COMPLETED | BPC | Filed on April 2, 2019. | The program was developed in accordance with Instruction No. 01/2015 and Decree No. 230/02 of IPHAN. |
199
| Restrictions/Condition | Completion Status |
Responsible/ Co-Responsible |
Date | Comments | ||||
| The program of archaeological rescue and environmental education was approved by IPHAN and filed with IPAAM. | ||||||||
| 20 - Submit, in 180 days time, conventions and/or cooperation agreements with preferably public institutions aiming at the qualification and/or training of professionals required for the project implementation and/or operation. |
COMPLETED | BPC | Filed on February 6, 2018. | With a view to training and/or qualifying professionals for the construction and/or operation of the project, the Work Qualification Program was prepared and approved by IPAAM. Partnerships will be signed with approximately 15 public entities to execute this Program upon receipt of the Installation License. | ||||
| 21 - Submit, in 365 days time, the results of qualification and/or training as well as the view to the recruitment of labor, primarily from the municipalities of Autazes and Careiro da Várzea. |
COMPLETED | BPC | Filed on July 22, 2016. | The Labor Training Program was approved by IPAAM. However, the training sessions were not initiated due to the suspension of environmental licensing activities due to the Judicial Agreement signed with the Federal Court. | ||||
| 22 - The labor contracting should prioritize the municipalities of Autazes and Carreiro da Várzea, with at least 50% of jobs created. |
INFORMATIONAL | BPC | (Ongoing) | Recommendation to be followed during the implementation of programs in the Installation License phase. Local labor is based on the outcome from items 20 and 21. |
||||
| 23 - Submit the SPU (Union Patrimony Services) declaration for the use and occupation of marginal land in the port area. |
COMPLETED | BPC | Filed on August 8, 2018. | The documentation issued by the SPU was considered satisfactory by the IPAAM. | ||||
| 24 - Submit the No Objection issued by the Brazilian Navy/River Port Authorities in West Amazon. |
COMPLETED | BPC | Filed on April 9, 2021. | The agency responsible for port operations in the region was formalized (CFAOC) issued the document Nada a Opor and IPAAM considered the document satisfactory. |
200
| Restrictions/Condition | Completion Status |
Responsible/ Co-Responsible |
Date | Comments | ||||
| 25 - Submit the revision of Project classification regarding risks, from the definition of chemical substances to be handled/used and their storage conditions, based on the technical standard CETESB P4.261:2011. If necessary, upon classification, submit Risk Assessment Study EAR and the Risk Management Plan PGR. |
COMPLETED | BPC | Filed on July 3, 2018. | The report was prepared by Golder & Associates and approved by IPAAM. | ||||
| 26 - List, based on studies, which Conservation Units (Municipal, State or Federal), even those outside the area limits of the Physical, Biotic and Social Environments Regional Study, may suffer pressure on their natural resources (like fish and wood products), coming from nearby urban centers and the project itself, increasing demand due to its installation and operation. |
COMPLETED | BPC | Filed on July 3, 2018. | The report was prepared by Golder & Associates and approved by IPAAM. | ||||
| 27 - Submit a program containing the measures to reduce risk of wild fauna being run over. |
COMPLETED | BPC | Filed on July 3, 2018. | The report was prepared by Golder & Associates and approved by IPAAM. | ||||
| 28 - Submit a program containing the measures for the monitoring of target fauna groups that were listed in the study as bio- indicators, highlighting the importance of monitoring chelonians and fish species consumed by local population. |
COMPLETED | BPC | Filed on July 3, 2018. | The report was prepared by Golder & Associates and approved by IPAAM. | ||||
| 29 - Submit the program for the control of endemic diseases, meeting CONAMA Resolution Nº 286/2001 and Decree Nº 1 of January 13th, 2014 by the Ministry of Health, approved by the secretary of Health / Health Surveillance Agency. |
COMPLETED | BPC | The report was prepared by Golder & Associates and approved by IPAAM. | The report was prepared by Golder & Associates and approved by IPAAM. | ||||
| 30 - Submit program containing the measures for monitoring and control of insects that may act as vectors of diseases. |
COMPLETED | BPC | Filed on July 3, 2018. | The report was prepared by Golder & Associates and approved by IPAAM. | ||||
| 31 - Submit geotechnical studies to determine the strength of rocks or sedimentary packages in the future mine and port industrial area. |
COMPLETED | BPC | Filed on January 23, 2017. | The studies was prepared by Golder & Associates and approved by IPAAM. | ||||
| 32 - Based on article 36 of Federal law Nº 9985/2000 (SNUC) and Federal Decree Nº 6848/2009, when requiring the Installation License, the project must submit the Reference Value (VR) adopting 0.5% as the project impact rate (GI), as per article 15 in CONAMA Resolution No 371/2006. |
COMPLETED | BPC | Filed July 3, 2018. | Document filed with IPAAM and considered satisfactory. |
201
| Restrictions/Condition | Completion Status |
Responsible/ Co-Responsible |
Date | Comments | ||||
| 33 - Indicate the government and non-government agents that will act on the socio-environmental programs execution. |
COMPLETED | BPC | Filed on June 20, 2018. | Proposal submitted to IPAAM and considered satisfactory. | ||||
| 34 - It is expressly forbidden to execute any incursions or operations on indigenous lands unless previously authorized by FUNAI. |
INFORMATIONAL | BPC | - | Legal process. | ||||
| 35 - Encourage the ordering of fisheries resources in IDA (biotic medium) through the establishment of a Fisheries Agreement according to Normative Instruction No. 03, May 2011-SDS. |
INFORMATIONAL | BPC | Filed on June 20, 2018. | The report was prepared by PIATAM Institute and approved by IPAAM (Instituto Piatam, 2019, /37/) | ||||
| 36 - Submit the Environmental Education Program, comprising at least: Target audience: 1 surrounding communities (Soares, Vila de Urucurituba and Rosarinho, T.I. Jauary and T.I Paracuhuba, including actions in the Autazes headquarters); pastoralists; small farmers, users of the Soares/ Urucurituba road and all others in the Directly Affected Area. 2 Suggested topics: Shaft drilling process; industrial plant operation and risks of water and soil salinization; pond management; water resources management and solid waste treatment; use of septic sumps; indigenous culture and local communities valuation and respect; control and reduction of deforestation, intensive livestock farming and improvement of pasture and herds; environmental licensing. |
COMPLETED | BPC | Filed on June 20, 2018. | The report was prepared by Golder & Associates and approved by IPAAM. | ||||
| 37 - The support activities inherent to the project, located outside the ADA, must obtain the competent environmental license. |
INFORMATIONAL | BPC | - | Map the other facilities and provide licensing, including borrow area, waste dump etc. | ||||
| 38 - Increase the participation of Local Committee representatives, including representatives of the Government of Autazes, environmental agencies, indigenous representation, rural workers and community leaders. |
IN PROGRESS | BPC / Government of Autazes, environmental agencies, indigenous representation, rural workers and community leaders. | The Committee of Local Representatives will be expanded and new representations will be included. | |||||
| 39 - Submit, quarterly, the negotiations with power suppliers according to the economic feasibility study. |
IN PROGRESS | BPC | Filed on October 23, 2015, January 21, 2016, April 25, 2016, July 22, 2016 and January 23, 2017. | It refers to the frequency of reporting to the environmental agency. The submission of the reports is suspended due to the legal action. |
202
| Restrictions/Condition | Completion Status |
Responsible/ Co-Responsible |
Date | Comments | ||||
| 40 - All programs listed in the EIA and requested by IPAAM should be delivered in print and digital format according to the structure defined by IPAAM. |
INFORMATIONAL | BPC | Formal instruction in the presentation format of the material to IPAAM. To be done for each report as required. |
|||||
| 41 - Submit the Environmental Basic Plan (PBA) comprising the detail of all Environmental Programs, with the mandatory input of the specific considerations named for each program. |
INFORMATIONAL | BPC | Filed on July 3, 2018. | The report was prepared by Golder & Associates and approved by IPAAM |
Communication of Late Changes to LP
The License No LP 054/2015 1st Amendment was issued by IPAAM to BPC for the Autazes Potash Project on July 23, 2015, specifying 41 restrictions and conditions for its validity. Key conditions identified in the License include:
| | Point 4 Each and every modification included in the project after issuance of this license shall imply its automatic invalidation, and a new license must be requested with the cost to interested party; |
| | Point 5 This license is valid only for location, activity and purpose listed herein. The interested party must require a new license to IPAAM when there is any change to any of these items. |
During the design phase of the Project changes were made to the proposed project location and operating parameters. Based on the proposed changes and the conditions of the License, BPC initiated discussions with IPAAM regarding re-validation of the License. A report, indicating the advantages and benefits of the new location and including a revised plot plan, was submitted to the IPAAM in September 8, 2015. (On October 26, 2015, IPAAM requested amendment of the EIA/RIMA to account for the changes. The amended EIA/RIMA was provided by BPC on December 23, 2015).
The report outlining the location and plot plan changes is currently in the IPAAM review process. The purpose of the submittal is to provide a description of the effects of the proposed Project changes such that IPAAM can either confirm if the current LP is valid and only requires an update, or if the licensing process must be re-initiated.
A further update will be required to reflect recent changes in the Project that have occurred as part of this feasibility study, such as the volume of tailings to be stored in the tailings management area during operation of the plant and the methodology for construction of the mine shaft.
Installation License Status Update
Substantial work has been completed to obtain the Installation License. There are 78 plans and conditions that are required to be completed and satisfied in order to obtain the Installation License, and, as of the date of this technical report, BPC have completed and submitted 76 of these items, which have been approved by the various applicable Brazilian federal, state and municipal agencies. The two remaining items to be completed relate to the review and approval by FUNAI of an Indigenous Component Study, followed by presentation to the Brazilian Amazonas Environmental Protection Institute of the formal approval by FUNAI of the Indigenous Component Study, including the following three indigenous support programs included therein: (i) Program of Support to Indigenous Communities, (ii) Program of Social Communication, and (iii) Subprogram of Environmental Education (which we refer to collectively as the Indigenous Support Programs). Such review by the Brazilian Amazonas Environmental Protection Institute could result in the imposition of conditions to the Installation License. Once BPC obtains the Installation License, the Company will be permitted to start construction of the Autazes Potash Project.
| 17.1.5 | Corporate Policy and Management Resources |
Social and environmental studies have been and continue to be undertaken in accordance with Brazilian legislation and international best practice (SG) in order to meet BPCs corporate safety, health and environmental management system objective.
BPC is responsible for managing the environmental permitting, social and communication processes, including compliance with the preconditions established for the licenses. The environmental studies were developed by Golder Associates and other specialized companies.
At site, BPC has several people allocated for planning, monitoring and enforcement of environmental protection measures. This team is also in charge of implementing a management system to ensure the efficacy of environmental requirements for the construction and operational phase.
203
| 17.2 | Environmental and Social Setting |
This section summarizes the social and environmental studies completed for BPCs Environmental Impact Assessment (EIA/RIMA) (Golder Associates, 2015, /25/; 2015, /24/) and supplementary information provided by BPC.
The State of Amazonas (the State) is known for the Amazon rainforest, which is the largest rainforest in the world. It has one of the largest freshwater springs and 97% of its forest cover has been preserved.
The State has one of the lowest population densities in the country, with 2.23 inhabitants per km², according to data from the Brazilian Institute of Geography and Statistics IBGE (Golder Associates, 2015, /25/). This is due primarily to the fact that the region is predominantly occupied by forest.
The Autazes Potash Project is located in the Amazon River Basin, in the mid-course of the Amazon River on a piece of land between the Autaz Açu and Madeira River, just over 30 km upstream of the confluence with the Amazon River. This region is the transition between topographic relief units the Amazon Lower Plateau and the Amazon Plain. The terrain is generally flat with elevations ranging from 0 m to 50 m.
The Project will be located in the municipality of Autazes in a rural area that was largely deforested several decades ago by prior owners primarily to allow for low density cattle farming, in close proximity to the Urucurituba village and Soares village, which are characterized by farms (property size ranges from 50 ha to 100 ha) and low population density.
The municipality of Autazes, which is roughly 20 km from the future mine shafts and processing plant, occupies an area of 7,599,282 km² and its population, estimated by the Brazilian Institute of Geography and Statistics (IBGE) in 2021, was 41,005 inhabitants, thus making it the sixteenth most populous municipality in the state of Amazonas (IBGE, 2022, /31/).
The Urucurituba village, which is located in close proximity to the future envisaged barge port, is a small urban center with a population of approximately 1,800 people, according to the EIA completed by Golder Associates (Golder Associates, 2015, /25/). The village has remained relatively stable in recent years with an influx of new families to work on the yucca and livestock plantations. There are approximately 205 houses in the village. Some residents carry out commercial and service activities from their homes. Figure 106 provides an aerial view of the Urucurituba village, which is located on the banks of the Madeira River.
The Soares village and the Soares Lake are connected to the Urucurituba village by a dirt road. The Soares village has been in this location for more than 100 year and has 30 families living in 36 homes. There are over 300 homes scattered around Soares Lake. The central urban core of the Soares village is very small and is composed mainly of residential buildings.

| Figure | 106 Aerial view of Urucurituba village |
Figure 107 shows the location of the processing plant in relation to the Soares village.
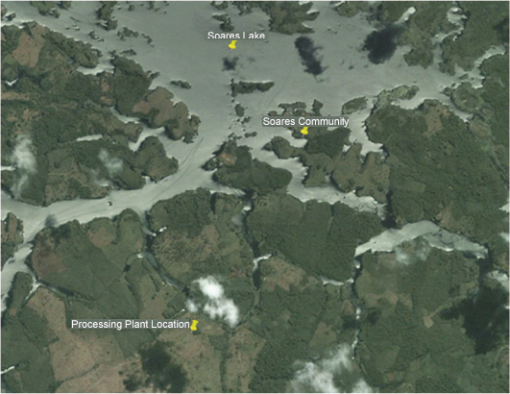
| Figure | 107 Satellite view of Soares village and project area |
204
| 17.2.1 | Soil |
The area is dominated by three main soil types: Latosol, Fluvic Neosol, and Ultisol. The project area is dominated by a weathered Latosol.
Fluvic Neosol and Gleysol are found in flooded areas. Fluvic Neosols predominate in sand ridges and dikes, while Gleysols occur in floodplains.
The yellow Latosols occur in a large portion of area between the Urucurituba village and the processing plant. Latosols are well weathered and less vulnerable to erosion and show good resilience through the use of mechanical and vegetation restoration practices.
The paedogenesis processes predominantly lead to the formation of thick, well-drained soils in the Cretaceous sedimentary substrate of the Alter do Chão Formation. The terrain is characterized by hills with flat, restricted tops and gentle slopes. Overall, the most evolved soils are Acrisols and yellow Latosols. Red-yellow Acrisols usually have the Alter do Chão Formation as their source material and occur in plain reliefs in the vicinity of the Soares and Jauary Lake; they have good mechanical stability and in the Project area exhibit no significant erosive features.
The terrain of the upland project area shows no significant processes of erosion or mass movements. The project area is situated in an environment where sediment accumulation processes generally do not promote laminar flow and concentrated erosion. There are limited natural slopes and no significant topographic gradients. Human activities in the area do not appear to have resulted in significant changes to watershed processes or excessive exposure of the soils, maintaining the integrity of the terrain.
Fluvial waters represent the most significant source of erosion in the study area, mainly on the Madeira River, through the transportation and accumulation of sediments by erosion of riverbanks in all waterways. The erosion is a natural phenomenon and is less pronounced on river banks with structured ground cover.
Underground natural cavities are protected under federal law. The EIA indicated that the project area has low to improbable speleological (cave) potential, since the terrain is relatively flat with low hydraulic gradient. Field studies in the project area suggested that there is limited likelihood of caverns or associated geological features that would support caves. The closest caves are more than 170 km away from the project area, in the region of the Presidente Figueiredo municipality. The field survey of the project area did not identify caves or karst formations that would be affected by the project development.
| 17.2.2 | Water |
The region surrounding the Autazes Potash Project area has important rivers (Amazon, Madeira, and Autaz Açu), in addition to a number of lakes (Soares, Piranha, Jauary, Munguba, Murutinga, Iguapenu and Iguapenuzinho).
The region has two distinct seasonal periods during the year, as shown in the climate data presented in Chapter 4. However, the impacts of seasonality differ on the rivers. While the Amazon River discharge is associated with snow melt in its headwaters, with peaks in June, the flows of the Madeira and Autaz Açu River are affected mainly by the rainy season, with peaks in April. The Amazon River impacts the region near the mouths of the Madeira and Autaz Açu Rivers, where the Project is located. This influence is called backwater effect, which is caused by a significant volume of water from the Amazon River overflowing into the surrounding water bodies. Figure 108 shows the main rivers and lakes in the project area.
Water availability is not a concern in the region. The high flow rates of the waterways crossing the area assure that the surface water can be utilized without any impact on water resources.
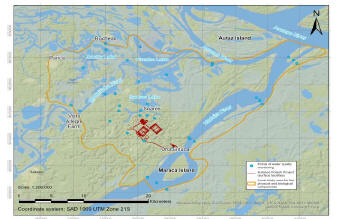
| Figure | 108 Surface and groundwater sampling points |
205
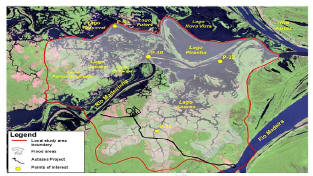
| Figure | 109 Regional flooding highlighted inside the local study area |
During the rainy season, the water level in the rivers is less than 25 m above sea level, with seasonal variations of approximately 10 m for the low-flow season. There are low elevation areas bordering the Amazon River, with fairly smooth morphology, as in the area of the Soares and Jauary Lake. These areas may flood, depending on the season. Seasonal flooding is capable of changing the dynamics of the plains by modifying transport logistics and affecting the water level of the highlands, either by flooding some watercourses or by raising the water table. The proposed project floor plan is located in an area of higher elevation and is not predicted to be affected by seasonal flooding.
Golder (Golder Associates, 2015, /24/) conducted surface and groundwater quality surveys in two seasonal sampling campaigns: low-water (October 2013) and high-water (May 2014). The results of the survey were as follows:
| | The surface water of the region is essentially classified as average, according to the water quality indexes (IQA); |
| | Some parameters can be identified that cause a decrease in the quality index: pH with slightly acid values, BOD (Biochemical Oxygen Demand) with values above 5 mg/l or even turbidity above 100 NTU, which may be considered natural in the region due to the abundant presence of organic matter; |
| | High concentrations of aluminum, iron and zinc were reported in both campaigns. |

| Figure | 110 Surface water (Golder Associates, 2015, /24/) |
| 17.2.2.1 | Groundwater |
The Amazon River basin is a region of high water availability with high and low demand offerings, as identified in the Water Resources Situation, published by the ANA (2013). The water balance in the state of Amazonas is defined as satisfactory.
Groundwater investigations identified four main aquifers within the study area of the Autazes Potash Project. The Solimões Aquifer consists mainly of clays and silts without significant continuity. Due to its characteristics, the aquifer does not represent a good supply source. However, it is capable of supplying houses through dug wells.
The Alter do Chão Aquifer is the main groundwater source in the project area and in the Amazon as a whole. This aquifer consists mainly of sedimentary rocks. Groundwater is confined by areas, where bedrock is consolidated.
In the Autazes Potash Project area there are layers of consolidated rock, particularly in the Andirá and Nova Olinda Formation. These units also contain sandy aquifer layers with high groundwater conductivity. Some communities make use of groundwater via either pumping or dug wells. The groundwater extraction volumes are usually low and concentrated in villages. For this reason, water availability is not considered an issue in the study area.
Golder (Golder Associates, 2015, /24/) conducted groundwater analysis in the Autazes Potash Project area by sampling, pumping and well digging:
| | The regions population uses groundwater from shallow wells (dug wells) and pipe wells. Most of the wells are concentrated in the Urucurituba village region (adjacent to the port area). Cisterns are available with approximately 10 m depth for residential supply purposes; |
206
| | Sample analysis showed low quantity of dissolved solids and an acidic pH (between 4.3 and 5.5). Metals such as aluminum, iron, chrome and nickel were found above the maximum contaminant levels (MCL) for human consumption. The electrical conductivity is low, in the range of 38 mS/cm to 50 mS/cm. The oxidation-reduction (Redox) potential values are high, ranging between 220 mV and 260 mV. Together with the pH data this data suggests that oxidation is occurring in the water wells. Low temperature variations were observed between 28°C and 30°C. |
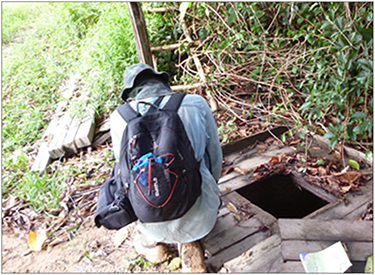
| Figure | 111 Dug well in the study area (Golder Associates, 2015, /24/) |
| 17.2.3 | Air |
Air quality samples were collected from four locations in the study area over seven consecutive days (Golder Associates, 2015, /25/). The following parameters were monitored at these points: Total Suspended Particulates in Suspension (TSP), Inhalable Particles (IP), in addition to SO2 (sulfur dioxide) and NO2 (nitrogen dioxide) gases. Results from the analyses indicated:
| | Concentrations of TSP and IP were below levels considered satisfactory according to the acceptable limits established by CONAMA Resolution Nº 03/1990. The values of TSP ranged from 11.13 µg/m³ to 51.94 µg/m³, which are lower than the value permitted (240 µg/m³ for daily average concentrations). IP values ranged from 9.92 µg/m³ to 42.01 µg/m³, which is also below the permitted reference value of 150 µg/m³ for daily concentrations. |
The TSP and IP likely originate from the dust of unpaved roads and exposed areas and smoke from fires in deforested areas. The concentrations of TSP and IP are very close, suggesting that the TSP primarily consists of IP, i.e. particle sizes are smaller than 1·10-6 m.
| 17.2.4 | Noise and Vibrations |
Noise is governed by Resolution CONAMA 001/1990, which identifies noise reference levels that are damaging to health and to public peace. Noise levels may not exceed reference levels. Resolution CONAMA 001/1990 establishes reference values in the standard NBR 10.151 Evaluation of the noise in lived in areas aiming at comfort of the community, revised in June 2000.
Measurements taken during the noise and vibration monitoring program in the Projects neighboring Urucurituba and Soares village (Golder Associates, 2015, /25/) indicate that the noise generated is mainly natural, produced by insects (crickets), frogs and wind action on vegetation. Detected noise levels that are not considered natural consist of traffic noise from small boats on the waterways, conversations and neighborhood activities.
At Urucurituba and Soares village day-noise monitoring suggested values of 41 dBA and 52 dBA, respectively (Golder Associates, 2015, /25/). The first sound level is in accordance with reference value of the CONAMA Resolution Nº 01/1990 (50 dBA at the school area), while the latter exceeds the reference level and becomes the new reference for this location as defined by law. Night-noise monitoring suggested values of 39 dBA and 44 dBA at these two villages, which is in accordance with the reference value of 45 dBA for this period.
No standards are available in Brazilian law for vibration. Background levels of vibration were assessed at four monitoring locations and it was determined that there was little variation between the points (0.16 mm/s to 0.17 mm/s root mean square). Based on the findings of the vibration monitoring it is predicted that environmental vibration in the region is constant. The values obtained in the evaluation of the local background are within the threshold of human perception, which is 0.15 mm/s to 0.30 mm/s as defined by (Whiffin and Leonard, 1971, /54/), and are not predicted to cause damage to neighboring buildings.
207
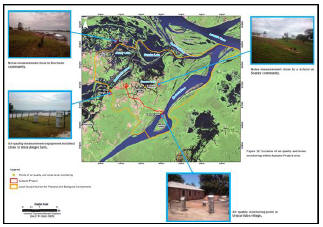
| Figure | 112 Location of air quality and noise monitoring within the Autazes Project Area (Golder Associates, 2015, /24/) |
In September 2018, Golder conducted a Noise Impact Assessment (Golder Associates, 2018, /30/)with reference to the new location of the Project plot plan. Among the 19 monitored receivers, 12 indicated noise levels higher than the criteria established by NBR 10.151, which indicates the need to adopt mitigation measures in order to meet the criteria of this standard.
Golder concluded that with the implementation of the proposed measures and the acquisition of three of the receivers, it is expected that the Autazes Potash Project can operate in accordance with the admissible noise limits. Figure 113 contains the points where the receivers were installed and the indication of the noise levels recorded.
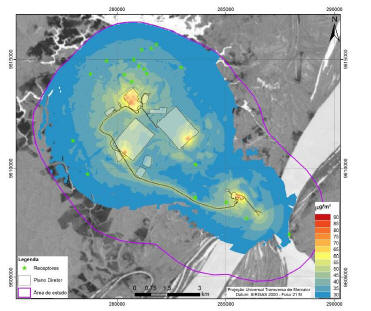
| Figure | 113 Noise levels for the Project after litigation measures (Golder Associates, 2015, /24/), Golder Associates (2015) |
17.2.5 Ecology and Biodiversity
| 17.2.5.1 | Flora |
Vegetable cover in the property area
The forest inventory carried out by the PIATAM Institute (Instituto Piatam, 2019, /37/) records that the site is an area of vegetation cover classified as Dense Anthropophilous Forest of Lowlands and Emerging Canopy. In the project area floristic diversity is high with the predominance of weed and opportunistic species, shrubby and woody, characteristics of an initial secondary forest with transition to a late secondary forest in regeneration as a complete ecological successor, and fragments of primary forest, where several forest species typical of stabilized forests climax occur, but where individuals are also still in development with increased biomass both in the air and root network. Anthropogenic areas with the presence of grasses were also identified, indicating an initial stage of regeneration. Figure 114 shows the map of the macrocharacterization of the vegetation cover of the Project area. Figure 115 shows pasture with Babaçu Palm Trees on the industrial plant area.
208
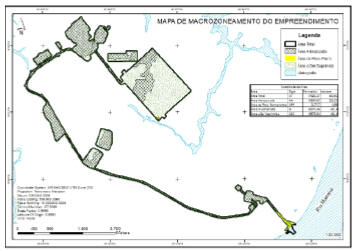
| Figure | 114 Characterization of area macrozoning (Instituto Piatam, 2019, /37/) |

| Figure | 115 Pasture with Babaçu palm trees on industrial plant area |
Approximately 7,200 ha of grassland was mapped during the field study for the EIA (Golder Associates, 2015, /25/), which represents approximately 11% of the study area. Water bodies occupy approximately 39% of the area (24,906 ha) and dense ombrophylous forest (alluvial and montane) occupies around 37% (23,789 ha) of the area. An alluvial herbaceous shrub cover occupies approximately 12% of the Project area (8,035 ha) and it is associated with lotic and lentic water bodies, which are a habitat for aquatic macrophytes.
Due to prior human intervention in the Project area, the dense ombrophylous forest was classified as secondary vegetation. Patches of primary forest vegetation were not found. Most of this secondary forest vegetation is in good condition and in an advanced stage of regeneration. Other parts are at an early stage of regeneration as represented by the presence of Capoeiras.
Golder (Golder Associates, 2015, /25/) conducted a flora survey in the Project area in the periods October 2013 to November 2013 (low water), April 2014 to May 2014 (high water) and August 2014 to October 2014 (low water), which had the following outcome:
| | Six hundred and three (603) species were recorded, namely: 477 arboreal (22 palm trees), 25 shrub, 42 herbaceous (epiphytes and sub-wood), 22 liana and 37 aquatic species; |
| | Among these, Aniba rosaeodora (pau rosa), Ocotea tabacifolia (cinnamon) and Bertholletia excelsa (nut tree) are listed as endangered species and Ocotea cymbarum (inamuí) is on the list of data deficient; |
| | Amburana acreana (umburana), Bertholletia excelsa (nut tree), Hymenolobium excelsum and H. parvifolia (jatobá trees) and Mezilaurus itauba (itaúba) are classified as vulnerable species; |
| | The species Betholetia excelsa (nut tree), Hevea brasiliensis and H. spruceana (rubber tree) are classified as not exploitable for logging purposes according to Federal Decree Nº. 5.975, dated November 30, 2006; |
| | The species Mezilaurus duckei van der Werff (blond avocado) is classified as rare (Golder Associates, 2015, /25/). No endemic species were recorded in the studied area of the Autazes Potash Project. |
| 17.2.5.2 | Fauna |
Terrestrial and aquatic fauna were assessed during field work and desktop studies conducted by Golder for the EIA (Golder Associates, 2015, /25/). The following provides an outline of the findings of the investigations:
209
| | Amphibians 53 registered species of anuran amphibians (frogs, tree frogs, etc.) were recorded belonging to seven families. Of the 53 species the following is of note: |
| | Species are forest dependent; |
| | No endangered species were recorded; |
| | Three rare species were recorded including Bolivian Hamptophryne, Hydrolaetare schmidti, and Dendropsophus Triangulum; |
| | Two endemic species were recorded including Chiasmocleis avilapiresae and Dendropsophus walfordi; |
| | A single frog species was identified as endangered and a potentially new species, not yet identified by science; |
| | Reptiles 129 species were recorded: 52 species of lizards, amphisbaenas, alligators and turtles. Three species of tortoise and two species of alligators are listed as endangered species at the vulnerable category. 77 snake species were recorded, none of which were listed as endangered; |
| | Birds 354 species of birds were observed, distributed among 25 orders and 61 families. Of the 354 species, 23 species have limited distribution within the Amazon region. No species were identified as threatened. 10 species were classified as endangered. 74 aquatic birds were identified; |
| | Mammals 24 species of non-flying mammals (17 families) and 37 species (5 families) of bats were identified. The following is of note: |
| | One species, the Pantjera onca is categorised as vulnerable to extinction; |
| | Saguinus ustus is categorised as almost threatened; |
| | 14 species were identified as endemic; |
| | No rare species were identified. |
| | Insects Sampling for insects occurred in 5 different environment types: dry land forest, floodplain forest, shrubby herbaceous cover, pasture and village. 98 species of ants were recorded. No species classified as endangered were recorded. 60 species of mosquito were identified 41 were from the from the Culicidae family, which are mosquito vectors of arboviruses. There are no species of disease transmitting mosquitoes listed as endangered. No rare species or species only occurring in the Amazon biome were recorded; |
| | Fishes 281 fish species were recorded during field studies, distributed among 40 families. All the identified species are widely distributed, found in several Amazon hydrographic basins. From these 281 species, 9 potentially new species were identified and 43 were identified as migrating long distances; |
| | Hydrobiological Communities Based on the results of the field program 719 types of seaweed were identified from nine classes of phytoplankton. No rare or endangered species were recorded. For the zooplankton community, 282 species are predicted for the region. Similar to the phytoplankton organisms, no rare or endangered species were recorded. A significant number of benthonic macro-invertebrates were recorded from 35 taxa and three phyla. No rare or endangered species were recorded for benthonic macro-invertebrates. Among mollusks some species were noted as vectors for parasites. |
| 17.2.6 | Socio-Economic and Cultural Settings |
| 17.2.6.1 | Economic Activity |
From a regional perspective, Manaus, the Amazonas state capital, is the dynamic center of the region with approximately 2,256,000 inhabitants as well as important public and private institutions and regulatory agencies of the Amazonas state (IBGE, 2022, /31/). Manaus presents characteristics of growth, primarily due to the migrations of people from other locations. Figure 116 presents an aerial view of Manaus with one of the ports on the Negro River in foreground.

| Figure | 116 Aerial view of Manaus |
210
Other municipalities have significant rural populations that are partially responsible for the supply of food products to Manaus.
Manaus includes a comprehensive, diversified industrial park occupying an important economic position at the regional and national levels. According to the EIA (Golder Associates, 2015, /25/), in 2006 24% of all employed persons were engaged in industrial activities, almost exclusively in the manufacturing industry. The largest employment sector is public administration, defense and social security, which represent 25% of the workforce. Trade activity, such as repair of motor vehicles and personal and household goods, constitutes approximately 16% of all employed persons.
Manaus is also considered the regional center for health and education in the north of Brazil.
Table 99 shows the distribution of persons employed in the various economic activities in Manaus.
| Table | 99 Persons employed in economic activity in Manaus (2006) (Golder Associates, 2015, /24/) |
| Economic Sector | Economic Activities |
Persons Employed (%) |
||
|
Manaus |
||||
| Primary Sector |
Agriculture, livestock breeding, forest production, fishing and agriculture
|
0.10
|
||
|
Fishing
|
0.02
|
|||
|
Secondary Sector |
Extraction Industry
|
0.02
|
||
|
Processing Industry
|
24.03
|
|||
| Tertiary Sector |
Power, water and gas production and distribution
|
0.45
|
||
|
Construction
|
4.15
|
|||
|
Trade, motor vehicles repair, personal and household goods
|
15.79
|
|||
|
Accommodation and food
|
3.03
|
|||
|
Transport, storage and communications
|
7.32
|
|||
|
Financial assistance, brokering, insurance, supplementary welfare and related services
|
0.96
|
|||
|
Real estate activities, rental and services rendered for companies
|
9.92
|
|||
|
Public administration, defense and social security
|
25.10
|
|||
|
Education
|
3.26
|
|||
|
Health and Services
|
2.53
|
|||
|
Other collective, social and personal services
|
3.33
|
|||
|
Domestic services
|
-
|
|||
|
International agencies and other extraterritorial institutions
|
0.00
|
|||
|
TOTAL
|
100.00
|
|||
Figure 117 shows an aerial view of the industrial district in Manaus.

| Figure | 117 Aerial view of industrial district in Manaus |
211
| 17.2.6.2 | Socio-Economic Environment of Autazes |
The major social impacts of the Project will occur in the municipality of Autazes. Other municipalities may be impacted by the Project as a result of the dynamics of the local socio-economic flow that characterizes the mobility of the population and the interdependence between settlements. The municipality of Autazes has a predominantly rural population with a low standard of human development. The index of social progress (ISP) of the Amazon, which measures 54 social and environmental indicators including basic human necessities and is the basis for well-being and opportunities is below the national average. The illiteracy rate is high, and almost 48% of illiterate people are between the ages of 20 and 49 years.
Autazes has the highest rate of incidence of infectious and parasitic diseases among the municipalities of the local influence area (LIA), representing 32% of total deaths.
The existing public safety and policing structure is inadequate due to the lack of basic police equipment and the small size of the police force. The land road systems are intermittent, particularly in the Amazonian territories, as they are oriented according to the ebb and flow cycles of the rivers. Electricity is provided by diesel generators, particularly in urban areas and some rural settlements, and sanitation is poor across the region. Figure 118 presents an aerial view of Autazes on the Autaz Açu River.

Figure 118 Aerial view of Autazes on the Autaz Açu River
The economic base of the LIA municipalities is agriculture trade and services. Only Itacoatiara has a strong industrial sector primarily timber and furniture. Employment opportunities in the region are scarce and expectations regarding the arrival of the Project focus on the possibility of generating new jobs and opportunities in the region.
17.2.6.3 Traditional Communities and Indigenous Component
The EIA (Golder Associates, 2015, /25/) identified 21 indigenous lands in the municipality of Autazes at different stages of land tenure. Although the Project is not located on any indigenous lands, two indigenous lands were identified within a 10 km radius of the project area TI Paracuhuba and TI Jauary. Only TI Paracuhuba has a legalized status.
In 2010, the indigenous population represented approximately 21% of the population of Autazes as presented in Table 100.
Table 100 Indigenous lands in Autazes (Comtexto, 2019, /11/)
| No | Indigenous Lands | Status | Area (ha) | Population (hab) | ||||
| 1 |
Cuia |
Regularized |
1,322.38 | 281 | ||||
| 2 |
Cunhã-Sapucaia |
Regularized |
471,450.54 | 587 | ||||
| 3 |
Itaitinga |
Regularized |
135.88 | 25 | ||||
| 4 |
Jauary |
Bounded |
24,831 | 331 | ||||
| 5 |
Miguel/Josefa |
Regularized |
1,628.80 | 613 | ||||
| 6 |
Murutinga/Tracaja |
Declared |
13,286 | 1,078 | ||||
| 7 |
Natal/Felicidade |
Regularized |
313.34 | 157 | ||||
| 8 |
Padre |
Regularized |
797.51 | 77 | ||||
| 9 |
Paracuhuba |
Regularized |
927.53 | 210 | ||||
| 10 |
Patauá |
Regularized |
615.88 | 47 | ||||
| 11 |
Recreio/São Felix |
Regularized |
251.05 | 172 | ||||
| 12 |
São Pedro |
Regularized |
726.18 | 93 | ||||
| 13 |
Trincheira |
Regularized |
1.624.60 | 497 |
212
| No | Indigenous Lands | Status | Area (ha) | Population (hab) | ||||
| 14 |
Ponciano |
Declared |
4.329.00 | 115 | ||||
| 15 |
Capivara |
Under Study |
To be defined |
150 | ||||
| 16 |
Guapenu |
Under Study |
To be defined |
106 | ||||
| 17 |
Muratuba |
Under Study |
To be defined |
324 |
The projects area of influence is within an area sensitive to the Mura Indigenous people, especially those in villages along the Autaz Açu River. Indigenous and other traditional communities use the Autaz Açu River waters for potable water, bathing, fishing and transportation.
The Mura, with a population of 15,700 (Golder Associates, 2015, /25/), occupy wide areas in the water shed of the Madeira, Amazonas and Purus River. They live both in indigenous territories and in regional cities, such as Manaus, Autazes and Borba. Since the earliest reports from the 17th century, they are described as a seafaring people with broad territorial mobility and expert knowledge of the routes through creeks, islands and lakes.
Traditional communities are culturally different groups, who recognize themselves as such. They have their own forms of social organization and occupy and use territories and natural resources as a condition for their cultural, social, religious, ancestral and economic conditions, using knowledge, innovations and practices generated and transmitted by tradition. The EIA (Golder Associates, 2015, /25/) and RIMA (Golder Associates, 2015, /24/) identified six traditional communities close to the Project area totaling to 455 families and approximately 1,700 people. Table 101 presents the communities and families close to the project area.
Table 101 Communities and families close to the project area
| Communities | Families | Persons | ||
| Rosarinho |
141 | 460 | ||
| Urucurituba |
128 | 535 | ||
| Mastro |
84 | 340 | ||
| Tambor |
51 | 180 | ||
| Soares |
51 | 203 | ||
| TOTAL |
455 | 1,718 |
The primary sector (farmers, coal producers, fishers) is the main source of income of the traditional communities of Autazes, as is the case for the communities in the Urucurituba village, Soares village and Rosarinho.
Brazil Potash created, with the support of several different education, health, industry, cultural and government agencies, the Autazes Sustainability Program (PAS in Portuguese) to centralize all plans and activities to improve the quality of life, protection of the environment, and sustainable use of resources in the Autazes region. The main institutional partners as seen in Figure 119.
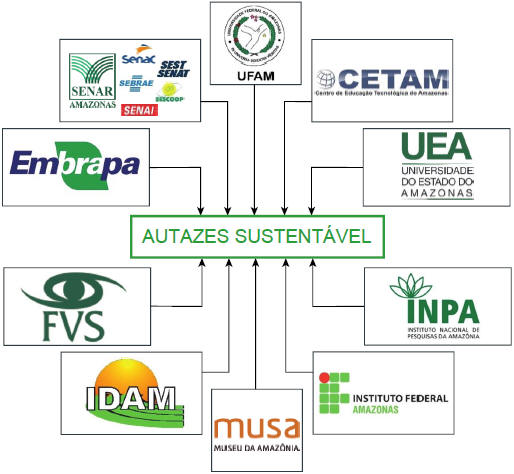
Figure 119 Partners to the Autazes Sustainability Program
Although Brazil Potash is still in the development stage, several initiatives have already been undertaken. For example, Brazil Potash sponsored the VII Week of Science and Technology hosted by the Federal University of Amazonas (UFAM) attended by over 3,000 students to improve their knowledge of Bioeconomics: Diversity and Wealth for Sustainable Development. The Company also signed a cooperation agreement on January 24, 2019 with the Museum of the Amazon (Museu da Amazonia MUSA) for the construction of structures for the safekeeping and preservation of archaeological material uncovered near the future port area of the Project.
As part of consultations with Mura indigenous people, the Company plans to negotiate an impact benefit agreement which we are calling the Mura Wellness Program (Bem Estar Mura Program). This program will include commitments to hire and retain a certain percentage of the workforce as Mura indigenous people, to provide support to the Mura people who want to start new businesses support our operation and preferentially utilize indigenous-owned companies to provide needed goods and services to the Company. The Mura Wellness Program will eventually be incorporated into the broader Autazes Sustainability Program.
17.2.6.4 Archaeology
The EIA (Golder Associates, 2015, /25/) reported the existence of the Urucurituba archaeological site, which was discovered earlier and sits on the Madeira River banks and houses a material record of indigenous occupations in a strip of land approximately 500 m wide and stretching for 1.5 km (Figure 120) on the right bank of the river. With the advance of studies conducted by the company Arqueológika in 2017 it was found that the archaeological site of Urucurituba occupied an area of 150 ha, higher than the extent indicated in other studies. Figure 121 contains the new delimitation of the Urucurituba Velho site proposed by the archeological company as well as its area of influence (450 ha) (Arqueologika, 2018, /4/).
The interventions generated a collection of 721 ceramic fragments and 23 lithic pieces, which were submitted to laboratory analysis and allowed for the identification of four distinct artephageal clusters. Some of these were clearly related to the Borba, Axinim and Tradicao Inciso-dotted phases in general. However, it was also collected unpublished data on the presence of the Saraca Regional Tradicao in Baixo Madeira.

Figure 120 Satellite image with detail of the future port area (in green) and estimated area of Urucurituba archaeological site (63 ha) (in red)
213
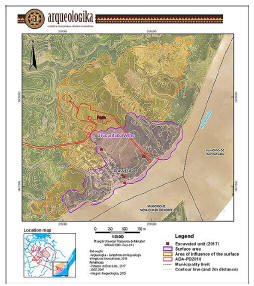
| Figure 121 | Satellite image with detail of the future port area (in green) and estimated area of Urucurituba archaeological site (150 ha) (Arqueologika, 2018, /4/) |
During the archaeological studies developed for the EIA (Golder Associates, 2015, /25/), testing was carried out as per the guidelines of the National Artistic Cultural Heritage Institute (IPHAN) in the areas surrounding the project site. As a result, surveys were carried out on the port and road locations.
The 1,728 interventions carried out on the directly affected area (ADA) during the prospecting stage indicated its low archaeological potential with the few traces apparently related to the sites located around it. However, it was concluded that certain locations in this area will need to be monitored only during the actions of earthworks, given the presence of a large archaeological site (Terra Preta Site) next to it. Figure 122 contains the image of the prospection of the ADA of the plant.
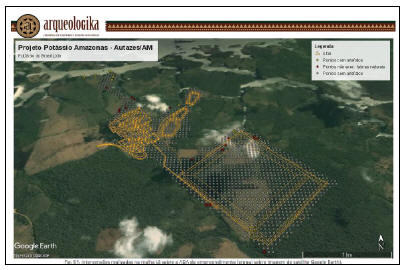
Figure 122 Satellite image with detail of the prospection of the directly affected area (ADA) of the plant
The archaeological evaluation of the project area was completed and the Project Rescue, Archaeological Monitoring and Environmental Education in the Potassium Project Autazes (Arqueologika, 2018, /4/) was approved by IPHAN on April 30, 2021 and published in the Official Gazette on May 3, 2021.
Data about the cultural heritage of the city of Autazes could not be located. There are isolated initiatives regarding the history of the city and the region, with some data on cultural property, but they are not identified for heritage protection. There is also no specific municipal legislation to protect heritage, only the recent Municipal Law Nº 28/2013 that Provides for the creation of the Department of Culture and Tourism, the Municipal Fund of Culture and Tourism, Municipal Council of Culture and Tourism and other provisions.
| 17.2.7 | Infrastructure |
With regard to basic infrastructure, the municipalities are served by a poor road system, partly because of the peculiarities within the territories in the Amazon region, which are influenced by the low water and high water cycles. Electric power is provided mostly to urban centers and a few rural settlements. The floating structures alongside the riverbanks receive power from generators. Most of the municipalities close to the Project site are not covered by basic sanitation services, which has an adverse impact on the health of the population and conservation of the inhabited
214
environment. Water supply is also an issue. Sewage services are practically non-existent, with a low number of dwellings connected to the general sewage network. The low basic infrastructure of the municipalities reflects on the low percentage of houses considered adequate.
| 17.3 | Potential Impacts/Risks |
The EIA (Golder Associates, 2015, /25/) evaluated the impacts on physical, biotic and socioeconomic environments for the construction, operation and closing stages of the Autazes Potash Project, based on the original location of the mine, processing plant, port and roads. For the new changes in location and design, the impacts were reevaluated and the report concluded (RT-021_139-515-2048_04-J_Evolução of tec. and economic studies) and submitted to IPAAM.
| 17.3.1 | Soil |
Alteration in the erosive dynamics and relief can be caused by the removal of vegetation, opening of roads and access ways, stacking of waste dumps and earthworks to level and fill a terrain for construction of infrastructure. These impacts will cause environmental changes including removal of ground cover, soil movement, generation of impervious areas, and physical interference with the flow of surface water.
In the project area the main impacts on soil during construction are associated with the formation of plateaus that will result in the fill of some drainage headwaters near the industrial area. During the operation phase, the main impact is related to the proposed waste dump, which will be approximately 25 m high and will stand out in the landscape of the region. It bears emphasizing that the waste dump is provisory and will be remediated and reclaimed during the project closure phase.
Mitigation proposed consists of installation of drainage systems, ground cover and re-vegetation.
The impacts to soil were assessed as having high significance at the construction phase, medium significance at the operation phase and low significance at the closure phase.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Prevention, Monitoring and Control of Erosion Program; |
| | Degraded Areas Restoration Plan (PRAD Portuguese acronym); |
| | Sediment and Erosion Monitoring and Control; |
| | Solid Waste Management Program; and |
| | Water Quality Management Program. |
| 17.3.2 | Water |
| 17.3.2.1 | Surface Water Quality |
The impacts related to surface water quality in streamlets, streams and rivers for the construction and operation phases of Autazes Potash Project are not predicted to change the current water quality. Control systems, such as effluent treatment, fluvial drainage reservoirs and sediment retention will be implemented to reduce possible impacts.
During the construction and operation phases, the quality changes to surface water, such as increase in turbidity, are mainly attributed to the activities such as vegetation removal, earthwork, civil works and equipment operation on access roads. Additionally, mitigation meant to suppress dust may increase sediment in the surface water. Appropriate mitigation such as sediment and erosion control will be established to minimize the effects of ground disturbance.
The impact on water quality was assessed as having low significance at the construction phase, medium significance during operation and very low significance at the closure phase.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Prevention, Monitoring and Control of Erosion and Mass Movement Program; |
| | Water Use and Management Program; |
| | Solid Waste Management Program; and |
| | Water Quality Management Program. |
| 17.3.2.2 | Groundwater |
Groundwater Availability
The water supply for human consumption will come from artesian wells strategically located outside the process plant, and external areas influenced by tailings stakes and brine injection wells. The port will also be supplied with artesian well water. The water supply system is divided into two independent subsystems, one at the processing plant site and
215
the other at the port site. At the site of the processing plant, the water supply system is designed for the capture of water from the Madeira River, as it was the best alternative in technical, economic and environmental terms compared to supply via deep wells.
Based on the available information, the impact on water availability is predicted to have low significance at the construction and operation phases and very low significance at the closure phase.
To minimize the impacts of water use, three programs were established:
1. Water Quality Management Program;
2. Water Use Management Program; and
3. Quantitative Hydrogeological Monitoring Program.
Water supply for the construction phase will be the responsibility of BPC, which must deliver this water to different parts of the construction site as well as to the concrete plant. The treatment of this raw water from wells is not foreseen to be necessary due to the good quality presented for work purposes.
For potable water, treatment in WTP (ETA) and supply is foreseen as follows:
| | Process plant Pipa Trucks from the WTP (ETA) to the facilities; |
| | Port same as above; |
| | Accommodation and restaurant collection of potable water at the WTP (ETA) and pumped directly to the storage tanks. |
The water for human consumption in the first stages of the work can be through gallons of mineral water. For the most advanced phases of the work, potable water must be supplied through artesian wells.
During the operation phase, the raw water to supply the process plant/mine will be captured from the Madeira River and pumped to two ponds with a capacity of 8,130 m³ each. These ponds have enough water volume to meet half of the water demand of the processing plant and to cover the complete demand required to supply the fire extinguishing system. The two artesian wells were designed to meet the following requirements:
| | Minimum distance of 2 km from injection wells; |
| | Spacing between wells of 300 m. |
Each water pond will have planned dimensions of 40 m×60 m, 3 m of water depth (0.5 m freeboard), being that from which 8,130 m³ in each pond 600 m³ is reserved for fire water. Raw water ponds will be lined with HDPE (PEAD) geomembrane to prevent water infiltration and loss to the unsaturated zone of the terrain.
Infiltration Rates
During construction, water infiltration rates will be affected by vegetation removal, soil removal and compression, implementation of infrastructures and earthworks. Earthworks physically alter the surface flow and alter the permeability of the soil. Furthermore, the construction of infrastructure required for the Project may reduce infiltration and groundwater flow within the area through compacting and waterproofing exposed soils. The process of vegetation removal exposes parts of the land, changes the rainwater seepage conditions and may impact local hydric availability.
As the affected area is very small, the impact was assessed as having very low significance at the construction, operation and closure phases.
In order to minimize this impact, the following environmental program is necessary:
| | Quantitative Hydrogeological Monitoring Program. |
Groundwater Dynamics
Alteration of groundwater dynamics refers to a change in groundwater flow. This impact may be related to other impacts (changes to aquifer recharge rates) or specific processes. As identified previously, the impact of groundwater infiltration has very low significance, contributing minimally to changes in groundwater dynamics.
The construction of a shaft is proposed to be completed using a freezing and grouting technique, which is predicted to affect the flow of groundwater while the activities are occurring. Detailed groundwater modelling will be required to confirm the predicted effects.
In order to minimize the impact to local groundwater, the following environmental program is necessary:
| | Quantitative Hydrogeological Monitoring Program. |
Groundwater Quality
Process saline rejects will be temporarily accumulated in a specially constructed stack for this purpose. Waterproofing layers will be installed under its base to prevent any brine infiltration into the soil, as well as prevent rising flows of water from inside the ground from contacting stored salt.
Part of the salt exposed in this pile will become brine both due to the rain that falls on it, as well as the artificial irrigation process. This brine will be accumulated in ponds installed around the pile to be later injected into layers between 300 and 400 m depth, where there is natural water with high concentration of sodium chloride.
216
The following environmental plans and programs will be implemented to control the risks of contamination of surface and groundwater from the vicinity of the pile and the Projects Direct Influence Area (Aid).
| | Water Use and Management Program; |
| | Water Quality Management Program; and |
| | Quantitative and Qualitative Hydrogeological Monitoring Program. |
| 17.3.3 | Air |
Air Quality
The construction, operation and decommissioning of the Project may affect air quality through the emission of dust from the circulation of vehicles, industrial processes at the processing plant, barges loading at the port of Urucurituba, earthworks, action of wind on surfaces without vegetation, and emission of combustion gases from the operation of vehicles and machinery.
According to the air modelling, if appropriate mitigation is in place there will be no loss of environmental quality beyond the limits set forth by the legislation for the main parameters pertaining to air quality. The generation of particulate (dust) is the main environmental concern identified in relation to air quality.
Increases in particulate matter concentrations occur during the construction and operation phases in areas of loading and discharge of materials (product, overburden, for example), resulting mainly from wind in the areas of ore management (crushing, broilers, screening to shoal), and the vehicle traffic on unpaved roads, mechanical movement of materials and dispersal by the wind.
During the operation phase modelling suggests that operational controls will be required to meet air quality standards, primarily for total particles in the air.
The impacts were assessed as having low significance at the construction phase, medium significance during operation and very low significance at the closure phase.
In order to minimize this impact, the following environmental programs and mitigation will be required at a minimum:
| | Control of Atmospheric Emissions and Air Quality Monitoring Program. |
| 17.3.4 | Noise and Vibrations |
Noise Levels
The generation of noise will primarily occur during the construction phase due to construction activities such as removal of vegetation, earthworks, civil works and circulation of machinery and equipment. During the operation phase, noise and vibration impacts will be associated with processing operations (mainly crushing), circulation of vehicles, inputs, equipment and ore along the access way connecting the plant and port, in addition to the loading of barges in the port area. These changes may adversely affect the routine of people living near the road connecting the industrial plant and the port, mainly near the Urucurituba village.
The impacts were assessed as having medium significance at the construction phase, high significance at the operation phase and low significance at the closure phase.
In order to minimize this impact, the following environmental program is necessary:
| | Noise Control and Monitoring Program. |
17.3.5 Ecology and Biodiversity
17.3.5.1 Flora
Vegetation removal activities, necessary for the installation of the project facilities, will take place during the construction phase, reducing the populations of species present in the areas. Affected populations may include endangered species and those of commercial and medicinal significance. Affects to vegetation may be reduced through the avoidance, transplantation of rare species, and progressive reclamation. Taking into account criteria such as reversibility, scope, importance and magnitude, the impact was assessed as having medium significance at the project construction phase.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Vegetation Removal and Use of Forest Resources; |
| | Flora and Fauna Rescue and Reintroduction Program; |
| | Flora and Fauna Monitoring and Mitigation Plan; |
| | Degraded Areas Restoration Plan (PRAD); |
217
| | Prevention and Forest Fire Fighting Program; |
| | Mine Closure Plan; and |
| | Environmental Compensation Program. |
Forest Fragmentation and Increase of Edge Effect
The impact of forest fragmentation and edge effect increase is generated by deforestation. This effect is predicted for the Project development phase but is minimized through locating the mine, plant and port areas largely on previously deforested land.
The removal of ground cover will divide or fragment a continuous forest area into smaller separate areas. This division directly affects the reproduction of species, which when isolated in smaller fragments will have smaller number of partners to reproduce, resulting in a smaller number of genetic combinations. Thus, the smaller and the more isolated the forest fragment, the smaller its biological diversity.
Fragmentation also causes an increase of the edge effect. The edge may be defined as the boundary of a natural and disturbed environment, which is different from the inner portion of the forest fragment. Compared to the forest core, the edges have lower air and soil humidity, higher temperatures and receive more sunlight and wind.
The impact is defined as having medium significance at the project construction phase.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Vegetation Removal and Use of Forest Suppression and Utilization of Forest Resources Program; |
| | Flora and Fauna Rescue and Reintroduction Program; |
| | Flora and Fauna Monitoring and Mitigation Plan; |
| | Degraded Areas Restoration Plan (PRAD); |
| | Prevention and Forest Fire Fighting Program; |
| | Environmental Compensation Program; and |
| | Mine Closure Plan. |
Loss of Biomass
The impact from loss of biomass will occur due to the removal of ground cover, which is required for installation of project structures. Approximately half the forest biomass consists of carbon. The development and growth of plants entails the accumulation of carbon by absorbing this element from the air.
The forest environment present in the local study area is at the initial and advanced stages of regeneration with significant presence of young trees under development fixating carbon. With the removal of vegetation from an area, carbon is released and returns to the atmosphere through the composition or burning of this material.
This impact is assessed as having medium significance during the construction phase of the project.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Vegetation Removal and Use of Forest Suppression and Utilization of Forest Resources Program; |
| | Flora and Fauna Rescue and Reintroduction Program; |
| | Degraded Areas Restoration Plan (PRAD); |
| | Prevention and Forest Fire Fighting Program Mine Closure Plan; and |
| | Environmental Compensation Program. |
17.3.5.2 Fauna
Reduction and Fragmentation of the Habitat
Reduction and fragmentation of the fauna habitat will occur through vegetation removal, with deforestation considered the main negative event for faunistic groups. The removal of ground cover from natural forest and rural areas results in a decrease of the environments available to local fauna. The natural forest and rural environments provide fauna with essential resources for their survival such as food and shelter. The fauna identified in the Project study area is endemic, rare, endangered and has potentially new species.
Regarding the Autazes Potash Project, the impact of reduction and fragmentation of the fauna habitat is caused mainly by the isolation of individuals and decrease of their habitat area.
The impact is assessed as having high significance for the Projects construction phase.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Vegetation Removal and Use of Forest Suppression and Utilization of Forest Resources Program; |
| | Flora and Fauna Rescue and Reintroduction Program; |
218
| | Degraded Areas Restoration Plan (PRAD); |
| | Prevention and Forest Fire Fighting Program; |
| | Flora and Fauna Monitoring and Mitigation Plan |
| | Bioindicators Wildlife Groups Monitoring Program; |
| | Insect Monitoring and Control Program; |
| | Degraded Areas Restoration Plan; and |
| | Mine Closure Plan. |
Alteration of the Terrestrial Fauna Communities
The alteration of fauna communities is an indirect impact generated by forest fragmentation and increase of edge effect, scaring away of fauna. The impact is caused by the removal of vegetation cover, noise generation, machinery movement, equipment and people.
Fauna frightened by Project related activities will occupy neighboring environments, creating an imbalance in the local habitat through increased population pressures. Increased competition for shelter, territory, food and breeding partners can occur if populations arent stabilized. In addition, they may also take new diseases and parasites to the receiving environments.
Species that require specific habitats for living and breeding are among the most affected by this impact as they may be unable to find favorable environments in the surrounding areas. Animals with lower capacity for dispersion (i.e., three toed sloth and small rodents), may not find environments suitable for settling and may not survive displacement to neighboring area.
Once construction of building structures is completed, a new balance may be established within the local habitat, but with a trend towards the reduction in the number of individuals mainly for species less capable of adapting to altered environments.
The impact is assessed as having medium to high significance in the construction phase, low to medium during operation phase, and low for the closure phase.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Vegetation Removal and Use of Forest Suppression and Utilization of Forest Resources Program; |
| | Bioindicators Wildlife Groups Monitoring Program; |
| | Insect Monitoring and Control Program; |
| | Degraded Areas Restoration Plan (PRAD); |
| | Environmental Offset Plan; and |
| | Mine Closure Plan. |
Reduction in the Number of Individuals
Reduction in the number of individuals of faunistic populations is a potential effect of the Project that derives either direct incidental take or indirect impacts from:
| | Forest fragmentation and edge effect increase; |
| | Reduction and fragmentation of the fauna habitat; |
| | Fauna relocation; |
| | Changes to faunistic communities; |
| | Changes to aquatic communities; and |
| | Increase of fauna rundown. |
Impacts from noise, increased vehicle traffic and frightening of fauna can also lead to direct mortality. Additionally, land clearing activities may cause animals to flee in search of new habitats making them susceptible to equipment related mortality.
During deforestation, the loss of individuals results in an ecological imbalance in neighboring environments (which will receive animals on the run) potentially affecting endangered species recorded in the local study area.
This impact was assessed as having a medium to high significance in the construction phase and low to medium significance at the operation and closure phases.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Flora and Fauna Monitoring and Mitigation Plan; |
| | Vegetation Removal and Use of Forest Suppression and Utilization of Forest Resources Program; |
219
| | Flora and Fauna Rescue and Reintroduction Program; |
| | Degraded Areas Restoration Plan (PRAD); |
| | Prevention and Forest Fire Fighting Program; |
| | Bioindicators Wildlife Groups Monitoring Program; Insect Control and Monitoring Program; |
| | Degraded Areas Restoration Plan (PRAD); |
| | Environmental Compensation Program; and |
| | Mine Closure Plan. |
Unauthorized Hunting and Capture of Fauna
The impact of increased hunting pressure and unauthorized capture of fauna may occur due to the mobilization of labor for the development of the Autazes Potash Project. The clandestine capture for domestication and poaching are practices, which are culturally present and observed in the region, and which may promote changes in the fauna communities.
The impact of increased hunting pressure and unauthorized capture of fauna was assessed as having a very high significance during construction, high significance during operation and medium significance in the closure phase.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Environmental Education Program; and |
| | Bioindicators Wildlife Groups Monitoring Program. |
Alteration in the Communities of Dipterous
The impact of alteration in the communities of dipterous (flies and mosquitoes), which transmit tropical diseases will be generated by land clearing, silting up of the rivers, generation of waste, and, indirectly, by the scaring away of fauna.
Deforestation will eliminate sites for sheltering and breeding of some species of mosquitoes, which transmit diseases, and some of them may disappear, such as those, which are typical of a forest environment. Another factor to be considered is the reduction of the number of rats and possums, animals which serve as a source of food (blood) to the mosquitoes, resulting in dipterous probably seeking other sources of blood such as from humans.
The impact is assessed as having low significance for the phases of construction, operation and closure of the project.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Solid Waste Management Plan; |
| | Insect Monitoring and Control Program; |
| | Degraded Areas Restoration Plan (PRAD); and |
| | Mine Closure Plan. |
Alteration of Aquatic Communities
Land clearing increases the exposure of soil and its sediments, which become entrained in rivers, causing the rise of river bed sedimentation and burying of microscopic organisms. Siltation will reduce the diversity of aquatic environments present in rivers and streams. The forecast is a simplification of the communities with a prevalence of common species and generalist habits more resistant to these changes.
The impact is assessed as being of high significance for the construction phase and low during operation and closure.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Water Resources Management Plan; |
| | Degraded Areas Restoration Plan (PRAD); |
| | Subprogram for Hydrobiological Communities Monitoring; |
| | Water Quality Management Program; and |
| | Mine Closure Plan. |
| 17.3.6 | Socio-Economic and Cultural Settings |
| 17.3.6.1 | Traditional Communities and Indigenous Component |
Interferences in the Social-Spatial and Cultural References
220
Among the 17 indigenous people sites recognized in the municipality of Autazes and listed in the socioeconomic and cultural study, only two are found within a radius of 10 km from the structures planned for the installation of the Autazes Potash Project: Paracuhuba Indigenous Land and Jauary Indigenous Land. Traditional communities, which do not have a delimited territory, are located close to the future area of the Project and are found in the localities of Rosarinho, Urucurituba, Mastro, Tambor and Soares.
Among these traditional communities, those of Soares and Urucurituba with close proximity to the project area will experience the main repercussions of the installation and operation of the Project. The main impacts are related to increased population pressure, generation of inconveniences related to the installation and operation of the Project and occurrences of social and health problems.
The impact on social-spatial and cultural references was assessed as very high during construction and operation and low during closure.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Mobilization Plan and Stakeholder Engagement Communication Program; |
| | Communication and Environmental Information Program; and |
| | Program for ethno-environmental protection. |
| 17.3.6.2 | Archaelogy |
Assets of National Archeological Heritage
The archeological investigation carried out in the area directly affected by the Project (port, industrial plant/mine and highway connecting the two sites) identified the archeological site of Urucurituba, which is an important archeological record. Of particular importance was the discovery of fragments of pottery and utensils in addition to whole or partially broken ceramic artifacts (such as burial urns, bowls and the like). As to the directly affected area of the industrial plant/mine, there are two positive occurrences of archeological material.
The impact on archeology was assessed as very high during construction and operation.
In order to minimize this impact, the following environmental plans and programs are necessary:
| | Rescue Program Archaeological Monitoring and Environmental Education. |
| 17.3.7 | Infrastructure |
Generation of Direct and Indirect Employment
The Project will be responsible for the generation of a significant number of jobs during development and operation. The Project will also cause a deep change in labor relations, the methods of subsistence production and, consequently, in the relation with the environment from various standpoints. Firstly, the Project will contribute to a significant increase in the formalization of labor relations, e.g., through registered employment contracts, which imply compliance with regulations and receipt of social benefits.
In addition to the substantial number of direct jobs created by the Project the creation of multiple numbers of indirect jobs are predicted in sectors that are part of the production chain, and jobs resulting from the spending of income by the workers. It is estimated that, as a result of the income effect, during the construction phase, for each direct job there will be 1.5 jobs in the sectors of housing/lodging and meals/catering.
Jobs created during the construction phase will outnumber the workers required for ongoing operation. However, local people will have acquired experience and professional expertise, facilitating their placement elsewhere or even involvement in activities related to the project operation afterwards. In addition to the expenditures by the workers, the company itself will require goods and services from the Autazes market.
The impact on the generation of direct and indirect employment was assessed as very high during construction and operation and high during closure.
In order to minimize negative risks and maximize opportunities, the following plans and programs are necessary:
| | Professional Skills Development Program; |
| | Socioeconomic Indicators Monitoring Program; |
| | Supplier Development Program; |
| | Mobilization Plan and Stakeholder Engagement Communication Program; |
| | Communication and Environmental Information Program; and |
| | Support for Diversification of the Local Economy Program. |
Increase of Tax Revenue
The demand for goods, consumables and services for the implementation of the project will lead to the increase of tax revenue. Although the purchases related to the project involve a widely distributed procurement, in view of the size of
221
the economy even a small percentage of purchases made on the municipal market represents a significant local benefit.
Additionally, due to population growth, especially in the case of Autazes, there will be an increase in the occupation of urban areas and the number of residential units. The dynamics of expanded occupation of space by buildings of medium to high construction standards, associated with residents and trade owners with higher income, will provide additional income through the levy of property tax.
In order to minimize negative risks and maximize opportunities, the following plans and programs are necessary:
| | Socioeconomic Indicators Monitoring Program; and |
| | Mobilization Plan and Stakeholder Engagement Program. |
Pressure on Existing Infrastructure and Utilities
With the implementation of the Project, Autazes will experience significant population growth. Many people will migrate to the municipality seeking new business and employment opportunities. The local entrepreneurs attracted by the investment opportunities will need areas to install their establishments and, potentially, to build their homes. The workers, especially those with prospects of long term work, accompanied by their families, will seek real estate properties to settle in the region.
As such, there will be a large demand for real estate lands, lots, areas and buildings for business and residential purposes in the municipality of Autazes and in the villages of Urucurituba and Soares. However, these municipalities do not have adequate facilities available to meet these demands, neither in terms of quantity nor in terms of quality, so being not well prepared in this regard.
On the other hand, the occupational pressure will have positive consequences, since it will signal to the market an opportunity for good business and significant profit potentially resulting in investments being made to provide the services and goods necessary for the rise of housing developments.
Certain segments, in view of the shortage of housing policy, may build in areas without existing infrastructure, resulting in unapproved developments, or even squatting. Such areas tend to not have the proper infrastructure such as a road network, lighting, sanitation, health care units and schools, among other elements. In addition, the buildings will generally tend to be more precarious and not provide the minimum requirements of comfort and privacy. These irregular occupational pressures tend not only to cause serious problems for the occupation agents, but also to the population of the surrounding areas and to the municipality as a whole, through the expansion of social and environmental liabilities and the demand of public resources for solving problems.
The impact on existing infrastructure and utilities was assessed as very high during construction and operation and very low during closure.
In order to minimize negative risks and maximize opportunities, the following plans and programs are necessary:
| | Mobilization Plan and Stakeholder Engagement Program; and |
| | Strategic Support and Urban, Institutional and Legal Readjustment of the Autazes Program. |
Generation of Expectations
BPC has carried out formal social communication and local participation programs since 2013. In particular BPC initiated a committee comprised of local representatives from indigenous people communities, the executive and legislative bodies of the municipality, catholic and evangelic religious institutions and a representative of BPC that met regularly to discuss the Project.
Despite the involvement of a variety of players in the communication process, there is a risk that expectations, which have been voiced so far, arise from partial data, correct or incorrect, since in the process of conveying information and in the process of assimilating it, the informational content may suffer significant changes. As the project advances in its development, the generation of expectations tends to grow, and this is why it is necessary to consolidate the channels of direct communication with the various segments of society and set reasonable expectations.
The impact of the generation of public expectations was assessed as very high during all stages of the Project.
In order to minimize negative risks and maximize opportunities, the following plans and programs are necessary:
| | Mobilization Plan and Stakeholder Engagement Communication Program; and |
| | Communication and Environmental Information Program. |
Increase in the Occurrence of Social and Health Problems
In all phases of the Project there will be contact between external populations coming from other localities and regions, and the local population. Among the various interactions possible, there will be opportunities for shared experiences with the people involved in the interactive process, including in the field of knowledge, cultural reference and affectivity. Some interactions may result in serious social, cultural, ethical and individual problems.
Social concerns may include an increase in prostitution, as well as drug use and trafficking. Additionally, addition of increased transitory populations may lead to prostitution, increases in undesired pregnancies, and the proliferation of sexually transmitted diseases. Additional health concerns may include a risk of dissemination of vector transmitted
222
diseases such as TB, meningitis, viral hepatitis, amoebiasis, giardiasis, gastroenteritis, respiratory diseases, gastrointestinal parasites, mycoses, etc.
The impact of increases in social and health problems was assessed as very high during construction, high during operation and low during closure.
In order to minimize negative risks, the following plans and programs are necessary:
| | Mobilization Plan and Stakeholder Engagement Communication Program; |
| | Communication and Environmental Information Program; |
| | Socioeconomic Indicators Monitoring Program; |
| | Sexual Education and Prevention Program; and |
| | Endemic Disease Prevention Program. |
Changes in the Landscape
The implementation of a structure for exploiting minerals and building a port in the area will represent an industrialization of the landscape and therefore change some of its natural attributes.
In spite of this, it is important to point out that the location of the Project is characterized by pastures that have undergone significant changes due to forced transition to grazing land.
The impact from changes in the landscape was assessed as very high during construction, high during operation and low during closure. In order to minimize this negative risk, alteration of the landscape will be addressed during construction, operation, and mine closure. Areas not required for operation will be restored where appropriate and the site will be reclaimed post closure. The following plans are necessary:
| | Degraded Areas Restoration Plan (PRAD); and |
| | Mine Closure Plan. |
Disturbances for the Population
During the construction and operation of the Project, the population of Autazes will be subject to several disruptions, mainly those living in the villages of Soares and Urucurituba. The Project will generate a lot of movement and transformation of the area, whether through its buildings, its support structures (lodging, offices, workshops, yards, etc.) or its effects.
The change in the pre-existing conditions will generate nuisances for the local population related to the increased traffic of vehicles, need for increased security and pressure on public services.
The impact from population disturbances was assessed as very high during construction, high during operation and low during closure.
In order to minimize these negative risks, the following plans are necessary:
| | Mobilization Plan and Stakeholder Engagement Communication Program; |
| | Communication and Environmental Information Program; |
| | Control of Atmospheric Emissions and Air Quality Monitoring Program; |
| | Security and Traffic Education Program; |
| | Strategic Support and Urban, Institutional and Legal Readjustment of the Autazes Program; and |
| | Strategic Support for the Readjustment of Public Service Structure Program. |
Pressure on Public Services
The fragile infrastructure of Autazes is not capable of meeting current demands, much less those that will arise due to the implementation of the Project. The municipality will receive an influx of people seeking employment opportunities and better living conditions. Demographic and consumption growth will increase the generation of garbage and sewage, which could cause serious environmental problems for the local municipality if not handled appropriately.
The impact from increased pressure on public services was assessed as very high during construction, high during operation and low during closure. In order to minimize negative risks and maximize opportunities, the following plans and programs are necessary:
| | Mobilization Plan and Stakeholder Engagement Communication Program; |
| | Communication and Environmental Information Program; |
| | Strategic Support and Urban, Institutional and Legal Readjustment of the Autazes Program; and |
| | Strategic Support for the Readjustment of Public Service Structure Program. |
Revitalization and Change in the Profile of the Municipal Economy
223
After its implementation, due to the amount of investment, the area of civil construction will assume a leading position in the municipal economy of Autazes. Based on this, there will be a revitalization of other sectors of the economy as well as an expansion thereof. This fact will contribute to the structuring and consolidation of a diversified and dynamic economy. The municipality of Autazes will see the growth of existing activities and the creation of new ones, in the hotel/lodging, food, transportation, education, health and commerce.
After the implementation of the Project, seeing the operation phase as a peak, the municipality will have a significant consumer market, which in turn will encourage a variety of investments in its territory to meet demand.
The positive impact from a revitalization and change in the profile of the municipal economy was assessed as very high during construction and operation and low during closure.
In order to maximize these opportunities, the following plans and programs are necessary:
| | Socioeconomic Indicators Monitoring Program; and |
| | Support for Diversification of the Local Economy Program. |
Increase in Light and Heavy Vehicle Traffic
The activities for upgrading and paving the link road between the industrial plant and the mine will introduce the traffic of vehicles, buses, trucks and heavy equipment not seen before in this region. This will generate a certain amount of disruption for the community, such as noise, dust and reduced safety for pedestrians.
The impact from increases in light and heavy vehicle traffic was assessed as very high during construction and operation and very low during closure.
In order to minimize negative risks, the following plans and programs are necessary:
| | Security and Traffic Education Program; |
| | Mobilization Plan and Stakeholder Engagement Communication Program; and |
| | Communication and Environmental Information Program. |
Land Acquisition and Displacement of People
For the installation of structures at the mine and industrial plant, BPC has already started to purchase required land that is primarily used for cattle ranching and subsistence farming. The land purchase involves both the demobilization of economic activities, in some cases as well as the suppression of current uses.
The impact from land acquisition and displacement of people was assessed as medium significance during construction.
In order to minimize negative risks, the following plans and programs are necessary:
| | Mobilization Plan and Stakeholder Engagement Communication Program; |
| | Communication and Environmental Information Program; and |
| | Program for purchase of land and monitoring of families. |
Natural and Man-made Historical Heritage
The Autazes Potash Project will drive the acquisition of real estate properties due to speculation and population increase. Isolated properties may suffer a negative impact due to real estate speculation as a result of the valuation of the land and the increase in population density, which could lead to the demolition of buildings and replacement of the current material cultural assets with the objective of modernization or verticalization.
Schools and important public equipment linked to the identity and development of the communities were identified in the diagnosis as cultural assets, not due to their architectural characteristics, but rather to their centrality and reference that they represent to each rural and riverside community. Natural heritage assets, represented mainly by the rubber plantations of Rosarinho and Autazes, and the one located in Sol Nascente farm close to Urucurituba village stand out due to their landscape, scientific, historical and cultural values.
The impact on natural and man-made historical heritage was assessed as very high during construction and medium during operation.
In order to minimize negative risks, the following plans and programs are necessary:
| | Mobilization Plan and Stakeholder Engagement Communication Program; |
| | Communication and Environmental Information Program; and |
| | Heritage Education Program. |
17.4 Monitoring and Reporting Plans
The plans and programs proposed in (Golder Associates, 2015, /25/) correspond to a set of actions to prevent, mitigate, compensate and enhance the expected negative and positive impacts in the stages of construction, operation and closure of the Autazes Potash Project. At this stage of the environmental studies, the plans and programs were
224
presented according to the general guidelines (objectives and actions) and were detailed in the PBA that was submitted to obtain the Projects installation license. Periodic reports on the plans and programs will be submitted to IPAAM.
The objectives for each plan and program are described in Table 102.
Table 102 Plans and program objectives
| Plan/Program | Objectives | |
| Control of Atmospheric Emissions and Air Quality Monitoring Program | Actions to control air emissions and monitor air quality in the area of direct influence of the Project.
Control fugitive emissions from unpaved roads (dust suppression).
Equipment Maintenance and emissions control.
Detail the air quality monitoring points in the PBA, which will comprise at least the village of Urucurituba and Community of Soares.
|
|
| Noise Control and Monitoring Program | Provide guidelines for procedures to monitor and control noise: identify changes in the noise levels resulting from Project activities, minimize the environmental impacts resulting from changes in noise levels, develop operational procedures aimed at reducing the noise levels from the generating sources, to provide for CONAMA Resolution No 1/1990. | |
| Prevention, Monitoring and Control of Erosion and Mass Movement Program | Implement preventive and corrective operational actions to control erosion and/or problems related to drainage systems. | |
| Water Use and Management Program | Provide procedures for proper management of water resources. | |
| Quantitative and Qualitative Hydrogeological Monitoring Program | Monitor interference in the level fluctuations of underground water and determine the hydraulic properties of the deep aquifers.
Monitoring groundwater in areas that may be affected by Project activities. |
|
| Water Quality Management Program | Monitor the water quality of a set of points (rivers, creek and lakes) as described in Section 17.4.4. | |
| Solid Waste Management Program | Define operational measures for handling, packaging, temporary storage and final disposal of the solid and hazardous waste (see Section 17.4). | |
| Construction Environmental Plan | Manage the environmental programs during construction of the Project.
Provide relationship between environmental programs. |
|
| Degraded Areas Restoration Plan (PRAD Portuguese acronym) |
Recover deforested and impacted areas resulting from the construction and operation phases of the Project. | |
| Environmental Compensation Plan | Establish guidelines for the application of funds aimed at environmental compensation for the impacts caused by the construction and operation of the Project. | |
| Mine Closure Plan | Plan the closure of mining activities and promote the recovery of affected areas. | |
| Vegetation Removal and Use of Forest Resources Program | Detail and plan the vegetation removal for each target area of deforestation.
Define destination of forest residues with removal of usable commercial wood and use of the topsoil and non-woody vegetation. |
|
| Flora and Fauna Rescue and Reintroduction Program | Early identification and rescue of at-risk flora and fauna.
Requirements for re-introduction of species and monitoring. |
|
| Flora and Fauna Monitoring and Mitigation Plan | Identification of mitigation and monitoring requirements for flora and fauna. | |
| Subprogram for Hydrobiological Communities Monitoring | Identification of mitigation and monitoring. | |
| Prevention and Forest Fire Fighting Program | Prevent or control the occurrence of forest fires and their effects on the biota in the Project area.
Hold educational campaigns.
Plan and execute works and services such as fire breaks, surveillance, climatological monitoring, training in preventing and fighting fires and awareness of resident landowners in the vicinity of the Project area with respect to non-use of fire or pasture. |
|
225
| Plan/Program | Objectives | |
| Fauna incidental mortality Prevention Program | Propose control measures to reduce wildlife fatalities on access roads and access roads to the mine/processing plant and port. | |
| Bioindicators Wildlife Groups Monitoring Program | Monitor wildlife biomarker groups: birds, mammals, amphibians, reptiles and aquatic communities. | |
| Insect Monitoring and Control Program | Carry out systematic monitoring of insect fauna potential transmitter of diseases (especially malaria, dengue, yellow fever and leishmaniosis) and, if necessary, take action to control the outbreaks and breeding of the main vectors. | |
| Communication and Environmental Information Program | Inform the workforce and the communities regarding the activities of implementation, operation and closure of the Project.
Target communication to communities inserted in the surrounding area of the project, including the community of Soares and the village of Urucurituba. |
|
| Strategic Support and Urban, Institutional and Legal Readjustment of the Autazes Program | Encourage and support actions to enable the municipality to focus on meeting the potential housing demand and land occupation as a result of population growth and the increase of economic activities. | |
| Strategic Support for the Readjustment of Public Service Structure Program | Encourage and support a set of integrated public initiatives aimed at the promotion, optimization and expansion of sanitation services, security, health and education of the city of Autazes. | |
| Support for Diversification of the Local Economy Program | Promote the development of existing economic activities in the municipality and diversification of such areas, mainly based on natural and cultural vocations and ensure their autonomy from the Project.
Encourage increased competitiveness of such activities in the market. |
|
| Supplier Development Program | Contribute to the attraction, promotion and development of local companies in the project area of influence.
Strengthen the business groups. |
|
| Communication and Environmental Education Program | Sensitize the local population with respect to environmental issues.
Develop a process of forming concepts, skills acquisition and adoption of values that motivate conservation and improvement of the environment and the integration of environmental management to the concept of corporate sustainability.
Train employees and contractors to involve schools and local communities through education and participatory activities. |
|
| Employees Capacity Program | Establish local labor qualification mechanisms for use in the activities of the Project. | |
| Security and Traffic Education Program | Ensure safe access to the Project site through the following guidelines: Install warning and safety signals;
Conduct education workshops on traffic for the surrounding communities;
Carry out systematic recording of accidents caused by the intensification of the flow of vehicles resulting from the Project installation.
Traffic safety education applicable to the road linking the industrial plant to the port. |
|
| Socioeconomic Indicators Monitoring Program | Monitor socio-economic indicators in order to be aware of the changes and support adjustment in other programs. | |
| Program for ethno-environmental protection | Act in synergy with public bodies in the different spheres of power to promote actions that address indigenous rights in its various aspects related to: food security, territory protection, health, education, support for productive activities, and special attention the locations occupied by indigenous people closest to the Project. | |
| Sexual Education and Prevention Program | Promote awareness to employees, contractors and the community of safe sex methods and the prevention of sexual violence. | |
| Endemic Disease Prevention Program | Monitor and control the progress of endemic diseases (especially in relation to malaria vectors, yellow fever and leishmaniosis) at the construction sites, near the Project site and at the municipalities. | |
| Land Acquisition and Monitoring Program | Establish transparent and fair mechanisms of land acquisition. | |
| Ethnical Protection Program | Act in synergy with public institutions to promote actions that address indigenous rights related to: food security, territory protection, health and education. |
|
226
| Plan/Program | Objectives | |
| Support productive activities and pay special attention to the locations occupied by indigenous people closest to the Project. | ||
| Archaeological Prospecting, Saving and Monitoring Program | Provide actions and implement a rescue program in accordance and approval of IPHAM in order to preserve cultural heritage. | |
| Patrimonial Education Program | Provide educational processes with a focus on cultural heritage identified in the area of influence of the Project. | |
The environmental plans and programs to be finalized (e.g. soil, water, air, noise, ecology and biodiversity) are in progress.
For those related to the socio-economics and cultural settings, Golder has been contracted to develop these plans:
| | Mobilization Plan and Stakeholder Engagement Program; |
| | Communication and Environmental Education Program; |
| | Strategic Support and Urban, Institutional and Legal Readjustment of the Autazes Program; |
| | Strategic Support for the Readjustment of Public Service Structure Program; |
| | Sexual Education and Prevention Program; |
| | Support for Diversification of the Local Economy Program; |
| | Supplier Development Program; |
| | Skills Development Program; |
| | Environmental Education Program; |
| | Employees Capacity Program; |
| | Security and Traffic Education Program; |
| | Monitoring of Socioeconomic Indicators Program; |
| | Endemic Disease Prevention Program; and |
| | Land Acquisition and Monitoring Program. |
| 17.4.1 | Stakeholder Engagement |
Stakeholder engagement is a broad, inclusive and continuous process of relationship building and maintenance between a company and its stakeholders. It includes a range of activities and spans the entire project lifecycle.
Stakeholder engagement is required for the Project and is being undertaken according to Brazilian legal requirements. The EIA (Golder Associates, 2015, /25/) defines two programs to ensure stakeholder engagement: a Mobilization Plan and Stakeholder Engagement Program and a Communication and Environmental Education Program.
The purpose of the Mobilization Plan and Stakeholder Engagement Program is to promote the participation of those involved with the Project in the socio-economic programs. Participation should be at all stages of the Project to allow adjustments to the planned actions. The implementation strategy of the Mobilization Plan and Stakeholder Engagement Program defines the continued involvement of directly affected communities, public authorities, agencies and/or institutions and associations representing various interest groups.

Figure 123 BPC presentation with community participation in Autazes
227
The Communication and Environmental Information Program was initiated in October 2013 by BPC. It identifies the different levels of relationships between the public and the Project as well as strategies for the formation of discussion groups composed of stakeholders. This program includes the local and indigenous communities. This measure was taken with the view that community participation is essential to the management of the information process, since the implementation of a mining activity can lead to various speculations, especially in areas occupied by traditional peoples.
The formation of a committee with local representation in November 2013 is one of the actions developed that serves as a forum for community participation. The committee consists of 16 representatives, including religious leaders, population leaders, municipality representatives and indigenous people. Newsletters are distributed to committee members to provide updates on the progress of the Project and main activities developed by BPC.
The committee has been an important communication channel for the publics involvement and to clarify actions related to the Project.
The main stakeholder groups are:
| | Federal government authorities (Environment Ministry MMA, Mines and Energy Ministry MME); |
| | Local government authorities (state and municipal agencies, city council); |
| | Local communities and indigenous people; and |
| | Local churches and religious/cultural groups. |
| 17.4.2 | Tailings and Brine Management Plan |
The waste generated in the process (basically Salt NaCl) will be treated and managed in two ways:
| | Tailings piles on the surface for later disposal via underground injection with generation of brine (salt + water) and pumping into deep injection wells; |
| | Backfill filling of galleries and subsoil mined spaces with salt pulp/paste generated by the process and treated in the backfill plant. |
The combined tailings operations processes will be named as tailings (tailings management or TM). After leaching, hot cycloning, and thickening stages, the leached solids (waste) are filtered and will undergo counter-current washing stages with freshwater to recover the soluble potash content entrained in the tailings, thus increasing the recovery.
Solids discharged from the horizontal belt filter will be transported to the tailings management area. Part of the tailings will be sent underground and used as a backfill in rooms of panels already mined underground, while the rest of the tailings will be stored on the surface in piles.
The filtered tailings cake discharged from the horizontal belt filter is transferred by a belt conveyor to the tailings piles. As mentioned, a part of the tailings will be redirected to the backfill plant, where the tailings are mixed with brine and a binder before being pumped underground and used as filling material for the mined-out panels.
Once the tailings are disposed underground in empty panel rooms, the solids settle, the effluent brine is collected, pumped back to the surface and re-used in the landfill plant. Excesses of brine that is not needed to polish the tailings from the backfill plant is pumped to the deep well brine injection circuit to maintain water balance.
The main waste conveyors go to the tailings management areas where the waste is deposited using mobile conveyors and stacking equipment in a waste system warehouse. There are a total of two tailings piles planned to be operated throughout the life of the processing plant. Both tailings piles will be built a short distance away from the processing plant at strategically defined locations, based on the following parameters and criteria:
| | Non-floodable areas at elevations above the +25 m elevation with the base of the pile located at the elevation +30 m; |
| | Minimization of plant suppression in areas of dense ombrophilous forest in stage of advanced regeneration; |
| | Minimization of direct interference in thalwegs and/or water courses (APP areas); |
| | Elevation of the bottom of the ponds at elevation +25 m outside the recorded flood areas. |
The tailings piles are designed at an elevation of +30 m with the following dimensions:
| | Length: 1,247 m (at the base); |
| | Width: 1,147 m (at the base); |
| | Height: 25 m; |
| | Slope inclination: 1:5; |
| | Usable battery volume: 24.1 million m³ each; |
| | Tailings density: 1.6 t/m³. |
The amounts of mobilized material involved in the construction of the piles are:
228
| | Organic soil: 2,161,000 m³; |
| | Landfill: 6,573,000 m³; |
| | Cut: 6,572,000 m³; |
| | Loan material: 987,000 m³. |
Each tailings pile will have two brine collection ponds, constructed adjacent to it. Each pond will be designed with the following dimensions:
| | Length: 1,147 m (at the top); |
| | Width: 125 m (at the top); |
| | Depth: 3 m; |
| | Volume: 504,000 m³. |
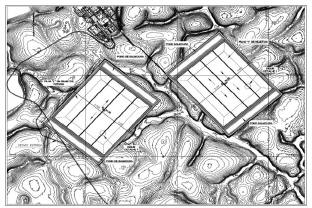
Figure 124 General layout of tailings piles 1 and 2
The base of the tailings piles will be formed by a sandy-clay silt pack with a thickness of 5 m to 6 m and with variable water table level. The intended coating will be formed by a 500 mm basal layer of sandy-clay silt mixed with 5-10% bentonite (existing on site), overlaid by a 1.5 mm thick HDPE geomembrane blanket, which is covered by a 300 mm layer of sandy clay, stabilized with cement or limestone.
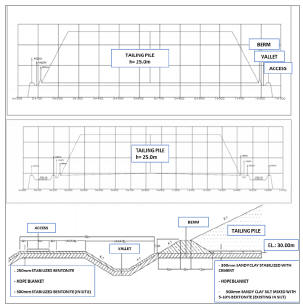
Figure 125 Dimensional cut sections of tailings piles 1 and 2
The base of the brine ponds will also consist of a 1.5 mm HDPE geomembrane sandwiched between two layers of sandy-clay silt mixed with 5-10% bentonite with thicknesses of 500 mm (layer under the blanket) and 250 mm (overlay layer).
In addition to the surface drainage of the piles, which has characteristics aimed at the production of brine necessary for injection into deep wells, the piles will have a deep drainage in order to keep the base of the piles solid without interference from groundwater level rise and surface water especially in periods of rain.
229
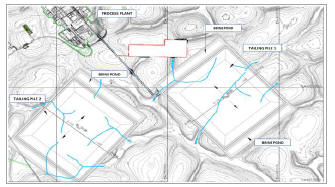
Figure 126 General plan of the tailings piles with details and paths of the deep drainage channels
The concept for the drainage of the base of the piles had as main objective to preserve the structure of the piles mainly in rainy periods when the water table tends to rise on the surface of the lower lands. This way, the construction of the base and the drainage considers all the characteristics that will maintain the waterproofing and structural safety of the piles.
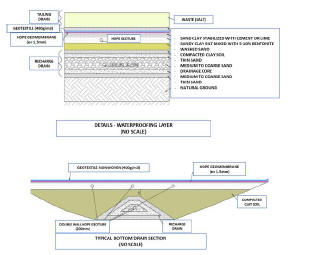
Figure 127 Details of waterproofing layers and typical section of bottom drains
The waste from the processing plant will be forwarded to the tailings management areas (i.e. tailings piles, brine ponds and brine injection wells) through a circuit conveyor composed of fixed conveyor belts and movable and relocatable conveyor belts. These mobile and relocatable belts will carry out the pile-forming operation together with mobile equipment (compactors, wheel loaders, bulldozers) that will be responsible for conformation and compaction of the tailings piles.
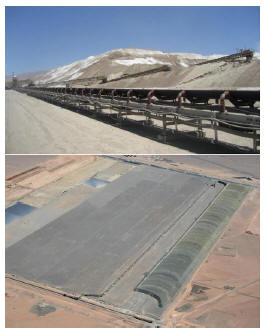
Figure 128 Photos of views with typical dry stacking installation planned for the formation of the tailings piles (Emerson, 2021, /13/)
230
The process of dissolving the salt piles is expected to be done using rainwater. The drainage is then directed to the brine ponds, where the brine pond overflow is pumped to the brine injection circuit, which comprises of:
| | Brine tank and injection pumps located next to the brine ponds; |
| | Brine injection wells: 1 ring of 16 wells distributed according to studies carried out by SRK, around Pile 01. Average distance between wells: approximately 630 m to 750 m; |
| | Note: Regarding safety, critical distance between production wells and injection well ring is approximately 2 km. |
In order to achieve adequate brine saturation, part of the brine can be recirculated to the tailings pile.
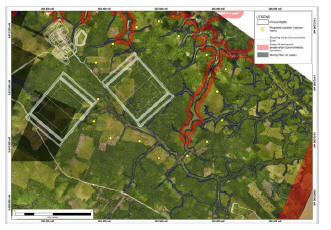
Figure 129 Illustrative layout of the brine Injection well locations (yellow points)
For the modelling of the brine injection process, the following parameters were considered:
| | Project production scale: 23 years total ROM (kton) 171,255; |
| | Mass balance of material available for injection after backfill operation: approx. 96,574 kton; |
| | Arrangement of injection wells: 1 ring of 16 wells (as indicated in Figure 129 above); |
| | Injection brine concentration: 300 kg/m³ NaCl; |
| | Depth of injection horizon: 366 m to 399 m; |
| | Total injection period: 43 years, 23 years of production and 20 years of decommissioning; |
| | Injection rates: 0-10 years = 647.50 m³/h; 10-23 years = 1,295 m³/h; 23-43 years = 647.50 m³/h variable rates over periods. |
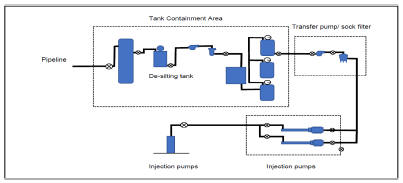
Figure 130 Typical schematic arrangement of the necessary facilities for the brine injection wells
The dimensions for each brine injection well station should be approximately of 30 m × 50 m with vehicular access to all stations being planned. These accesses will be built in parallel with the brine pipe.
231
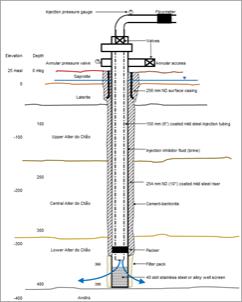
Figure 131 Typical section of the brine injection wells planned for the Autazes Potash Project
Additional engineering studies and injection test works is needed as part of the detailed design to implement this solution. The control and mitigation measures regarding the impacts on soil, groundwater, fauna and flora should be detailed and included in the respective monitoring programs provided in the EIA (Golder Associates, 2015, /25/) as well as in some conditionings, included on the previous license. Specifically, the following sections need to be reviewed:
| | Water Quality Management Program, Hydrogeological Quantitative Monitoring Program, Degraded Areas Recovery Plan (PRAD), Vegetal Suppression Monitoring and Fauna Management Program, Fauna Monitoring and Mitigation Program and Hydro-biological Communities Monitoring Subprogram. |
| 17.4.3 | Solid and Hazardous Waste Management Plan |
The solid waste generated during the lifetime of the Autazes Potash Project falls into two classes according to the NBR 10.004 standard of the Brazilian Association of Technical Standards (ABNT):
| | Waste Class I Hazardous; |
| | Waste Class II Non-Hazardous (IIA Non inert; IIB Inert). |
The Solid Waste Management Plan will promote the proper management of waste generated in the construction, operation and closure of the Project, including: collection, classification, storage, reuse and final disposal.
The objectives of this plan are:
| | Identify alternatives that minimize the generation of waste at source, with consequent minimization of operating costs involved; |
| | Inventory and make qualitative and quantitative characterization of the waste generated in the Project; |
| | Promote the segregation of waste according to the characteristics and destination and implement selective collection as per CONAMA Resolution 275/2001; |
| | Classify and separate waste for proper disposal; |
| | Adopt temporary storage as a control procedure to be followed until viable alternatives for reuse and/or reprocessing and/or final disposal are identified; |
| | Search alternatives to reuse and/or reprocess waste generated. |
Approximately 80% of the waste produced at the sites will be handled by recycling and by the composting of organic matter. The remaining 20% will be sent to the permanent sanitary landfill. All recyclable materials (i.e. paper and cardboard, plastics and metals, etc.) will be collected separately and pressed into bales, which will then be hauled by truck to their respective external recycling locations.
For the construction and operation phases, the following environmental control facilities will be implemented:
a) Intermediate Waste Deposit (IWD)
Waste collection stations will be distributed in the processing plant and administrative support areas and next to the restaurant, in order to temporarily store and separate the waste generated by the Project by characteristic and type. The waste will be forwarded to the DMC and to the sanitary landfill.
The area allocated for hazardous waste will be protected with fences and with signage and it will have a retention system for hazardous liquid waste.
232
| b) | Disposable Material Center (DMC) |
The DMC is composed of storage yards and covered sheds for Class I and II waste and a composting area. Figure 132 shows the storage for the composting area.

Figure 132 Storage for composting area
The storage yard will be fenced and the floors will be covered with a primary coating.
A composting shed will receive the organic waste, which, after being crushed and mixed with the grass and pruning remnants, will be accumulated in piles for the maturation process that lasts approximately 40 days. The shed will have channels throughout its entire perimeter in order to collect washing water coming from the floors and slurry generated in the decomposition of waste.
| c) | Sanitary Landfill |
The sanitary landfill area will be fenced and closured with a gate for access control. Non-compostable waste will be stored in the sanitary landfill.
| 17.4.4 | Surface Water and Sediments Control Plans |
Wastewater that will be generated during construction and operation of the Project includes sewage discharges (housing, offices, and cafeteria) that will be treated in sewage treatment plants (STPs), laundry effluent, oily wastewater (splitter box water-oil SWAC) and concrete effluent.
The wastewater generated by the activities of the Project that is released into bodies of surface water must meet the effluent discharge standards set by CONAMA Resolution Nº. 430/2011, so as not to cause change in the water quality of receiving waters above the limits established by CONAMA Resolution 357/2005.
For areas of the Project, where there will be removal of vegetation, earthwork, and excavation, interim and final drainage devices will be installed including gutters, ditches, channels, culverts, flow rate dissipation and proper disposal of water in marginal lands or water bodies. Ponds will be installed for sediment retention at critical points. The surfaces of cut and fill slopes as well as other exposed areas will be revegetated. These devices prevent or minimize intense erosion and stabilize slopes or embankments and prevent sediment from being transported into the surrounding waterways, which may impact the quality of the surface water and the aquatic ecosystem.
Installation of culverts at the point of drainage crossings in the road linking the port and processing plant should follow standard construction procedures to minimize the impacts on waterways in terms of sediment supply, erosion and water quality.
Uncontaminated rainwater collected by surface drainage at the port area will be directed to a retention pond for treatment and then discharged to the natural ground, which slopes towards the Madeira River.
The highest elevation for a seasonal flood event, considered a once in 100 year storm event, is predicted to reach 22.56 m, and earthwork located at the lowest elevation will have rock fill for slope protection.
Prevention monitoring, erosion control and water quality management programs will be implemented to mitigate impacts to surface water caused by construction and operation activities.
The water quality management programs aims to:
| | Characterize the quality of the surface water in the current scenario, prior to implementation of the Project, in reference years (background) representing the dry and rainy seasons throughout the sampling network set; |
| | Monitor the natural seasonal variations in physical, chemical and bacteriological parameters in the surface water and follow the evolution of water quality quarterly during Project construction and operation; |
| | Evaluate the effectiveness of the procedures and environmental control systems that will be implemented for the Autazes Potash Project to minimize the change in the quality of surface water; and |
233
| | Propose corrective action when impacts to the quality of the surface water are discovered, monitor their implementation and evaluate the effectiveness of the actions taken. |
The physical, chemical and bacteriological parameters proposed to be analyzed quarterly in the sampling network are shown in Table 103.
Table 103 Parameters to be analyzed for monitoring the quality of surface water and groundwater
|
Groups
|
Parameters | |
| Physical parameters | Electrical conductivity (EC), water temperature, solids, dissolved solids in suspension, turbidity and color | |
| Chemical parameters | Hydrogenic potential (pH), oxy reduction potential (Eh), dissolved oxygen (DO) and alkalinity | |
| Major Ions | Calcium, magnesium, potassium, sodium, bicarbonate, sulfate and chloride | |
| Metals | Aluminum, copper, chromium, iron, manganese, nickel and zinc | |
| Nutrients | Phosphorus, nitrite, nitrate and ammonia nitrogen | |
| Biological parameters | Biochemical Oxygen Demand (BOD), Escherichia coli and fecal coliforms | |
| Others | Chemical Oxygen Demand (COD), chlorides and oil and grease |
The prevention, monitoring and erosion control program is intended to identify, monitor and apply corrective measures at locations, where the potential for erosional processes might occur as a result of project activity, e.g. unstable embankment and/or natural slopes and where sediment transport results in silting of nearby waterways.
During the stages of construction, operation and project closure, the following monitoring activities and field inspection will occur:
| | Monitor the destination of deforestation and land clearing materials, ensuring that they will not be released directly into watercourses and ban the use of chemical agents, uncontrolled mechanical processes and burning; |
| | Inspect temporary and permanent drainage structures (culverts, gutters, water descents, ditches, energy sinks etc.) to ensure they are functional, that they drain to the designated areas and that the flow is regulated; |
| | Monitor the effectiveness of drainage systems to prevent the transport of sediments (e.g. sedimentation basins) during deforestation activities and earthworks development near watercourses; |
| | Monitor the excavation of the slopes of cuts and embankments, ensuring that it is compatible with the geotechnical characteristics of the materials and the topography of the surrounding areas; and |
| | Monitor the revegetation of areas to ensure the exposed surfaces are protected from the actions of rainwater and surface water runoff. |
Once instability and/or erosion are identified, corrective measures and geotechnical solutions for each case should be developed and implemented in order to promote the recovery of the impacted area. Recovery actions must be consistent and be subject to further monitoring for efficacy as per the Degraded Areas Recovery Plan.
| 17.4.5 | Emergency Response Plans |
| 17.4.5.1 | Emergency Preparedness |
As per the NR22 regulations, every mine must prepare, implement and keep an updated emergency plan, which should include at least the following:
| | A list of the major risks involved in the mine operation; |
| | Procedures to be followed in the case of: |
| | Fires; |
| | Floods; |
| | Explosions; |
| | Cave-ins; |
| | Ventilation system power failure; |
| | Major accidents; |
| | Other emergency situations as determined by the mine characteristics, its products and the raw materials used; |
234
| | Location of equipment and supplies required for emergencies and first-aid care; |
| | List of emergency and fire brigade members and procedures to be followed for situations as described in the EIA (Items I to VII); |
| | Regular training program for emergency brigades; |
| | Regular simulation rescue exercises mobilizing the mine contingent directly affected by the event; |
| | Defined areas and installations duly built and equipped to act as shelter for victims and first-aid personnel; and |
| | Defined communication systems and emergency alarms inside the company and external environments, and company agreements with civil defense organizations. |
As such, a full emergency plan should be developed prior to, or during, the engineering, procurement and construction phases of the Project.
The costs for underground emergency equipment (including self-rescuers), first-aid, refuge stations, and communication systems have been incorporated in the capital cost estimate for the BFS.
Each section of the mine will have self-contained portable refuge bays. They will accommodate all employees working within that section plus 15% contingency room. They should be reachable within 500 m of the work area. Other permanent stations should be placed close to working areas underground. Locations for refuge bays are recommended by Bluhm Burton Engineering Pty Ltd (BBE, 2015, /5/) and are presented in their Emergency Preparedness Report provided in Appendix G of the 2016 BFS report (WorleyParsons, 2016, /57/).
All underground emergency knowledge, training and exercises should be imparted to staff and teams should be put in place to act as an emergency brigade. In each vertical shaft a permanent hoist to allow a second means of accessing the underground working will be installed.
The following facilities will be available in the event of an emergency:
| | Fire brigade: located next to the processing plant with one fire truck and ability to accommodate four firemen; |
| | First aid station and clinic: located next to the processing Train A with the ability to accommodate four patients; |
| | Emergency electrical power generators system: a set of diesel generators installed in each E-house to supply electrical power in emergencies to the mine ventilation system and to shaft operation to evacuate the underground mine; |
| | Mine ventilation system: for processing equipment in the plant such as thickeners, tank agitators and tailings pumping; |
| | Essential services: potable water, sewage, fire water and lighting for administrative buildings, rescue center; |
| | Control room: includes a public address and general alarm (PAGA) system that sends an alarm for fire detection, emergencies and evacuations requirements. The communication and information systems enable total connectivity to all operational areas in the underground and on the surface. The system infrastructure enables voice and video transmission signals (including underground monitoring cameras, cameras embedded in mining equipment, and other equipment); |
| | Heliport: will be located close to the processing plant and shaft area for the landing and take-off of helicopters that will be used for quick removal of accident victims to the hospital in Manaus or Autazes; |
| | Urucurituba port facilities: the port can be used as an option for the transport of people to hospitals in Manaus or Autazes. Ferries or boats can moor at the port and receive personnel needing removal. Ambulances can also use the port facility as an arrival or departure area. |
Emergency systems will be installed in order to ensure the safety of personnel working in the underground including:
| | Skips will be equipped with inspection platforms specially designed for increased security. Can be used in an emergency for the transport of personnel and material to the surface; |
| | A service well that will consist of a main and auxiliary elevator system (cages) to increase the transport capacity in case of emergency; |
| | Refuge stations (permanent and mobile) that will be installed every 1,000 m and will be equipped with communication system, maps, water, food and first aid instructions and equipment to ensure shelter for a minimum 36 hours; |
| | Emergency power generation system (diesel) located near the shafts. |
The mine will have two independent access shafts equipped with vertical transport systems for people and equipment. In the underground it will be mandatory to wear appropriate personal protective equipment for the mine operating conditions. The atmosphere in underground potash mines is characterized by a dry and silica dust-free environment.
235
The mine atmosphere will be maintained under working conditions defined by the current legislation. Ventilation and cooling systems will be installed in the surface and underground and will be controlled and continuously monitored by a dedicated team.
Hydration points for the distribution of drinking water will be installed. A signaling system, indicating escape routes, will be adopted in the underground. In each operating shift there will be staff trained to operate in emergency situations.
Refuge rooms will be installed throughout the mine to be used in case of emergencies. The chambers are designed to ensure shelter and food for people for long periods of time. The main features of a refuge station are:
| | Safe design; |
| | Independent breathing air system; |
| | Purification by Carbon Dioxide (CO2) and carbon monoxide (CO); |
| | Resistant to 15 PSI explosive; |
| | View gates explosive-proofed; |
| | Internal and external gas monitoring; |
| | Fireproofed structure; |
| | Communication gates; |
| | Ergonomically designed seat; |
| | External toilet disposal system; |
| | First aid kit; |
| | Non-slippery floor; |
| | Fire extinguisher; |
| | Reflective signs; |
| | Food and water for long periods (minimum 100 hours of life support). |
For severe accidents, the removal of the victim(s) will be by speedboat or helicopter; the victim will be transported to a hospital in Manaus.
| 17.4.5.2 | Underground Mine Evacuation Plan |
The evacuation plan shown in Figure 133 is dependent on the ventilation and mine design layout. Standard NR 22 requires the existence of two underground escape routes that lead to the surface. In the layout provided, primary escape routes are shown in green and secondary escape routes are shown in pink.
Both routes are placed in the intakes, as personnel cannot safely travel through return airway passages as per ventilation requirements. The routes have been designed as a straight path with an arrow pointing to the direction of the shaft location. For those workers farthest North, the route is divided into either West or East escape and then South escape.
The routes shown are high-level and alternate routes or escape ways should be taken into consideration closer to the mine construction date. During operations these plans should be updated quarterly.
The number of personnel working underground and the distribution throughout the sections will be limited based on the allowable quantity in that section. It will also be limited by the amount of emergency equipment available.
A detailed evacuation plan should be prepared during the construction phase that will consider meeting points, escape
routes and a means of transport in the event of accidents at the processing plant.
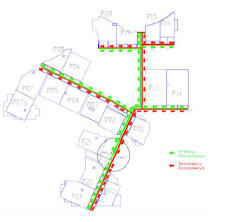
Figure 133 Underground evacuation plan
236
| 17.5 | Closure and Reclamation Plan |
| 17.5.1 | Introduction |
Mine closure is a process that seeks to rehabilitate areas that were affected by mining activities. Mine closure will include the following activities:
| | Implementation of social programs: the project closure has direct impacts on workers and the surrounding communities. In order to minimize these impacts programs will be implemented; |
| | Structures and equipment decommissioning: disassembly of equipment, facilities and infrastructure will be held, if they do not have other use for the community; |
| | Shaft closure: closure of all accesses to the underground mine; |
| | Landscape reshaping: earthworks and activities aimed to transform the landscape into its original shape; |
| | Reforestation: intentional restocking of existing forests and woodlands (native species) that have been depleted as well as organic soil recovery and |
| | Monitoring: activities to follow engineering, environmental and social-economic indicators to ensure the efficiency of the Projects closure actions. |
Planning for closure is an integral component of mining production and processing plant operation. Consultation with employees and stakeholders is a key component for the closure planning process. The closure plan is reviewed at least every five years and/or at key milestones during the Project life.
Based on exploration drilling to date and areas currently being permitted, the predicted life of the mine for the Project is 23 years, but the life of the Project will continue for an additional 20 years. During this time, the tailings resulting from the KCl processing will be naturally dissolved by the rain and injected to deep aquifers.
Components of the Project will be closed when they are no longer required. During the final closure phase, the remaining scope of work will cover only the facilities and disturbed land that were not closed during the life of the operation.
| 17.5.2 | Legal and Other Requirements |
| 17.5.2.1 | Brazil Legal Requirements |
The following Federal and State laws and decrees govern the closure requirements for the site:
| | Federal Law 6.938/81, which establishes the Terms of Reference for the development of the PRDA; |
| | Federal Decree 97.632/89 requires, from all mining projects, the presentation of the Plan for the Recuperation of Degraded Areas (PRDA); |
| | Federal Constitution of 1988, Chapter VI of the Environment Article 225, which states: §2nd It is mandatory, for those exploring the mineral resources, to make the recovery of the degraded environment, in accordance with the technical solution required by the competent public agency, according to the law; |
| | Federal Decree Nº 3.420/000: creates the National Forest Program, to purpose the sustainable use, conservation and recovery of forests and respective natural habitats; |
| | State Law N. 2.984/2005: amends, as per Policy of Prevention and Control of Pollution (Law Nº 1.532 of July 6, l982), the Improvement and Recuperation of the Environment and the Protection to the Natural Resources, and gives other provisions. |
The guidelines established by the National Department of Mineral Production (Departamento Nacional de Produção Mineral DNPM NR20), state that the closure plan should consider the following:
| | Disposal and containment systems; |
| | General condition of slopes; |
| | Water table behavior; and |
| | Water drainage. |
The Ministry of Mining and Energy must receive notification of the upcoming closure. Following the submittal of the notification, a mine closure claim must be presented, accompanied by the following supporting information:
| | Report on the work performed; |
| | Characterization of the remaining reserves; |
| | Demobilization plan for facilities and equipment; |
| | Topographic survey; |
237
| | Mine plan including the mined areas, restored areas and areas to be recovered, organic soil disposal areas, waste ore and tailings, disposal systems, access roads and other civil works; |
| | Planned monitoring program related to: |
| | Disposal and containment systems; |
| | Slopes; |
| | Water table behavior; |
| | Water drainage; |
| | Soil, air, and water resources pollution control plan; |
| | Measures to prevent access of strangers to the mine; |
| | Definition of environmental impacts; |
| | Capacity and intention of future use; |
| | Report on the occupational health of workers during the life of the mine; and |
| | Physical and financial schedule of proposed closure activities. |
| 17.5.3 | Project Closure Strategy |
A part of the site location is a secondary growth forest and requires intense work to bring back the fauna and flora after operation of the mine and processing plant is finished. Considering the timeline for closure is 23 years away, the procedure should be constantly reanalyzed during construction and operation to ensure best practices are employed. These assumptions are aligned with the IFC requirements, in particular, the Biodiversity Conservation and Sustainable Management of Living Natural Resources Performance Standard 6 and the ICMM Planning for Integrated Mine Closure.
As a guiding principle, the decommissioning activities should meet the requirements of physical chemical and biological stability, or be better than, to ensure that there are no restrictions for future use in the area. BPC will manage this process until the agreed closure objectives are met.
Extensive, ongoing consultation with the stakeholders will be undertaken to ensure that the plant closure will be implemented in partnership with the local communities and relevant Federal and State governments.
| 17.5.3.1 | Mine Site |
Mined-out areas will be sealed upon completion during the life of the mine. The district in the northeast part of the deposit will be sealed upon completion of underground mine panel P19. Any salvageable equipment will be removed from the main development entries and the shafts will be sealed.
The salvage value of equipment and infrastructure exposed to the potash mine environment will be minimal due to corrosion. Belt infrastructure could be removed for scrap metal but the manpower requirements make this activity futile. Electrical circuits will be disconnected and electrical equipment removed as required as recovery progresses towards the shaft.
The shaft equipment will be removed and all electrical circuits will be disconnected. Surface shaft equipment will also be removed from site.
Individual panels will be sealed upon conclusion of operations and districts will be sealed as areas are completed. The majority of the main development entries will remain open until the end of the life of mine. After the recovery has been completed, the shafts will be sealed preventing any access to the underground mine openings.
Warning signs will be posted as appropriate. Fences with locked accesses will surround the mining areas.
| 17.5.3.2 | KCl Processing Plants and Associated Infrastructure |
The processing plant buildings and infrastructure will be disassembled and removed from the plant site, prior to returning the site to conditions similar to the natural landscape. Restoring the landscape includes contouring the land to resemble the surrounding topography.
Internal roads and parking lots will be removed, re-contoured and rehabilitated.
Equipment from the processing plant will be reused at another location, sold for reuse or sold as scrap material.
The brine storage ponds will be backfilled with native soil and reforested.
The tailings pile residuals (after dissolution is complete) will be covered with an impermeable barrier, covered in soil and vegetated with natural vegetation.
The landfill will be covered with an impermeable barrier, covered in soil and vegetated with natural vegetation, so as to blend in with the surrounding environment.
238
The electrical substation will remain as an improvement to the local power supply for the surrounding communities. It will be transferred to the local power supplier to continue the service provision.
17.5.3.3 Port Facilities
All loading facilities, including the off-shore and land-based, will be removed and reused or elsewhere, sold for reuse or sold as scrap material. The improvements in the port facility will remain with ownership retained by the municipality.
17.5.3.4 Build Infrastructure, Concrete Foundation and Roads
All concrete to a depth of one meter below final ground level will be broken up and disposed of in an on-site waste disposal facility. The waste disposal facility will be sited and engineered to provide protection to the surface water and groundwater.
Material Storage
All chemical and hydrocarbon products required to facilitate site closure activities will remain temporarily on-site in secure and locked areas. Any remaining non-hazardous materials at the completion of the decommissioning phase will be transported to Manaus for treatment and disposal.
Structures and Equipment
Mine, processing plant and port structures will be assessed for their suitability for conversion to other uses, demolition or salvage. All remaining materials will be disposed off according to their characteristics and legal requirements.
Machinery and equipment, including mobile equipment, conveyors, pumps, processing and other equipment, will be decontaminated, cleaned and prepared for re-sale, if their condition warrants it.
| Piping |
|
Above-ground piping will be removed and placed in temporary storage, where it will be sorted for salvage or recycling and disposal in Manaus.
Demolition Waste
A demolition plan will be developed prior to closure to ensure that site infrastructure is demolished in a systematic manner and that mixing of waste material is avoided. Demolition material will be assessed for contamination prior to disposal. A testing protocol will be developed as part of the demolition plan to ensure that all material is tested using the appropriate methods.
Demolition waste will be recycled where possible, metals and plastics will be washed, cleaned and transported to Manaus. Wood, plastics, concrete, road material and other non-recyclable materials will be buried in an on-site waste disposal facility. Outlets for disposal of demolition waste will be investigated during the development of the closure plan.
Wash-Down Facilities
Facilities will be required for washing contaminated materials and equipment, where appropriate. Wash water from the wash-down facilities will be treated prior to disposal.
Re-contouring
All areas will be re-contoured after demolition to ensure the ground is suitable for future land uses. The ground will be re-contoured and covered with topsoil.
Rehabilitation
A rehabilitation management plan will be developed that is specific to the region and with ongoing consultation with stakeholders to determine final land use. Where appropriate, rehabilitation will incorporate native species indigenous to the area, with the intention that they become self-sustaining over a period of time. Additional information pertaining to social, community, employee, service providers and contractor measures will be included in the rehabilitation management plan.
17.5.3.5 Off-Site Road
The road between the processing plant site and port site, which is approximately 12 km, will remain as a local improvement to the region and neighboring properties. This will need to be discussed with the local government entities and other stakeholders.
17.5.3.6 Work Force
BPC will provide a replacement program for all employees for the region.
17.5.4 Closure and Post-Closure Impacts
Closure and post-closure activities that may cause impact include:
239
| | Removal of surface infrastructure (mine, processing plants and port); |
| | Closure of mine; |
| | Decommissioning roads, pipelines, water, power supply; |
| | Rehabilitation of disturbed areas; |
| | Final clean-up; |
| | Decontamination; |
| | Reclamation of salt storage facilities and brine ponds; |
| | Waste disposal facilities; and |
| | Port facility. |
The potential impacts associated with these activities are:
| | Dust and noise from infrastructure removal during closure; |
| | Pollution impacts from tailings storage; |
| | Pollution impacts from brine storage; |
| | Safety and stability of remaining infrastructure post closure; |
| | Impact to soil by removal of infrastructure compaction of soils, altered drainage, erosion; |
| | Ground subsidence; |
| | Sedimentation in stream/river due to erosion; and |
| | Loss of employment and contribution to local, regional and national economy. |
A residual risk analysis session will be held to evaluate the risk that will remain after the implementation of the actions provided in the closure plan. This analysis will identify areas that present greater risks after closure and will determine if the residual risk is consistent with the future intended use. The risk analysis summary document should be reviewed periodically during the closure plan review process.
17.5.5 Closure Principles and Objectives
Sustainable development principles are used as part of the decision making criteria for closure planning throughout the life of the Project.
17.5.5.1 Closure Objectives
The objective for closure of the Project is to ensure that the final post-closure landscape is safe, stable and sustainable (economically, socially, chemically, physically and ecologically) for the long term. These objectives include:
| | Protect the environment and public health and safety over the long term; |
| | Conduct the development and operation of the mine such that progressive rehabilitation can be executed to minimize post-operational closure activities and related costs; |
| | Return the mine, processing plant and port sites to conditions suitable for final land use; |
| | Remove all unwanted infrastructure and stabilize all engineered structures in consultation with stakeholders; |
| | Achieve chemical and physical stability, resulting in a reduction or elimination of long term environmental impacts; |
| | Ensure that the rehabilitated landforms are safe, with minimal risk to the public, native flora, fauna and livestock; |
| | Minimize the long-term requirements for active site care and maintenance during the post-closure period; |
| | Establish landforms that are stable, conform to the surrounding landscape and support self-sustaining local vegetation and faunal communities that are consistent with those prior to the Project; |
| | Return the sites to an environmental condition that has minimal off-site impacts by ensuring that potential contaminant sources are removed, contaminated sites are remediated and erosion, sedimentation and the degradation of the surface water and groundwater are controlled; |
| | Rehabilitate using technically effective and proven engineering practices, cost efficient methods and ecologically suitable practices that are discussed and agreed upon by the relevant regulatory authorities; |
| | Ensure that communication with employees is transparent regarding the project closure activities; |
240
| | Prepare and implement a stakeholder closure communication plan that is updated through construction and operation; |
| | Ensure stakeholder viewpoints are included in the closure options for the Project; and |
| | Involve stakeholders in assessing closure and post-closure community and social impacts. |
17.5.6 Closure Management Plan
The Closure Management Plan is prepared prior to construction and is updated every five years during the operating life of the Project. A detailed decommissioning plan is prepared, based on the closure plan, at least five years prior to closure. The provision for financing of the decommissioning is included in the plan and is reviewed periodically by BPC.
17.5.6.1 Planning Resources for Closure
Planning for the staffing of human resources personnel for the execution of the closure plan is required well in advance of project closure.
The key drivers for the BPC Closure Management Plan include:
| | Project closure issues identify what the potential impacts of closure are, and through the closure planning process, identify closure options and a strategy to work through the issues; |
| | Compliance with federal regulatory requirements; and |
| | Compliance with state regulatory requirements and a closure estimate of ±20%. |
17.5.6.2 Methodology
The Closure Management Plan was developed by a multi-disciplinary team. The following areas were represented:
| | Mine, process and infrastructure engineering; |
| | Technical; |
| | Environmental, social and community; and |
| | Cost estimating. |
Review, input and commitment was made by project senior management.
17.5.6.3 Scope of Closure Management Plan
The scope of the Closure Management Plan covers the following areas:
| | Mine site within mine lease boundaries; |
| | Processing plant site; |
| | Port terminal, including marine infrastructure; |
| | Tailings management area (TMA); and |
| | Employees. |
It was assumed the road and transmission line will be donated to the local community, as it can be used to public benefits.
It is assumed that decommissioning and remediation activities for all facilities will occur over 20 years with 54 years of environmental monitoring before divestment.
17.5.6.4 Technical Studies
Studies required to support the closure objectives include:
| | Mine site rehabilitation trials. Analysis of ongoing mine site rehabilitation results in direct progressive mine site rehabilitation work; |
| | Topographic survey of the mine surface is limited to provide a baseline for subsidence monitoring; and |
| | Study of residual brine disposal options following removal of tailings from tailings management facility. |
17.5.6.5 Ongoing Development of the Closure Management Plan
The Closure Strategy and Management Plan will evolve through the life of the Project. The closure strategy, its assumptions and inputs must be regularly reviewed to assess whether there is a significant planned or unplanned
241
change to the operation. Significant changes in the closure strategy must be reflected in the Closure Management Plan and closure cost estimate. The Closure Management Plan is fully updated at least every five years and submitted to the relevant authorities, where appropriate. This systematic update identifies the adequacy, performance, areas of risk, and opportunity of the Closure Management Plan.
The updating process includes the integration of newly obtained monitoring data to present a more accurate reflection of actual versus projected conditions during the operational life of the Project. It also allows for the incorporation of any technological advances in these areas, given the ongoing dynamic research in rehabilitation methods and technologies.
A formal opportunity will be provided for the local community members to provide further input regarding the final use for the project lands. This ensures that changes in the local community composition and their value systems are reflected over the life of the mine and are also provided during the updating process.
The closure cost estimates are also revised to ensure that the assumptions for costing are still applicable. The closure cost estimate, as reported in the financial statements, is updated annually during the Projects lifetime to reflect known developments, including changes from the review of the closure strategy assumptions and inputs, scope changes, the effect of a further years inflation, exchange rate differentials new regulatory requirements and any other material developments.
A detailed decommissioning plan and cost estimate is prepared five years prior to the estimated date of end of production. The decommissioning plan contains specific details of how closure is achieved and is linked to the Closure Management Plan. The resulting plan is submitted to the appropriate regulatory government agencies and presented to the local communities for their review and consultation prior to implementation.
| 17.5.6.6 Closure | Monitoring |
Closure monitoring will be conducted to confirm the effectiveness of the reclamation/rehabilitation activities. The intent of the physical and chemical monitoring program is to demonstrate stable or improving conditions over time, both during closure and post-closure. Closure monitoring is tailored to specific project facilities. Social and community monitoring is undertaken to determine the effectiveness of the consultation process and specific closure measures.
The environmental and social monitoring program for closure and post closure is based on the monitoring program for operations, with appropriate refinements as required to address closure monitoring, including:
| | Ensure closure activities proceed as designed, and environmental data is current; |
| | Determine the effectiveness of the proposed reclamation measures carried out as part of closure; |
| | Identify unacceptable impacts to enable the implementation of supplementary mitigation and/or contingency measures in a timely manner; |
| | Ensure compliance with applicable health, safety and environmental legislation, policies and guidelines; |
| | Ensure accountability through a system of routine reporting from facility managers to BPC management with summary reports being sent to appropriate government agencies, as required; |
| | Investigate environmental incidents and identify follow-up requirements; |
| | Document and respond to community or governmental agency concerns; and |
| | Determine closure schedule from transition to post-closure care. |
Environmental monitoring consists of physical, chemical, biological monitoring with finalization of the monitoring plan during subsequent stages of Project planning.
| 17.5.7 Closure | Costs |
Preliminary closure costing for the Project was carried out using the local parameters of costs model, which provides a systematic methodology for mine closure cost estimates.
| 17.6 | Opinion of Qualified Person (QP) |
L&M has reviewed this Chapter 17 to assess BPCs environmental studies, permitting and plans, and its negotiations or agreements with local individuals or groups, and L&M is of the opinion that BPCs current plans to address any issues related to environmental compliance, permitting, and local individuals or groups are adequate and sufficient for the Projects current stage of development.
242
| 18 | Capital and Operating Costs |
This chapter provides information about the capital and operational expenditures.
| 18.1 | Basis of iCAPEX and sCAPEX Update |
Updates of iCAPEX, sCAPEX and OPEX were provided, with the main components established based on the methodologies detailed in this chapter. Justifications were provided for the updated 2022 cost estimates, including any contingency budget estimates, with the accuracy level required for iCAPEX and OPEX estimates at the level of this study.
The iCAPEX and OPEX estimates were prepared by professionals with extensive experience in estimating costs, and fully qualified in similar projects where the risks associated with the specific methods of engineering estimation were considered. As part of this analysis, the costs estimates accounted for the accuracy of estimation methods in previous similar environments. The accuracy of iCAPEX and OPEX estimates must comply with § 229.1302 (Item 1302 of Regulation S-K). iCAPEX and OPEX estimates in a feasibility study should at least have an accuracy level of approximately ±25% and a contingency range of not more than 10%, as provided for in the current rule, as highlighted in Table 104.
Table 104 Cost estimate classification
|
Engineering Definition
|
Methodology | Expected Accuracy Range | ||
| 10% 40% | Semi-detailed unit costs with assembly level line items
|
Accuracy level should be approximately ±25% with a contingency range of not more than 10%.
|
All costs are at 2022 United States dollars (USD). Where the estimated original currency is different from USD, the following exchange rates are assumed. For this study, we adopted the future projection of the official exchange rate of the Central Bank of Brazil (BACEN) through the FOCUS report of July 8, 2022, with an exchange rate forecast until 2025.
1 USD = 1.2917 CAD
0.9608 EUR
16.4205 ZRA
5.2500 REAL
0.8301 GBP.
No allowances are made for hedging of foreign currency variability between estimate date and the settlement of the order.
The estimate is broken down, based on the work breakdown structure (WBS) presented in Table 105.
Table 105 Project work breakdown structure
| Area | Area Name
|
Sub-Area
|
Sub-Area Name | |||
| 10 | Mining | 1000 | Underground mine | |||
| 1100 | Shafts | |||||
| 20 | Site general | 2000 | Site General | |||
| 2200 | Parking and fencing | |||||
| 2300 | Site roads | |||||
| 2400 | Surface drainage & ponds | |||||
| 30 | Process plant and equipment | 3000 | Process plant General | |||
| 3100 | Raw ore handling and primary crushing | |||||
| 3200 | Wet process | |||||
| 3300 | Dry process | |||||
| 3400 | Product handling and storage |
|||||
| 3500 | Tailings processing | |||||
| 3600 | Reagents | |||||
| 3700 | Process control system (PCS) | |||||
243
| Area | Area Name
|
Sub-Area
|
Sub-Area Name | |||
| 3900 | Process building | |||||
| 40 | Tailings management | 4000 | Tailings management | |||
| 4300 | Brine distribution | |||||
| 4400 | Brine reclaim and injection preparation | |||||
| 50 | Utilities | 5000 | Utilities General | |||
| 5100 | Electrical services | |||||
| 5200 | Water services | |||||
| 5300 | Sanitary and waste services | |||||
| 5400 | Fuel services | |||||
| 5500 | Compressed air services | |||||
| 5700 | Storm water drainage | |||||
| 5800 | Process piping systems (external to buildings) | |||||
| 5900 | Communications | |||||
| 60 | Ancillary services facilities and equipment | 6000 | Ancillary services General | |||
| 6100 | Ancillary services facilities and equipment | |||||
| 70 | Off-site facilities | 7000 | Off-site facilities General | |||
| 7100 | Off-site roads/bridges | |||||
| 7200 | Port (infrastructure and equipment) | |||||
| 7210 | Port-marine | |||||
| 7265 | Conveyors | |||||
| 7270 | Floating dock | |||||
| 7275 | Ship loaders | |||||
| 7300 | Off-site water supply | |||||
| 7400 | Off-site natural gas | |||||
| 7500 | Off-site electrical | |||||
| 7600 | Port ancillary services facilities and equipment | |||||
| 80 | Indirects | 8000 | Indirects General | |||
| 90 | Owners costs | 9000 | Owners costs General | |||
The iCAPEX estimate includes all direct and indirect costs, local taxes and duties and appropriate contingencies for the facilities required to bring the Project into production, as defined by a feasibility level engineering study.
The estimate is based on an Engineering Procurement and Construction Management (EPCM) implementation approach, which is based on the project contracting strategy outlined in Chapter 21.
The total estimated iCAPEX for the project is USD 2,491.0 million (after tax) as shown in Table 106 Project iCAPEX Summary.
Table 106 Project iCAPEX summary
| Area
|
Sub-Area
|
Total Costs (Million USD)
|
||
| Mining | Underground Mine | 268.0 | ||
| Shafts | 433.4 | |||
|
Process plant and equipment |
Site General |
68.3 | ||
|
Process Plant |
608.7 | |||
|
Tailings Management |
72.1 | |||
244
| Area
|
Sub-Area
|
Total Costs (Million USD)
|
||
| Utilities |
69.9 | |||
| Ancillary Services |
28.3 | |||
|
Off-Site Facilities |
221.7 | |||
|
Direct costs |
1,770.5 | |||
|
Indirect costs |
135.2 | |||
|
Owners costs |
165.8 | |||
|
Contingency |
200.2 | |||
|
TOTAL COSTS (pre-tax) |
2,271.7 | |||
|
Taxes, duties, fees |
219.3 | |||
|
TOTAL COSTS (after-tax) |
2,491.0 | |||
The total estimated sCAPEX cost of the overall Project is USD 567.3 million (after tax) as shown in Table 107 Project sCAPEX Summary.
Table 107 Project sCAPEX Summary
| Area Name
|
Total Costs (Million USD)
|
|
| Mine development | 212.2 | |
| Mine mobile equipment | 22.8 | |
| Backfill | 47.5 | |
| Second tailings site | 99.1 | |
| Direct costs | 382.1 | |
| Closure costs_Mine | 6.8 | |
| Closure costs_Plant and Infrastructure | 61.1 | |
| Closure costs_Tailings pile_Operation costs | 57.0 | |
| Closure costs_Tailings pile_Monitoring costs | 7.8 | |
| Indirect costs | 132.8 | |
| Taxes, duties, fees | 52.3 | |
| TOTAL COSTS | 567.3 | |
| 18.1.1 | Key Feasibility Study Documents |
A 3D model was developed for the processing plant; material take-offs used for piping, steel and mechanical equipment and bulks were generated from the 3D model. The mine and shaft material take-offs are based on general arrangement drawings. Table 108 defines the level of development of key feasibility study documents that are used to as the basis for the estimate.
Table 108 Key documents level of development
|
Document
|
Level of Development
|
|
|
Site-based investigations |
||
|
Geographical location |
Defined |
|
|
Topographical survey |
Completed |
|
|
Geotechnical survey |
Preliminary |
|
|
Hydrological survey |
Preliminary |
|
|
Power survey |
Preliminary |
|
|
Project team site visit |
Completed |
|
245
|
Document
|
Level of Development
|
|
|
Process design |
||
|
Bench-scale test work |
Completed |
|
|
Pilot plant test work |
Not Required |
|
|
PFDs |
Issued for design |
|
|
P&IDs |
Issued for design |
|
|
Equipment list |
Issued for design |
|
|
Mass balance |
Issued for design |
|
|
Equipment datasheets |
Issued for most equipment |
|
|
Line list |
Preliminary |
|
|
Facilities design |
||
|
Site plan |
Issued for design |
|
|
Overall plant layout |
Issued for design |
|
|
Mechanical GAs |
Issued for design |
|
|
Piping GAs |
Modelled (6 and above) |
|
|
Electrical SLDs |
Issued for design |
|
|
Tailings facility design |
Preliminary |
|
|
iCAPEX Cost Estimate |
||
|
Civil works |
Material take-offs |
|
|
Structural steel |
Material take-offs |
|
|
Piping |
Material take-offs |
|
|
Electrical |
Material take-offs |
|
|
Control and instrumentation |
Material take-offs |
|
|
Buildings |
Material take-offs |
|
| 18.1.2 | Procurement |
Budgetary prices were obtained for most packages, as shown in Table 109, with the balance estimated in-house from recent similar projects or by indexing prices obtained from vendor quotes in the 2016 feasibility study.
For the updated iCAPEX estimate, a cost structure methodology was used to distinguish all price sources and information for estimate formation, such as: Budgetary, In-House and Budgetary 2016+Indexation. The methodology also considered the origin of prices, selected suppliers from multiple bid packages, areas and sub-areas according to WBS, formation of supply packages, taxes in Brazil, and other factors.
For In-House prices, i.e. items without a commercial proposal in 2022, the working group specializing in cost estimation used the most appropriate criteria for updating In House prices. The group initially used an engineering database that indexes prices to 2022 for each discipline category offered according to a monthly publication of the Fundação Getúlio Vargas (FGV) (FGV IBRE, July 2022, /20/). FGV is a highly respectable private institute in Brazil, responsible for sector economic market indices. To account for foreign currency changes, prices were updated by the accumulated currency inflation to 2022 based on the origin of the equipment or material supplied (e.g.: USD and CAD). Finally, the current version of the supplier market price database for each discipline was used for similar items in other mining projects in Brazil.
To achieve the necessary results of the In-House price update, it was necessary to select the iCAPEX items for which a commercial proposal was not received, and group them by discipline category, as seen in the following examples. Subsequently, the prices were then factored, to incorporate figures from the engineering database, FGV economic indices, currency inflation in international supplies or the current view of the Brazilian supplier market for each discipline:
| | For the electrical equipment, with a total value of USD 1,018,877, the economic index factor of 65.0% was applied, based on the current view for the Brazilian market; |
246
| | For the mechanical equipment, with a total value of USD 39,461,404, the prices were indexed based on the monthly publication by FGV, of which the Industrial Metallurgical category was selected and a factor of 113.2% was applied; |
| | For the structure steel and platework, with a total of USD 69,206,574, the prices were indexed based on the monthly publication reflecting economic market indices published by FGV of which the Basic Metallurgy category was selected and a factor of 105.5% was applied; |
| | For piping, with a total of USD 15,346,984, the prices were indexed according to FGVs monthly publication of the metallurgy sector of which a factor of 124.2% was applied; |
| | For In-House prices, exclusively on the basis of the original currencies (USD, CAD, etc.), their values were duly updated based on the application of accumulated currency inflation until 2022. For the supplied In-House with the USD currency value of $93,000.251, inflation of 25.1% was applied and for the supply in CAD with value of $12,760,386, inflation of 21.8% was applied. |
For In House prices, the economic indexes of inflation in Brazil were applied to update to 2022, in each type of supply, according to the table of factors shown in Table 116 and Table 117.
18.1.3 Estimate of Inflationary Costs in the Supplies Originating from Other Countries
For the original prices obtained with another exchange rate (USD, CAD, RSA, GBP and EUR), the inflation indices accumulated until 2022 were used for each currency and country of origin and applied to the internal and budget/inflation items, as shown in the blue fraction in the pie chart below.
For Budgetary prices, all commercial proposals sent by suppliers located in Brazil or abroad were adopted, with the prices updated and quoted for 2022.
For prices marked as Budgetary16+Indexation, without obtaining updated 2022 prices, previous commercial proposals, were considered with application of price indexes for each category of supply, obeying the same criterion according to the monthly publication made by the Fundação Getúlio Vargas / Instituto Brasileiro de Economia (FGV IBRE, July 2022, /20/) a private institute highly reputed in Brazil, responsible for the sector-economic market indices. Prices originally quoted in foreign currencies were updated by the accumulated currency inflation until 2022 (example: USD and CAD), and finally, the current outlook of the supplier market was applied for similar items in other mining projects in Brazil.
Table 109 Equipment/material/services pricing basis
|
Package No |
Description |
Source of Costs | ||
|
Mine and Plant |
||||
| CC005 | Civil works buildings | In-House | ||
| CC007 | Civil works services | Budgetary | ||
| CC008 | Electro-mechanical assembly | Budgetary | ||
| CS013 | Structural steel supply | Budgetary | ||
| CS017 | Storage buildings | Budgetary | ||
| ES001 | MV cable | Budgetary | ||
| ES002 | LV cable | In-House | ||
| ES003 | Cable tray | Budgetary | ||
| ES006 | E House prefabricated electrical rooms | In-House | ||
| ES015 | Primary overhead power line (inside plant) | Budgetary | ||
| ES016 | Electrical main substation | Budgetary | ||
| IS001 | Process control system | In-House | ||
| MS001 | KCl product fluid rotary dryer | Budgetary | ||
| MS002 | Granular product fluid bed dryer/cooler | Budgetary16+Indexation | ||
| MS004 | Raw ore crusher | Budgetary | ||
| MS005 | Slimes thickener | Budgetary | ||
| MS006 | Tailing belt filter | Budgetary16+Indexation | ||
| MS007 | Drag conveyors | Budgetary16+Indexation | ||
247
|
Package No |
Description |
Source of Costs | ||||
|
MS008 |
Bucket elevators | Budgetary16+Indexation | ||||
| MS009 | Vibrating screens | Budgetary | ||||
| MS010A | Belt conveyors (inside plant) | Budgetary16+Indexation | ||||
| MS010B | Belt conveyors (outside plant) | Budgetary | ||||
| MS011 | Leaching tanks | Budgetary | ||||
| MS012 | Slurry pumps | Budgetary | ||||
| MS013 | Mill crushers | Budgetary | ||||
| MS015 | Crystallizers | In-House | ||||
| MS016 | Agitators | Budgetary | ||||
| MS019 | Plate work | In-House | ||||
| MS021 | Mixing condenser (part of package MS015) | Budgetary16+Indexation | ||||
| MS022 | Centrifugal water pumps | Budgetary | ||||
| MS024 | Crystallizer pumps (part of package MS015) | In-House | ||||
| MS025 | Flake breakers | Budgetary | ||||
| MS026 | Metal extractor | In-House | ||||
| MS027 | Compactors | Budgetary | ||||
| MS028 | Centrifuges (part of package MS015) | In-House | ||||
| MS030 | Dust control for granular conditioning | In-House | ||||
| MS039 | Flocculent system | Budgetary | ||||
| MS042 | Underground mining equipment | Budgetary | ||||
| MS043 | U/G conveyor system | Budgetary | ||||
| MS044 | Ventilation equipment underground | Budgetary | ||||
| MS046 | Compressors | In-House | ||||
| MS048 | Heat exchangers | In-House | ||||
| MS051 | Sewage treatment | In-House | ||||
| MS052 | Water treatment | In-House | ||||
| MS053 | Waste water treatment | In-House | ||||
| MS054 | Cooling system (Tower) | Budgetary | ||||
| MS056 | Screw conveyors | Budgetary16+Indexation | ||||
| MS057 | Reclaimer | Budgetary16+Indexation | ||||
| MS058 | Dust and emission control system | In-House | ||||
| MS060 | Diesel oil pumps | Budgetary | ||||
| MS061 | DSM screens | In-House | ||||
| MS062 | Cyclone cluster | In-House | ||||
| MS063 | System for truck loading silos | In-House | ||||
| MS064 | Marine off-shore structures (pier) | In-House | ||||
| PS001 | Piping materials (pipes SS & CS, valves) | In-House | ||||
| Mine and Ventilation Shafts |
|
|||||
| CIE-001 | Early shaft site access (civil works) | In-House | ||||
| EL-001 | E&I installation contractor | In-House | ||||
| EL-002 | Earthing contractor | In-House | ||||
248
|
Package No
|
Description
|
Source of Costs
|
||
| EL-003 | LV switch gear contractor | In-House | ||
| EL-003 | PLC panel manufacturer | In-House | ||
| EL-004 | Generator power plant contractor | Budgetary | ||
| EL-005 | MV switch gear contractor | In-House | ||
| EL-006 | Transformer contractor | In-House | ||
| GT-001 | Grouting contractor | In-House | ||
| IC-001 | Geotech monitoring | In-House | ||
| ME-001 | Crane supplier | In-House | ||
| ME-002 | Sheave wheels | In-House | ||
| ME-003 | Vibrating feeders | In-House | ||
| ME-004 | Hydraulics | In-House | ||
| ME-005 | Pumps | In-House | ||
| ME-006 | Water filtration plants | In-House | ||
| ME-007 | Conveyor equipment | In-House | ||
| ME-008 | Winders (Hoists) | In-House | ||
| PI-001 | Piping supply | In-House | ||
| SHS-001 | Shaft sinking contractor | In-House | ||
Figure 134 shows the percentage of firm, budget and in-house estimates obtained for equipment, materials and services.
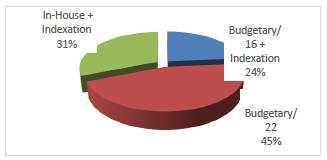
Figure 134 Equipment/material/services pricing basis
18.1.4 Design Allowances
Allowances are added to the estimate for design development (growth), cut, waste, over pour, procurement, rework, etc. These allowances are added to the estimate for nominal, anticipated design development (not changes in scope) that occurs through the normal evolution of engineering (from initial design diagrams, layouts and specifications to approved for construction drawings). Examples include changes to length, size or routing of pipe, nozzle locations, clips, etc.
Note that the allowances are not intended to cover scope changes, scope and estimating omissions, quality of bids and budget pricing, market forces, etc. (such risks are covered under Contingency). Required allowances are added to every line item of the estimate and a summary of the overall allowances are presented in Table 110.
Table 110 Design development allowances
|
Disciplines
|
Allowances
|
|
| Civil works | 5% | |
| Concrete | 5% | |
| Structural steel | 6% | |
| Buildings/facilities | 5% | |
249
|
Disciplines
|
Allowances
|
|
|
Mechanical |
7% |
|
|
Piping |
5% |
|
|
Electrical |
7% |
|
|
Instrumentation |
8% |
|
18.1.5 Direct Field Labor Costs
The prefabrication and installation labor hours and rates are based on budgetary data obtained from local contractors.
All direct field labor rates include base rate, burdens, overhead, profit, etc. They also include contractors indirect costs, such as mobilization/demobilization, site administration temporary facilities, tools, equipment and any other requirement to fulfil their contractual obligations. Table 111 presents a summary of the field labor rates used in this estimate:
Table 111 Direct field labor crew rates
|
Crew
|
Crew Rate (BRL/h)
|
Crew Rate (USD/h)
|
||
| Civil works | 136.5 | 26.0 | ||
| Concrete | 98.9 | 18.8 | ||
| Structural steel | 253.2 | 48.2 | ||
| Buildings/facilities | 253.2 | 48.2 | ||
| Mechanical | 260.8 | 49.7 | ||
| Piping | 358.4 | 68.3 | ||
| Electrical | 266.6 | 50.8 | ||
| Instrumentation | 308.1 | 58.7 | ||
18.1.6 Contractors Distributables
As noted above, contractors distributables are included in their respective crew rates. These rates cover construction equipment and expenses to support and deploy installation labor. Cost components covered by these rates include:
| | Mobilization and demobilization; |
| | Construction facilities (trailers, temporary buildings, temporary utilities, general purpose scaffolding, cribbing, etc.); |
| | Construction equipment, tools and supplies (including maintenance, fuels and lubricants, consumables and safety supplies); |
| | Material transportation from warehouse to job site; |
| | Construction supervision support and final clean-up, craft training and testing, on-site services (e.g. cleaning), surveying and pre-operational testing support; |
| | Manual indirects; |
| | Home office costs; and |
| | Contractors fees, overhead, profits. |
18.1.7 Labor Productivity
The direct field labor hours are primarily based on information received from local suppliers. Where such information was not available, the labor hours were estimated based on base case values multiplied by the expected productivity rates onsite.
Productivity adjustments are required when the work will be performed under conditions different from those assumed in the data base. Labor productivity of an area is directly proportional to the following conditions:
| | Experience: whether or not the contractors are experienced in building similar projects; |
250
| | Economy: local market conditions (and the economy in general) may impact the availability of qualified work force; |
| | Project type: labor inefficiencies may arise as a result of specific project conditions such as access to the work site, work in an operating unit requiring a hot work permit, an unusually congested work site, etc.; |
| | Work week: overtime has been shown to lower both work output and efficiency as a result of physical fatigue and poor mental attitudes; |
| | Construction type: an adjustment should be made for inefficiencies and additional staffing due to stricter discipline jurisdiction; |
| | Climatic condition: inclement weather conditions reduce efficiency; |
| | Location factor: using the US Gulf Coast as a basis, adjustments may be required to account for the quality of skilled craftsmen in the local area; and |
| | Density: the number of workers on the project site and schedule restraints may result in inefficiencies. |
The productivity factors presented in Table 112 are used in this estimate.
Table 112 Productivity factors
|
Crew
|
Productivity Factor
|
|
|
Civil works |
2.17 | |
|
Concrete |
2.12 | |
|
Structural steel |
2.22 | |
|
Buildings/facilities |
2.18 | |
|
Mechanical |
2.37 | |
|
Piping |
2.52 | |
|
Electrical |
2.30 | |
|
Instrumentation |
2.31 | |
Table 113 presents a summary of the labor hours used for major commodities and equipment:
Table 113 Direct Field labor rates for major commodities/equipment
|
Commodity
|
Unit of Measure (UOM)
|
Labor Hours (h/UOM)
|
||
|
Steel: light |
tonne | 90 | ||
|
Steel: medium |
tonne | 78 | ||
|
Steel: heavy |
tonne | 67 | ||
|
Air compressors |
tonne | 100 | ||
|
Pumps |
tonne | 80 | ||
|
Silos/bins |
tonne | 120 | ||
|
Tanks |
tonne | 140 | ||
|
Belt conveyors |
tonne | 75 | ||
|
Hoist |
tonne | 60 | ||
|
Water/sewage treatment system |
tonne | 130 | ||
|
Portal frame reclaimer |
tonne | 50 | ||
|
Galvanized tray, 8 |
m | 2 | ||
|
Galvanized tray, 16 |
m | 3 | ||
|
Galvanized tray, 24 |
m | 4 | ||
|
Cut and fill |
m3 | 0.2 | ||
|
Precast concrete piles (4 m x 4 m x15 m) |
each | 62 | ||
251
18.1.8 Freight Costs
International freight costs (plus insurance) were requested from all suppliers as delivered duty paid (DDP) to the Port of Manaus. Where freight costs were not available, they are calculated at 10% of the equipment/materials costs. The domestic freight portion of the international items (between Manaus and the Project site) is estimated at 2% of the equipment/materials costs. International shipping insurance is estimated at 0.3% of the equipment/materials costs.
The domestic freight costs (between the state of origin and the Project site) for those items that are supplied within Brazil are estimated at 8% of the equipment/materials costs.
18.1.9 Customs Duties, Taxes
The applicable local taxes, customs duties and fees for all equipment, materials and services are calculated by a Brazilian third-party tax specialist (L&M ADVISORY), hired by Potássio do Brazil and added to the estimate.
| 18.1.10 Project | Indirect Costs |
| 18.1.10.1 EPCM | Services Costs |
The Engineering, Procurement and Construction Management (EPCM) services are estimated and are based on the deliverables necessary to complete the Project. The EPCM costs are factored based on the total direct costs (excluding taxes and escalation) and include the provision of the following services:
| | Project management; |
| | Discipline engineering; |
| | Administration; |
| | Document control; |
| | Cost control and estimating; |
| | Planning and scheduling; |
| | Procurement and logistics; |
| | Inspection and expediting; |
| | Field engineering; |
| | Construction management; |
| | Commissioning support; |
| | Business travel and accommodation; and |
| | Other EPCM employee costs, such as training/mobilization/demobilization, etc. |
For this context, a budget of USD 105.3 million is foreseen.
Table 114 presents a summary of the EPCM costs per area:
Table 114 EPCM % per project area
|
Plant Area |
EPCM Costs (% of direct costs)
|
|
|
Mining |
3.0% | |
|
Shafts |
8.5% | |
|
Processing plant |
8.5% | |
|
Infrastructure |
8.5% | |
| 18.1.10.2 Spare | Parts |
Commissioning, initialization, and two years of spare parts are accounted for in the direct costs. This cost in iCAPEX totals USD 40 million (excluding taxes and freight) and was also used as a reference the percentage in the following table:
Table 115 Spares (Comm, Startup, 2yr)
|
SPARES (Comm, Startup, 2yr)
|
(%)
|
|
|
Infrastructure, shafts and processing plant |
0.5% | |
252
| 18.1.10.3 Vendor | Representatives on Site |
Vendor representatives will be required to supervise installation and startup of certain equipment. These costs are factored at 1.0% of the total direct costs (excluding taxes and freight).
| 18.1.10.4 Pre-Commissioning and Commissioning Handover |
|
Provision has been made in the EPCM estimate for pre-operational testing and pre-commissioning punch lists to mechanical completion. This includes construction crews, a commissioning manager, field commissioning engineers, field planners and post-handover personnel. Provision has also been included for commission and start-up assistance.
It is assumed that formal commissioning, start-up and handover, including planning, procedures, training and execution, will be borne by the Owner included in Owners costs.
| 18.1.10.5 Closure | Costs |
The closure costs are calculated in detail for the closure of the mine, tailings pile and the processing plant and are included in the sCAPEX costs.
The system adopted for closure costs was carried out for the maintenance and closure of the mine/plant/tailings pile, based on a 23 year mine/processing plant operation.
The costs for closure of the mine and the processing plant are contemplated at the end of the life of the mine, while the costs for closure of the tailings pile are divided into three main categories:
| | Brine injection operation costs after mine and plant closure; |
| | Environmental monitoring of tailings piles after mine and plant closure |
and
| | Decommissioning of tailings pile. |
The costs considered from the year 25 to 28, refer to the closing costs of the mine and plant.
The costs for monitoring and operation of the tailings pile were considered between year 25 to 37.
Tailings pile closure costs were distributed in the three years following battery monitoring (year 37 to 39).
| 18.1.11 Owner | Costs |
The following costs items have been provided by the owner:
| | Owners team: This is the client team, responsible for execution of the project and includes the project management, operational readiness, commissioning, and the performance testing teams. It excludes the mine/processing plant operations team, which will be accounted for under operating costs; |
| | Communication: All communication activities including internal and external disclosure, institutional material, training, internal communication vehicles, press, audiovisual records, etc.; |
| | Health and safety (including security): All services required for the deployment and operation of the Project, including risk control, accident prevention, continuous improvement, loss prevention and security; |
| | Administration: Funds allocated to corporate areas that are borne by the Project; |
| | Insurance (excluding freight): Insurance costs for engineering and construction activities and civil liability; |
| | Pre-operational expenses: The operating expenses until the end of the commissioning and performance testing periods, including the pre-operations team, first fills, power, fuel, water, etc.; |
| | Environmental: All costs associated with environmental studies, assessment, compensatory measures and remediation of environmental liabilities; |
| | Community: Costs associated with community engagement activities such as social impact management, social investment, social dialogue, etc.; |
| | Sustainability. All services related to sustainability that are not included in the environment, community relations or communication; in particular, investments for carrying out voluntary actions. |
At the direction of PdB, no land acquisition costs are assumed; they are considered as sunk costs and excluded from the estimate.
PdB also provided the following turn-key costs that are included as part of the processing plant and infrastructure direct costs, based on estimates obtained by Figener Consultoria (FIGENER and PdB, 2022, /21/), who is a Brazilian engineering firm specializing in energy infrastructure:
| | Electrical SE at Silves (Amazonas States); |
| | Power Transmission Line between Silves SE and the Project site; |
253
| | Steam generation plant. |
18.1.12 Contingency Estimate
The contingency factor for the iCAPEX was determined at 9.1% of total direct costs (including taxes). No contingency is assumed for sCAPEX.
18.1.12.1 Estimated Brazil Cost Inflation Indexes Composition to Obtain iCAPEXs Inflation Factors
In the second half of 2022, the costs of the iCAPEX of the Autazes Potash Project were updated, based on:
| | Exchange used of 5.25 BRL/USD; |
| | Updated review of the main quotations of equipment and materials; |
| | Base rate inflation updated using the local indexes Fundação Getúlio Vargas / Instituto Brasileiro de Economia (FGV IBRE, July 2022, /20/), including all the inputs of iCAPEX and SCAPEX (equipment, materials, services). The costs are all referred to the second half of 2022; |
| | Fuel update based on an actual quotation; |
| | General taxation revision and update to July 2022. |
The details of the applied methodology are described in Section 18.1.2 (previous).
The indexes applied in this estimate were obtained by studying the behavior of inflation related to each part of the cost, per discipline, as well as the view of the supplier market, as shown in Table 116 below, for Brazilian costs.
The work of updating iCAPEX for 2022, took into account that 31% of the budget, is in the In House category. That is, it does not have proposals from the supplier market, and estimates were drawn from the database. For these In House estimates, economic indexes of inflation in Brazil were applied to update to 2022 prices, in each type of supply, according to the table of factors (Table 116).
The rates of economic inflation in Brazil in the period and until 2022 were obtained through information published by a highly qualified independent organization in Brazil, which is the Fundação Getúlio Vargas / Instituto Brasileiro de Economia (FGV IBRE, July 2022, /20/). This private organization publishes monthly market indices that are references for the updated prices of each supply category, and at the same time, prices also use the current outlook of the supplier market, where the reality prevails over the general indexes.
Table 116 Discipline indexing label
|
Indexation Label |
Total USD (FOB W/O TAXES 2022) (BRL/USD = 5.25) |
Quotation % 22/ 16 |
In-House % 22/ 16 |
Total % 22/ 16 |
OBS | |||||||||
| Quotation (Budget) |
In-House | Total | ||||||||||||
| Architectural | 1,033,353 | 3,836,385 | 4,869,738 | 2.2% | 2.2% | 2.2% | Applied indexation / Maintained the original quotation |
|||||||
| Civil works | 8,073,640 | 206,685,231 | 214,758,871 | -33.2% | 4.4% | 2.2% | Applied indexation / Some quotation items become in-house data (Nortene / DER / |
|||||||
| Electrical equipment | 1,018,877 | 1,018,877 | 0.0% | 65.0% | 46.6% | Applied indexation / Some quotation items become in-house data |
||||||||
| Electrical material | 132,010 | 7,952,124 | 8,084,134 | 110.8% | 107.1% | 107.2% | Applied indexation / Maintained the original quotation and in-house labels |
|||||||
254
|
Indexation Label |
|
Total USD (FOB W/O TAXES 2022) (BRL/USD = 5.25) |
|
|
Quotation % 22/ 16 |
|
|
In-House % 22/ 16 |
|
|
Total % 22/ 16 |
|
OBS | |||||||||||||||
| |
Quotation (Budget) |
|
In-House | Total | ||||||||||||||||||||||||
| Electromechanical erection | 3,125,376 | 42,452,708 | 45,578,084 | -83.7% | 386.6% | 63.7% | |
Applied indexation / Some quotation items become in-house data (GE) |
|
|||||||||||||||||||
| Instrumentation | 1,958,879 | 8,328,922 | 10,287,802 | 44.6% | 130.5% | 107.1% | |
Applied indexation / Some quotation items become in-house data |
|
|||||||||||||||||||
| Mechanical equipment | 13,215,523 | 39,461,404 | 52,676,927 | 4.4% | 113.2% | 69.0% | |
Applied indexation / Some quotation items become in-house data (blank) |
|
|||||||||||||||||||
| Piping | 19,786,178 | 15,346,984 | 35,133,162 | 109.7% | 124.2% | 115.8% | |
Applied indexation / Some quotation items become in-house data (blank) |
|
|||||||||||||||||||
| Structure steel and platework | 24,859,539 | 69,206,574 | 94,066,113 | 102.6% | 105.5% | 104.7% | |
Some items were In-House and it was applied unit prices from FAM, than it became QUOTATION |
|
|||||||||||||||||||
|
Specialized services |
711,813 | 711,813 | 0.0 | % | 31.9 | % | 31.9 | % | |
Applied indexation |
|
|||||||||||||||||
| 18.1.13 | Estimate of Inflationary Costs in Supplies Originating from Other Countries |
For the original prices obtained in another currency (USD, CAD, RSA, GBP and EUR), the inflation indices accumulated until 2022 were used for each currency and country of origin and applied to the internal and budget/inflation items.
Table 117 Inflation of currency supply origin
|
Inflation of Supply Origin |
Total USD (FOB W/O TAXES 2022) (BRL/USD = 5.25) |
Budget % 22/16 |
In-House % 22/16 |
Total % 22/16 |
OBS | |||||||||
| Quotation (Budget) |
In-House | Total | ||||||||||||
| USD | 201,395,059 | 93,000,251 | 294,395,310 | 7.0% | 97.3% | 25.1% | Cumulative Currency Inflation Application from 2016 to 2022 |
|||||||
| CAD | 18,644,889 | 12,760,386 | 31,405,275 | -23.5% | 796.8% | 21.8% | Cumulative Currency Inflation Application from 2016 to 2022 |
|||||||
| RSA | 34,963,474 | 2,918,391 | 37,881,865 | 38.0% | 57.4% | 39.3% | Cumulative Currency Inflation Application from 2016 to 2022 |
|||||||
255
|
Inflation of Supply Origin |
Total USD (FOB W/O TAXES 2022) (BRL/USD = 5.25) |
Budget % 22/ 16 |
In-House % 22/ 16 |
Total % 22/ 16 |
OBS | |||||||||
| Quotation (Budget) |
In-House | Total | ||||||||||||
| GBP | 34,786 | 34,786 | 21.1% | 0.0% | 21.1% | Cumulative Currency Inflation Application from 2016 to 2022 |
||||||||
| EUR | 3,288,531 | 3,288,531 | 21.1% | 0.0% | 21.1% | Cumulative Currency Inflation Application from 2016 to 2022 |
||||||||
| BRL | 9,871,308 | 9,871,308 | 39.2% | 0.0% | 39.2% | Cumulative Currency Inflation Application from 2016 to 2022 |
||||||||
| 18.1.14 Estimate | Assumptions |
The following assumptions are made in preparing the iCAPEX cost estimate:
| | Required statutory permits are in place according to the scheduled milestones discussed in Section 21.19; |
| | Trade practice agreements are met prior to construction; |
| | Engineering, Procurement and Construction Management (EPCM), are completed in accordance with the project schedule; |
| | Site access is granted, as per the timeline shown in the project schedule; |
| | Land acquisition and right-of-way have been established for construction; |
| | Weather conditions are not of extreme proportions that may disrupt the continuance of safe work. A nominal allowance for inclement weather is made in the labor productivity assessment; |
| | Project delivery will not be constrained because of concurrent projects; |
| | Suitable fabrication shops are available locally; |
| | Special cranes and special freight services, as required for heavy/difficult lifts or oversized goods for transport, are available locally; |
| | Pre-commissioning check-outs prior to mechanical completion are included; and |
| | Mining equipment, as well as temporary and standby power generation equipment, are leased and not purchased. |
| 18.1.15 NaCl | By-Product Cost Estimate |
To evaluate the economic returns of the production of a by-product of sodium chloride, as proposed in the NaCl test paper (Section 10.1.3) and considered in the PEA (ERCOSPLAN, 2014, /16/), the capital order of magnitude and operating costs were developed by BPC and L&M, marketing studies were conducted and a discounted cash flow model generated to determine economic viability. The results from this work show selling of the NaCl by product to be uneconomic. Thus, as a basis for this study, a by-product of sodium chloride will not be produced, resulting in additional tailings that need to be managed. As a result, the NaCl plant has been removed from the project scope and is not included in iCAPEX.
| 18.1.16 Update | Exclusions |
The following items are excluded from the iCAPEX cost update:
| | Any variation to the scope from that described in the feasibility study report; |
| | Deferred capital costs (addressed with sCAPEX); |
| | Changes to industrial relations laws; |
| | Finance and interest charges for Project duration; |
256
| | Any environmental requirement not identified in this estimate; |
| | Abnormal weather conditions; |
| | Soil remediation for any in situ hazardous contaminants; |
| | Extended periods of industrial unrest; |
| | Cost of delays associated with obtaining statutory approvals (e.g. building or development approval); |
| | Sunk costs (e.g. cost of this study and previous ones, land acquisition costs, etc.); |
| | Market forces related to the imbalance of supply and demand economics beyond the expected annual rate of inflation of prime commodities, such as steel, copper and pipe; |
| | Effect of related concurrent projects on the availability of construction labor and materials; |
| | Fuel and gas price variation; |
| | Foreign exchange update. |
The iCAPEX for the following items was developed by an update:
| | Tailings and brine management; |
| | Electrical SE at Silves; |
| | Power transmission line between Silves and the project site; |
| | Steam generation plant. |
| 18.2 | Initial CAPEX Cost Summaries (iCAPEX) |
The projected iCAPEX costs of the production and ventilation shafts are presented in Table 118.
Table 118 Production and ventilation shafts iCAPEX costs
|
Area Name |
Sub-Area | Sub-Area Name | Total Costs (Million USD) |
|||||
| Production and ventilation shafts |
1100 | Main shaft |
200.1 | |||||
|
Ventilation shaft |
121.9 | |||||||
|
Surface infrastructure |
75.6 | |||||||
|
Underground infrastructure |
32.8 | |||||||
|
Capitalized OPEX |
3.0 | |||||||
| Direct costs |
433.4 | |||||||
| Taxes, duties, fees |
51.8 | |||||||
| TOTAL COSTS |
485.2 | |||||||
The projected mine iCAPEX costs are presented in Table 119.
Table 119 Mine iCAPEX Costs
|
Area Name |
Sub-Area | Sub-Area Name | Total Costs (Million USD) |
|||
| Underground mine development |
1000 |
Auxiliary mine |
8.2 | |||
| Mine conveyance |
61.8 | |||||
|
Capitalized OPEX |
20.6 | |||||
| Mine electrical |
14.9 | |||||
| Mine mobile |
55.0 | |||||
|
Ventilation |
103.8 | |||||
| Mine vent devices |
3.9 | |||||
| Direct costs |
268.0 | |||||
| Taxes, duties, fees |
37.3 | |||||
| TOTAL COSTS |
305.3 | |||||
257
The projected iCAPEX costs of the processing plant and above ground infrastructure are presented in Table 120.
Table 120 Processing plant and infrastructure iCAPEX costs
|
Area Name
|
Sub-Area | Sub-Area Name | Total Costs (Million USD) | |||||
| Process plant and equipment |
2000 | Site general |
68.3 | |||||
| 3000 | Process plant | 608.7 | ||||||
| 4000 | Tailings management | 72.1 | ||||||
| 5000 | Utilities | 69.9 | ||||||
| 6000 | Ancillary services facilities and equipment | 28.3 | ||||||
| 7000 | Off-site facilities | 221.7 | ||||||
| Direct costs |
1,069.1 | |||||||
| Taxes, duties, fees |
125.4 | |||||||
| TOTAL COSTS |
1,194.5 | |||||||
Project initial CAPEX for each area are provided in APPENDIX 26.
| 18.3 | Owners Capital Expenditures, EPCM and Contingency |
The projected owners costs, as well as the contingency allowances, are presented in Table 121.
Table 121 Owners costs, EPCM and contingency
|
Area Name
|
Sub-Area | Sub-Area Name | Total Costs (Million USD) | |||
| EPCM costs |
8000 |
EPCM |
105.3 | |||
|
Assembly supervision (vendor rep.) |
5.8 | |||||
|
Construction camp |
3.6 | |||||
| Spare parts/first fills |
20.5 | |||||
| Owners costs |
9000 |
Owners team |
50.0 | |||
|
Administration |
4.0 | |||||
|
Environment |
33.8 | |||||
|
Community |
8.0 | |||||
|
Sustainability |
20.0 | |||||
|
Communication |
3.0 | |||||
|
Health & safety |
20.0 | |||||
|
Insurance |
8.0 | |||||
|
Operational readiness |
19.0 | |||||
| Total Pre-tax costs |
301.0 | |||||
| Contingency |
200.2 | |||||
| Taxes, duties, fees |
0.0 | |||||
| TOTAL COSTS |
501.2 | |||||
| 18.4 | Sustaining Cost Summary (sCAPEX) |
sCAPEX costs for mine equipment also include items such as the electric power distribution system, mechanical and electrical mine maintenance vehicles, crew vehicles, initial employee training, technical service equipment, and communication systems.
The projected sCAPEX costs for the mine development activities are presented in Table 122.
258
Table 122 Mine sCAPEX cost
|
Area Name
|
Sub-Area Name | Total Costs (Million USD) | ||
|
Underground mine development |
Backfill |
47.7 | ||
| Mine conveyor |
51.5 | |||
| Mine electrical |
68.9 | |||
| Mine mobile |
22.8 | |||
| Rebuilds |
44.6 | |||
| UG general |
2.9 | |||
| Ventilation devices |
43.1 | |||
| Main shaft I&C |
1.2 | |||
| Mine mobile |
22.78 | |||
|
Direct costs |
305.42 | |||
|
Indirect costs |
||||
|
Taxes, duties, fees |
29.6 | |||
|
TOTAL COSTS |
335.0 | |||
The mine equipment sCAPEX costs include the scheduled equipment principal payments and other equipment purchases. The production and ventilation shafts are designed for a 23 year life of mine and require no sCAPEX costs. The mining and ventilation shaft maintenance over the life of mine are accounted for in the OPEX costs.
The processing plant and above ground infrastructure sCAPEX costs are presented in Table 123.
Table 123 Processing plant and infrastructure sCAPEX costs
|
Area Name
|
Total Costs (Million USD)
|
|
| Closure costs_Plant and infrastructure |
61.1 | |
| Closure costs_Tailings pile_Operation costs of brine injection |
12.1 | |
| Mine closure |
6.8 | |
| Closure costs_Tailings pile_Monitoring costs |
52.7 | |
| Tailings site |
99.5 | |
| Direct costs |
232.3 | |
| Taxes, duties, fees |
12.6 | |
| TOTAL COSTS |
244.9 |
Sustaining CAPEX breakdown in provided in APPENDIX 26. Figure 135 shows the estimated sCAPEX expenditure over the life of mine and until the tailing ponds decommissioning.
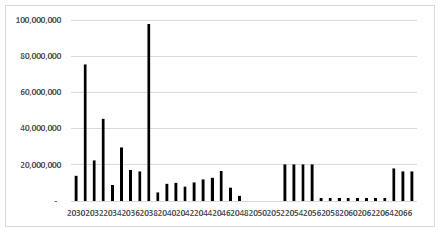
Figure 135 Estimated sCAPEX
259
The key sCAPEX items are:
| | The project design is based on having two tailing piles and brine ponds. The first pile is divided in two sections, where the first section and the entire brine pond will be built as part of the iCAPEX and the second section of the pile and corresponding equipment will be built in the future as part of the sCAPEX; |
| | Typical mine and processing plant equipment replacement costs as well as mine development costs; |
| | Decommissioning and closure of the mine, processing plant and the corresponding infrastructure; |
| | Processing plant and tailing piles monitoring costs, as well as brine injection operation costs; and |
| | Decommissioning and closure of the tailing piles and brine ponds. |
| 18.5 | Summary of Operating Costs (OPEX) |
The operating cost estimate has been completed to show the cost of KCl production over the Project life. Mining related operating costs are presented in terms of USD/tonne mined, while processing costs are reported in terms of USD/tonne MOP produced. In all cases, the exact unit of measure is reported with the unit cost. The full yearly costs of production are presented in all cases, except for year -2 when only Q3 and Q4, plus 50% of Q2, are included in the operating cost; all costs prior to the halfway point of Q2 of are included in the capital cost estimate.
The operating cost is made up of fixed costs and costs that vary with the rate of production. These costs are broken down into the following areas, each of which will be discussed individually below: labor; energy; reagents, water; mobile equipment; transportation; equipment repair; maintenance and replacement; port costs; and general and administrative costs.
The total operating cost for the Autazes Potash Project is estimated to be between USD 78.03 to USD 105.01 per tonne of potash produced over the projects life, after ramp-up completion, during years in which production is at least 75% of the designed 2.44 MTPA. The weighted average total operating cost, for years with at least 75% of the nominal production, is estimated at USD 88.15 per tonne of potash as per cost centers breakdown, excluding taxes.
The values in Table 124 exclude all sCAPEX, royalties, taxes and other fees, as described in the following sections. These are presented in Table 124.
Table 124 Summary of projected life of mine and Unit OPEX costs
| Section | Total Million USD LOM |
USD/t Mined |
USD/t Potash |
Total Million USD Year -4 to |
USD/t Mined Year -4 to |
USD/t Potash -4 to Year 19 |
||||||
| Energy |
||||||||||||
| Mining |
125.08 | 0.73 | 2.81 | 103.31 | 0.73 | 2.74 | ||||||
| Shaft |
209.05 | 1.22 | 4.70 | 161.60 | 1.14 | 4.29 | ||||||
| Total mine energy |
334.13 | 1.95 | 7.52 | 264.91 | 1.87 | 7.02 | ||||||
| KCl process |
1,513.96 | 8.84 | 34.07 | 1,261.15 | 8.89 | 33.44 | ||||||
| Tailings process |
26.80 | 0.16 | 0.60 | 22.20 | 0.16 | 0.59 | ||||||
| Total process energy |
1,540.76 | 9.00 | 34.67 | 1,283.36 | 9.05 | 34.03 | ||||||
| Total energy |
1,874.89 | 10.95 | 42.19 | 1,548.27 | 10.91 | 41.05 | ||||||
| Wear and repair |
||||||||||||
| Mining |
311.42 | 1.82 | 7.01 | 244.77 | 1.73 | 6.49 | ||||||
| Shaft |
80.50 | 0.47 | 1.81 | 71.24 | 0.50 | 1.89 | ||||||
| Total mining wear and repair |
391.93 | 2.29 | 8.82 | 316.01 | 2.23 | 8.38 | ||||||
| KCl process |
203.19 | 1.19 | 4.57 | 172.44 | 1.22 | 4.57 | ||||||
| Tailings process |
33.08 | 0.19 | 0.74 | 28.07 | 0.20 | 0.74 | ||||||
| Total process |
236.27 | 1.38 | 5.32 | 200.51 | 1.41 | 5.32 | ||||||
| Total wear and tear |
628.19 | 3.67 | 14.14 | 516.52 | 3.64 | 13.70 | ||||||
| Other mining costs |
88.52 | 0.52 | 1.99 | 60.86 | 0.43 | 1.61 | ||||||
| Mobile equip. operating costs |
260
| Section | Total Million USD LOM |
USD/t Mined |
USD/t Potash |
Total Million USD Year -4 to |
USD/t Mined Year -4 to |
USD/t Potash -4 to Year 19 |
||||||||||||||||||
| Surface equipment |
14.58 | 0.09 | 0.33 | 11.79 | 0.08 | 0.31 | ||||||||||||||||||
| Total mobile equip. operating costs |
14.58 | 0.09 | 0.33 | 11.79 | 0.08 | 0.31 | ||||||||||||||||||
| Process reagents |
237.76 | 1.39 | 5.35 | 201.77 | 1.42 | 5.35 | ||||||||||||||||||
|
Logistics |
||||||||||||||||||||||||
| MOP logistics |
211.65 | 1.24 | 4.76 | 179.62 | 1.27 | 4.76 | ||||||||||||||||||
| Total logistics |
211.65 | 1.24 | 4.76 | 179.62 | 1.27 | 4.76 | ||||||||||||||||||
|
Labor |
||||||||||||||||||||||||
| Mining |
401.14 | 2.34 | 9.03 | 315.21 | 2.22 | 8.36 | ||||||||||||||||||
| Shaft |
74.56 | 0.44 | 1.68 | 62.50 | 0.44 | 1.66 | ||||||||||||||||||
| Processing |
272.25 | 1.59 | 6.13 | 231.04 | 1.63 | 6.13 | ||||||||||||||||||
| Housing (mining, shaft and process) |
6.53 | 0.04 | 0.15 | 5.41 | 0.04 | 0.14 | ||||||||||||||||||
| Transportation (mining, shaft and process) |
40.15 | 0.23 | 0.90 | 33.26 | 0.23 | 0.88 | ||||||||||||||||||
| Total labor |
794.63 | 4.64 | 17.88 | 647.42 | 4.56 | 17.17 | ||||||||||||||||||
| G&A |
127.81 | 0.75 | 2.88 | 105.88 | 0.75 | 2.81 | ||||||||||||||||||
| Total |
3,978.03 | 23.23 | 89.52 | 3,272.12 | 23.06 | 86.76 | ||||||||||||||||||
|
Sub-total |
||||||||||||||||||||||||
| Total mining |
926.16 | 5.41 | 20.84 | 724.15 | 5.10 | 19.20 | ||||||||||||||||||
| Total shaft |
364.11 | 2.13 | 8.19 | 295.34 | 2.08 | 7.83 | ||||||||||||||||||
| Total processing |
2,673.18 | 15.61 | 60.15 | 2,240.84 | 15.80 | 59.42 | ||||||||||||||||||
| TOTAL |
3,978.03 | 23.23 | 89.52 | 3,272.12 | 23.06 | 86.76 | ||||||||||||||||||
| 18.5.1 | Shaft Operating Costs |
The shaft operating cost covers the cost of operating the mine ventilation, hoisting, bulk material loading, refrigeration and cooling, shaft dewatering and all other costs associated with the mine shafts.
| 18.5.2 | Mine Operating Costs |
The mine operating costs include all charges related to accessing and recovering material from the underground mineralization. These charges include drift development, panel extraction, roof bolting, mineral conveying, continuous mining, and geotechnical considerations for roof support, etc.
The operating costs also include the leasing costs for the underground mine mobile equipment.
| 18.5.3 | Process Plant Operating Costs |
The processing plant operating costs account for all expenditures related to refining the mined material to a saleable grade and mitigating the impact of the process activities on the environment.
| 18.6 | Basis of OPEX Costs Update |
The operating expenses are the expenses related to the operation of the processing plant, tailings management facility, mine, shaft, tailings run-off and rainwater treatment, barge port and the on-site administration facilities (excluding all costs associated with final delivery sea freight and all other distribution charges are included in the financial model). The OPEX also does not include any governmental taxes. Taxes are categorized separately in the financial
261
model. All operating expenditures incurred after the project starts commercial operation are charged as OPEX; prior to this time, operating expenses will be recorded as initial capital.
The operating cost estimate was calculated on an annual basis, assuming no inflation or impact on project economics due to changing foreign exchange rates. The operating costs for the full production case (8.5 MTPA of mill feed) were calculated in detail. The OPEX for the initial ramp up years was scaled linearly according to the amount of mill feed. All operating costs are reported in terms of United States dollars (USD).
The OPEX was completed using industry standard practices to develop estimate, which is typical of bankable feasibility studies.
The OPEX for the following areas was developed by estimate:
| | Tailings and brine management area; |
| | Steam generation plant. |
| 18.6.1 | Project Schedule |
The Autazes Potash Project construction is scheduled to start after obtaining the Installation License, with focus initially on construction of the shaft. Following 48 months of shaft sinking and construction, the underground mine development. Mined material will be made available to the mill.
First feed to the plant will start in year -2; commercial production will start in Q4 of year -1. The major equipment within each of the two trains of process equipment has a turndown ratio of 50%, allowing the complete facility to operate between 25% and 100% of its nameplate value. The actual start-up production rate will vary according to the quantity of stockpiled material and the needs of the commissioning team.
Commissioning will start when the first train is finished construction in year -2. Construction of the second train will be finished in year -1. Production will start in year -1. The production will ramp down until the plant is finally decommissioned. The processing plant is in operation for 23 years, including the ramping periods. The plant will operate for 23 years producing at or above 75% of the nameplate capacity.
The key milestone dates for the engineering, procurement and construction are presented in further detail in Section 21.18.
18.6.2 Operating Cost Development
Operating and maintenance activities will be carried out by a work force employed by the company, with the following exceptions: trucking from processing plant to the Urucurituba village, personnel transportation and on-site accommodations and catering services.
Operating costs were estimated on a yearly or unit production basis to arrive at an overall operating cost estimate. Quantities for each item included in the OPEX are estimated based on test work, vendor quotation, or industry experience. Costs for each item included in the OPEX are based on direct vendor quotation, values supplied by external consultants identifying typical Brazilian costs, or from industry experience. The OPEX are presented first by area (mine, surface, etc.), and then by function (labor, electricity, etc.) on an annual basis. Each of these sub-divisions is described in their own section below.
18.6.3 Labor
The labor cost accounts for all salaries, wages, and benefits paid to the people who operate, supervise, or administer the activities at the processing plant site. Costs related to the corporate head office, contractors labor, and governmental employment taxes are excluded from the OPEX, but are accounted in the financial model elsewhere. The use of labor by the shaft, mine, and process facility is described in the following sections. Labor was calculated for the full production years (8.5 MTPA), and scaled linearly when production was over or under this level in order to account for increased employment during high production years and layoffs during low production years.
18.6.3.1 Shaft Labor
The shaft operating labor complement will be responsible for the operation and maintenance of the main and ventilation shafts, including the supporting infrastructure both on surface and underground. The labor complement to maintain and operate the shaft and equipment was derived based on input from the shaft engineering team.
The annual salaries of each member of the maintenance and operations crew were obtained considering the job descriptions, grades and labor rates obtained from Brazil and other locations. The maintenance crew will work one shift, eight hours per day. The surface-based operations crew will work three shifts per day, eight hours per shift, while those operating underground will work six-hour shifts, four shifts per day. Table 125 presents the shift allocation for each shaft labor position.
262
Table 125 Shafts labor
| Position | # of Staff/Shift
|
Shifts/Day | Staff/Day | |||
| Shaft Manager |
1 | 1 | 1 | |||
| Mine Captain |
1 | 1 | 1 | |||
| Foreman |
4 | 1 | 4 | |||
| Engineering Training Supervisor |
1 | 1 | 1 | |||
| Engineering Training Officer |
4 | 1 | 4 | |||
| Shaft Maintenance Planner |
1 | 1 | 1 | |||
| Electricians |
3 | 1 | 3 | |||
| Fitters |
2 | 1 | 2 | |||
| Riggers |
2 | 1 | 2 | |||
| Boiler Makers |
3 | 1 | 3 | |||
| On Setter |
1 | 4 | 4 | |||
| Banksman |
1 | 3 | 3 | |||
| Winding Engine Driver |
1 | 3 | 3 | |||
| Instrument Technicians |
2 | 1 | 2 | |||
| Equipment Drivers |
2 | 3 | 6 | |||
| Surface Loaders |
4 | 3 | 12 | |||
| Underground Loaders |
4 | 4 | 16 | |||
| LHD Driver |
1 | 4 | 4 | |||
| Pump Attendant |
1 | 4 | 4 | |||
| Conveyor Attendant |
1 | 4 | 4 | |||
| Electrical Assistant |
4 | 1 | 4 | |||
| Fitter Assistant |
2 | 1 | 2 | |||
| Rigger Assistant |
2 | 1 | 2 | |||
| Boiler Maker Assistant |
3 | 1 | 3 | |||
| Refrigeration Technicians |
2 | 1 | 2 | |||
| Refrigeration Fitters |
2 | 1 | 2 | |||
| Refrigeration Assistants |
2 | 1 | 2 | |||
| Other workers (unallocated) |
4 | 3 | 12 | |||
| TOTAL |
61 | 109 |
An allowance has been made for the entire shaft operations crew to be on site for six months prior to commissioning for site-based training. Most of the shaft operations crew is fixed labor, e.g. they need to be paid regardless of tonnages produced. Overall, it is estimated that 90% of the shaft operations labor cost is fixed, whereas 10% of the labor cost is variable with tonnages. The variable labor is to cover the cost of scheduled biannual and annual Original Equipment Manufacturer (OEM) maintenance inspections on the critical machinery and equipment.
An additional 12% charge was added to the total hourly labor calculated for the shaft to provide for replacement personnel when the regular personnel are sick or on vacation.
During operation, only workers with the following job titles will receive on-site accommodations: Shaft Manager, Mine Captain, Foreman, Shaft Maintenance Planner, Engineering Training Supervisor and Engineering Training Officer. Each of these positions will be entitled to weekly transport to and from Manaus; however, one member of each of the first three aforementioned job titles will be required to spend the weekend onsite on a rotating basis. The people who remain on-site over the weekend will be responsible to provide senior leadership to the labor force and will not receive any payment for this additional duty. All workers not specifically identified, will be transported daily to and from Autazes.
263
Shaft management is broken down into four categories: Shaft General Management, Shaft Operational Management, Shaft Maintenance Management and Shaft Training Management. The responsibilities of each category are described below.
| | Shaft General Management: |
| | Shaft Manager or Shaft Engineer: Operate main and ventilation shafts and supporting infrastructure. |
| | Shaft Operational Management: |
| | Mine Captain: Ensures safe operation of the main and ventilation shaft barrels. |
| | Shaft Services Foreman: Operates and maintains the surface main fans, refrigeration plant, shaft barrels, main pump station and mineral conveyor belts on the loading level. |
| | Shaft Logistics Foreman: Manages equipment, material and stores from surface to the production level. |
| | Shaft Maintenance Management: |
| | Shaft Winder Foreman: Maintains surface winders. |
| | Electrical Foreman: Maintains the shaft electrical infrastructure. |
| | Maintenance Planner: Manages maintenance-scheduling for all shaft plant and equipment. |
| | Shaft Training Management: |
| | Training Supervisor: technical and operational training of all shaft personnel. |
18.6.3.2 Mining Labor
Mining labor includes mining production, maintenance, engineering and construction, as well as management and administration personnel that are directly engaged in the underground mining operation. The hourly and salaried personnel are responsible to ensure safe and efficient mining of potash, from cutting the material at the mining face, until delivering it via conveyor to the shaft transfer station.
Production and maintenance workers follow a four shift, five-crew roster, working seven days a week in six hour shifts. An additional crew is considered for downtime maintenance. Engineering and management personnel work five days per week, eight hours per day. Non-management employees will not receive onsite accommodations, but will receive daily transportation between the project site and Autazes. Management staff will receive accommodation onsite and weekly transportation back to Manaus; however, one manager per area must remain onsite to provide weekend supervision to their area; no additional pay will is provided for this duty.
Mining labor is split into eight categories:
| | Mine management and supervision; |
| | Engineering; |
| | Panel production; |
| | Development production; |
| | Mine maintenance; |
| | Mine auxiliary; |
| | Backfill; |
| | Construction/conveyance. |
An additional allowance of 12% is added for workers covering vacation/sick days for hourly production and maintenance personnel.
The salaries for mining labor were supplied by PdB and are based on actual salaries from another mining operation in the region. All personnel are paid an hourly rate or fixed salary, regardless of the tonnage mined.
18.6.3.3 Surface Operations Labor
Surface operations labor includes the personnel responsible for operating and maintaining all project equipment necessary to refine the mined potash into saleable products. This includes everyone who is directly responsible for the process, as well as those who are responsible for project management, safety, fire prevention, chemical assay, site security, IT, sanitation, etc. Surface operations labor excludes those whose duties are associated with mining, shaft operations, contractor personnel, or those who work in the corporate head office.
All surface personnel work seven days per week, eight hours per day, on a rotating basis, so that the operation may proceed 24 h/d. All non-management workers will live in, and commute daily, from Autazes. The company will provide transport to and from Autazes by boat. Management will live on-site during their five-day work week. The company will transport management to Manaus once a week by bus; however, one senior manager in each area (mill, tailings,
264
maintenance, etc.) will remain on-site over the weekends to supervise their area. Weekend duty will be assigned on a rotating fashion and the managers will not receive any overtime pay for their weekend shift. All off-site personnel are assumed to work five days per week, eight hours per day and do not receive accommodations or transportation.
The labor allotment is based on the staffing levels typically employed at potash refineries, with consideration given to general Brazilian practice. All operating and maintenance functions are carried out by people employed by the company with the following exceptions: transportation of product to the port at Urucurituba; personnel transport and on-site accommodations. Barge transportation and final delivery of product to the customers is not included in the OPEX. Surface operations labor is divided into the following categories:
| | Plant operation; |
| | Engineering and maintenance; |
| | Services; |
| | Safety, quality and environment (SQE). |
A summary of the workforce, divided into these categories, is presented in Table 126. During nameplate production, 675 workers are required. The fully burdened cost of labor is calculated based on current industry practice.
Table 126 Surface operations labor requirement
| Labor Category
|
Personnel Assigned | |
| Plant operation |
346 | |
| Engineering and maintenance |
152 | |
| Services |
128 | |
| SQE |
49 | |
| TOTAL |
675 |
18.6.4 Energy
The operational expenditure of energy covers the variable and fixed costs related to the use of electricity and diesel within the project installation. The cost of using energy within the shaft, mine, and processing facility is described in the following sections.
BPC held in July 2022, consults REPLACE CONSULTORIA, a highly specialized company to obtain the market price of electricity in the long term. The pre-tax unit electricity rate is USD 0.037/kWh; the post-tax rate is USD 0.040/kWh.
18.6.4.1 Shaft Energy
The shaft energy operating cost estimate is based on the availability of grid power for shaft operations. The diesel generators used for shaft sinking will be retained during operation as emergency back-up power for shaft area equipment.
The electrical power usage was adjusted to account for the lower tonnages during the ramp-up phase. Table 127 presents the shaft power demand.
Table 127 Shafts power demand
|
Description
|
kWh
|
h/a
|
kWh/a
|
|||
|
Main shaft |
||||||
|
Winders |
||||||
|
Double drum service winder (main shaft) |
5,000 | 6048 | 30,240,000 | |||
|
Double drum mineral winder 1 (main shaft) |
5,000 | 6048 | 30,240,000 | |||
|
Double drum mineral winder 2 (main shaft) |
5,000 | 6048 | 30,240,000 | |||
|
Pumps |
||||||
|
Main mine return water pump 1 & 2 (450 kW each) |
900 | 7300 | 6,570,000 | |||
|
Main shaft bottom dewatering pump 1 & 2 |
50 | 7300 | 365,000 | |||
|
Conveyors/ore loading |
||||||
|
Silo vibrating feeder 1 & 2 |
38 | 6048 | 229,824 | |||
265
|
Description
|
kWh
|
h/a
|
kWh/a
|
|||
|
Hydraulic power pack Silo radial gates |
15 | 6048 | 90,720 | |||
|
Hydraulic power pack shaft loading conv. 1 & 2 |
60 | 6048 | 362,880 | |||
|
Hydraulic power pack-headgear discharge radial gate |
15 | 6048 | 90,720 | |||
|
Shaft loading conveyor belt 1 & 2 |
90 | 6048 | 544,320 | |||
|
Take-up winch Shaft loading conveyor 1 & 2 |
12 | 6048 | 66,528 | |||
|
Ventilation shaft |
||||||
|
Winders |
||||||
|
Double drum service winder |
5,000 | 6,048 | 30,240,000 | |||
|
Single drum emergency winder |
300 | 192 | 57,600 | |||
|
Pumps |
||||||
|
Ventilation shaft dewatering pump 1 & 2 |
30 | 7,300 | 219,000 | |||
|
Main fans |
||||||
|
Surface main fans (3) |
4,665 | 8,760 | 40,865,400 | |||
|
Refrigeration and cooling |
||||||
|
Surface refrigeration and bulk air cooler |
13,052 | 8,760 | 114,335,520 | |||
|
TOTAL |
39,227 | - | 284,757,512 | |||
18.6.4.2 Mining Energy
Only electrical energy is consumed by the mining operation. The main mining equipment is equipped with trailing cables. Auxiliary machines, such as scoops, and personnel carriers run on exchangeable and rechargeable batteries.
Diesel will only be used by mobile generators to move the continuous miners around the mine. The cost to provide emergency ventilation and hoisting is borne by the shaft; therefore, there are no additional charges for emergency power within the mine.
The power demand was calculated for mining equipment, based on the expected operating and battery charging hours per year and a detailed load list that considers power and demand factors is provided in APPENDIX 16.
18.6.4.3 Process Energy
Process energy is the cost associated with all electricity and natural gas consumed by the process equipment, excluding mobile equipment. The electrical energy and fuel costs are described below.
18.6.4.3.1 Process Electrical Energy
A detailed list of all process equipment was prepared and used to generate an electrical load list. The process electrical load list is provided. Large electrical demands were determined by direct vendor quotation, while smaller demands were estimated according to industry standard sizing procedures. All electrical loads were assigned a demand factor to account for the amount of time each load would be operating. The installed electrical power requirements are summarized in Table 128.
Table 128 Summary of process electrical loads
| Area
|
Area Name
|
Electrical Demand (kW)
|
||
| 3100 |
Raw ore handling and primary crushing |
4,805 | ||
| 3200 |
Wet process |
11,552 | ||
| 3300 |
Dry process |
18,551 | ||
| 3400 |
Product handling and storage |
387 | ||
| 3450 |
Brine injection |
3,547 | ||
| 3500 |
Tailings processing |
1,182 | ||
| 3600 |
Reagents |
210 |
266
| Area
|
Area Name
|
Electrical Demand (kW)
|
||
| 5000 |
Utilities |
6,171 | ||
| 6100 |
Ancillary facilities |
2,001 | ||
| 6200 |
Steam generation |
161,000 | ||
| 7000 |
Barge port |
1,276 | ||
| TOTAL |
210,682 | |||
It has been assumed that all electrical power will be supplied to the site from a dedicated grid line. Approximately 2.8 MW of process equipment will receive emergency power for 60 h/a. The emergency power will be sourced from the shafts emergency power generators.
18.6.4.3.2 Process Natural Gas and Diesel Fuel
Natural Gas is used by the product driers and emergency generators consume diesel fuel in a way that contributes directly to the process OPEX. The fuel consumed by all mobile equipment, including front-end loaders, trucks, cranes, etc., is accounted for in the mobile equipment section.
Table 129 presents the process natural gas and diesel requirement.
Table 129 Process natural gas and diesel requirement
| Natural Gas Consumer
|
Calories Consumed During Full Production |
|
| KCl product dryer/dryer cooler |
1,064,176 MM BTU/a |
|
| Diesel consumer
|
Quantity consumed during full production |
|
| Emergency generators |
40.5 thousand l/a |
Reagents are all chemical substances not produced by the process, but are required for the process to operate at peak efficiency. Additional reagents are consumed to produce potable water; the cost of these reagents is included in the water treatment plant operating cost.
The demand for the reagents used in the process is based on test work or industry practice, as applicable. The unit cost of each reagent is based on typical Saskatchewan values. The consumption rates and unit costs are presented in Table 130.
Table 130 Summary of process reagent usage and cost
|
Reagent |
Usage | Units | Purpose | Unit Cost (USD/kg) |
||||
|
Flocculant |
20.00 | g/t product |
Improvement of thickening |
4.36 | ||||
|
Anti-caking agent |
0.25 | kg/t product |
Prevention of caking in product storage |
7.09 | ||||
|
Dedust oil |
1.40 | kg/t product |
Reduction of dust in product handling |
2.89 | ||||
|
Colorant |
0.20 | kg/t product |
Improvement of product coloration |
2.43 |
18.6.5 Water
Water is used by the shaft, mine and processing facility to dissolve potash, generate steam for equipment operation, washing, cooling and as potable water. The underground ventilation process uses cooled water to feed the cooling stations underground, in a closed circuit.
Water consumption for the surface facilities is calculated in detail and presented in the sections dealing with utility flows.
The Government of Brazil does not impose an extraction charge for the water used by the Autazes Potash Project. As a result, the cost of water is due to the power, maintenance and labor costs associated with running the equipment to extract the water. The cost of extracting water is integrated with the general process OPEX and is not described separately.
267
18.6.6 Mobile Equipment
The sections below summarize the cost of operating the mine and the processing plant mobile equipment. The mobile equipment required by the shaft for warehousing duties is included with the processing plant mobile equipment.
18.6.6.1 Mine Mobile Equipment
Mobile equipment in the underground mine includes all main production equipment, such as continuous miners, feeder breaker, shuttle cars and continuous haulage system. The remaining fleet underground consists of scoops, personnel carriers and mobile bolters.
All mobile equipment is electrically powered via a trailing cable or battery charger.
Average unit operating costs were gathered from the suppliers of the individual equipment types to cover costs, such as maintenance, repair and consumables. Machines directly involved in the mining process are based on a USD/t number; auxiliary machines are calculated based on a USD/h operating unit cost.
18.6.6.2 Plant Mobile Equipment
Mobile equipment includes all wheel loaders, light trucks, cranes, forklifts and similar equipment. The quantity of mobile equipment included in this project is based on typical numbers currently used at operating potash mills. These costs are summarized in Table 131.
Table 131 Summary of process plant mobile equipment
|
Equipment Type
|
Quantity
|
Operational Cost (USD/t)
|
||
| Wheel loader |
2 | 0.168 | ||
| Boom lift |
1 | 0.017 | ||
| Backhoe |
1 | 0.027 | ||
| Forklift |
6 | 0.011 | ||
| Skid-steer loader |
4 | 0.026 | ||
| Crane |
2 | 0.207 | ||
| Fire truck |
1 | 0.007 | ||
| Boom truck |
1 | 0.005 | ||
| Welding truck |
1 | 0.006 | ||
| Lubrication truck |
1 | 0.005 | ||
| Fuel tanker |
1 | 0.004 | ||
| Water tanker |
1 | 0.045 | ||
| Light vehicle |
21 | 0.138 | ||
| Bulldozer |
1* | 0.049 | ||
| Track loader |
1* | 0.168 |
* An additional bulldozer and track loader will be purchased when the second tailings pile become operational.
18.6.7 Transportation
Transportation considers the cost of moving final KCl product from the Autazes processing facility to the barge port at Urucurituba. Products will be transported from the processing plant site to the port using trucks. The provision and operation of these trucks, including labor, maintenance, and fuel costs, will be provided by a contractor external to PdB. As a result, all of these costs are present in the OPEX as a single contracted cost of USD 1.32/t product.
18.6.8 Equipment Repair, Maintenance and Replacement
Equipment repair, maintenance and replacement includes the costs of all activities required to keep the mine, shaft, and processing facility operating at nameplate capacity.
18.6.8.1 Mine Equipment Repair and Maintenance
Maintenance costs for the underground ventilation equipment are estimated at 5% of the total installed cost. Costs for repair and maintenance of the underground conveyor system are calculated with 5% of the running installed capital as
268
well. Repair and Maintenance costs for all other mobile mine equipment are calculated based on supplier provided unit operating costs as stated in Section 18.6.6.1.
18.6.8.2 Shaft Equipment Repair and Maintenance
Maintenance and replacement costs are estimated with reference to the capital cost associated with the shafts infrastructure or equipment item. A percentage of the capital cost associated with each item is applied on an annual basis. Maintenance costs are the cost of servicing the equipment and infrastructure and keeping them in good working order. The percentage assigned to maintain infrastructure and equipment is based on input from the relevant discipline engineers, suppliers quotations (RFQs), industry standards and past experience with shaft operations.
Equipment replacement costs are included in the operating cost estimate in the year they occur and are based on the capital cost of the particular equipment and when, it needs to be replaced. The replacement philosophy, per item, is based on input from the relevant discipline engineers, vendor specifications and industry standards. Table 132 presents the shaft equipment maintenance and replacement assumptions.
Table 132 Shaft equipment maintenance and replacement assumptions
| Description | Annual Maintenance (% of CAPEX) |
Replacement Philosophy | ||
|
Winders |
0.85% | No replacement | ||
|
Winder house, banksmans cabin (civils) |
0.3% | No replacement | ||
|
Cranes |
0.2% | Replace 10% every 10 years | ||
|
Mineral winder ropes |
0.6% | Replace every 4 years | ||
|
Attachments/hook sets |
1.2% | Replace every 5 years | ||
|
Skips, conveyances, bridles |
8.5% | Replace every 5 years | ||
|
Skeletons |
1.2% | Replace every 5 years | ||
|
Personnel/material winder ropes |
1.2% | Replace every 4 years | ||
|
Mineral winder sheaves |
1.2% | Replace every 5 years | ||
|
Personnel/material winder sheaves |
2.4% | Replace every 5 years | ||
|
Headgear discharge bins |
0.5% | replace every 20 years | ||
|
Shaft barrel maintenance |
0.5% | No replacement | ||
|
Pipes, couplings and supports |
1% | No replacement | ||
|
Loading flasks |
0.5% | replace every 20 years | ||
|
Loading flask and discharge bin liners |
100% | Replace Liners every year | ||
|
Vibrating feeders |
5% | No replacement | ||
|
Loading conveyor belts |
10% | Replace every 3 years | ||
|
Conveyor motors |
5% | Replace every 20 years | ||
|
Conveyor pulley |
- | 50% of CAPEX every 8 year | ||
|
Conveyor winch |
10% | replace every 20 years | ||
|
Conveyor idler sets |
10% | No replacement | ||
|
Conveyor scraper and plough |
100% | Replace every 3 years | ||
|
Small electric LHD vehicle |
USD 60 per hour | Replace every 10 years | ||
|
Loading/offloading stations (civils) |
0.1% | No replacement | ||
|
Pumps small |
5% | 50% of iCAPEX every 5 years | ||
|
Pumps large |
5% | 70% replace every 10 years | ||
|
Counter weight |
1% | No replacement | ||
|
Emergency winder ropes |
1.2% | Replace every 5 years | ||
|
Guide ropes (emergency winder) |
1.2% | Replace every 10 years | ||
|
Emergency winder conveyance |
0.12% | Replace every 5 year |
269
| Description | Annual Maintenance (% of CAPEX) |
Replacement Philosophy | ||
|
Emergency winder sheaves |
0.1% | No replacement | ||
|
Hydraulic power units |
5% | 20% of iCAPEX every 5 years | ||
|
Surface refrigeration plant |
5% | No replacement | ||
|
Main surface fans |
1.5% | No replacement |
18.6.8.3 Process Plant Repair and Maintenance
Repair and maintenance cover all costs necessary to keep the Autazes facilities operating at their nominal capacity. The cost to maintain the processing plant in operating condition is estimated to be 4% of the total installed cost of the facility. These costs include an allowance to maintain the public roads between the mill and the barge port at Urucurituba. These costs are scaled proportionally to production during the ramp-up and down years. When the plant is operating at its nameplate capacity, the fixed plant repair and maintenance charge is USD 13.0 million per year.
18.6.9 Port Costs
Port costs cover all expenses related to product storage and operating the barge port at Urucurituba. KCl product will be loaded on barges and shipped to market from a barge port owned and operated by PdB. The cost of operating the barge port is estimated by PdB at 3.44 USD/t product handled. The labor and electrical costs associated with the port are incorporated with the process plant operating costs.
18.6.10 General and Administrative Costs
General and administrative (G&A) costs include items such as safety equipment, business travel, on-site office costs, etc. The G&A costs include all costs associated with the client corporate or head office operations as listed below:
| | Office rental and utilities; |
| | Motor vehicles; |
| | Business travel; |
| | Recruitment and turnover; |
| | Corporate visitors and entertainment; |
| | Communications and business systems; |
| | Taxes, general statutory charges, and corporate audits; |
| | External consultants; |
| | Business insurance. |
The G&A costs are incorporated in the OPEX as an allowance of USD 0.75/t mined.
18.6.11 Travel-In/Travel-Out, Messing and Accommodation Costs
Travel, messing and accommodation costs are the OPEX charges to transport the workers from a pickup location to the Autazes site and to provide for the needs of those workers entitled to on-site housing.
Non-management employees are not entitled to on-site housing; as a result, they will be transported to and from Autazes on a daily basis. Management employees will receive transportation to and from Manaus once per week; however, one manager per area (mill, maintenance, mine, shaft, etc.) will remain on-site to provide weekend supervision. Transportation to Autazes and Manaus will be by boat or bus, respectively. It will cost USD 3.84/trip and USD 9.45/trip to transport a worker or manager to, or from, Autazes and Manaus, respectively. The overall transportation cost is USD 0.82/t MOP.
Management employees will be provided a single room accommodation during the time they spend on-site. The management housing cost is USD 1.60/head/working hour. The overall housing cost is USD 0.18 /t MOP.
270
19 Economic Analysis
This Chapter 19 was written by L&M Assessoria Empresarial (L&M) and has been edited by ERCOSPLAN Ingenieurgesellschaft Geotechnik und Bergbau mbH (ERCOSPLAN) for consistency with the format of the report, but the information and opinions contained herein are those of L&M.
19.1 Introduction
This summary details the results of the economic analysis for the update of the Autazes Potash Project Pre-Feasibility Study.
The economic analysis for the Project was completed by L&M Assessoria Empresarial (L&M), based on information provided by ERCOSPLAN, who is responsible for the mine and processing plant, production schedule, capital and operating costs for the mine, processing plant, infrastructure and port. CRU International Limited (CRU), was the company responsible for product price forecasts based on competitive analysis of the Brazilian potash market. L&M was in charge of the estimation of tax impacts on the Project including revenue, operating costs, capital expenditures and profits. The tax rates used are all according to Brazilian tax legislation as well as the applicable tax benefits negotiated with the Amazon State Government.
The main tool used for the analyses is an Excel-based discounted cash-flow model developed by L&M. The purpose of this model is to assess the key economic metrics and to identify and assess the key value drivers of the Project. From a technical/operational point of view it is a high-level model focused on detailed tax implications and resulting Project economics appropriate for this phase of the Projects development.
19.2 Main Assumptions and Parameters
The following sections outline the main assumptions used for this economic analysis.
19.2.1 Production
The annual production rate varies from year to year and is based on a design capacity of 2.44 MTPA of granular MOP product. The expected life of mine is 23 years, including ramp up and down.
Table 133 summarizes the annual feed to the plant with the respective mineral grades, masses of ore and waste mined, plant production, KCl content recovered, inventories of product in process and finished products at the processing plant and Urucurituba port.
19.2.2 Initial CAPEX
The initial after-tax pre-escalation capital cost is USD 2.5 billion including an allowance for contingencies of USD 200 million. The capital cost expenditure disbursement schedule is shown in Table 133.
Table 133 Initial CAPEX
|
CAPEX (USD thousands)
|
||||||||
|
Year
|
Net of Taxes | Non-Recoverable Taxes | Recoverable PIS/COFINS | Total | ||||
| -6 | 181,009.5 | 4,018.1 | 14,251.7 | 199,279.3 | ||||
| -5 | 452,523.7 | 10,045.2 | 35,629.2 | 498,198.2 | ||||
| -4 | 497,776.1 | 11,049.8 | 39,192.1 | 548,018.0 | ||||
| -3 | 475,149.9 | 10,547.5 | 37,410.7 | 523,108.1 | ||||
| -2 | 362,019.0 | 8,036.2 | 28,503.4 | 398,558.5 | ||||
| -1 | 158,383.3 | 3,515.8 | 12,470.2 | 174,369.4 | ||||
| 1 | 67,878.6 | 1,506.8 | 5,344.4 | 74,729.7 | ||||
| 2,262,618.6 | 50,226.2 | 178,146.1 | 2,490,990.9 | |||||
19.2.3 Sustaining Capital and Mine Closure
The total sustaining capital expenditure during operation is estimated as USD 380.0 million on a pre-tax basis, including acquisition to increase, replace or rebuild mining mobile equipment, equipment for the processing plant and other infrastructure.
271
The estimated mine and processing plant closure costs amounts to USD 132.8 million on a pre-tax basis and is planned to be spent over a 15-year period starting immediately after commercial production shuts down. No salvage value has been assumed for remaining plant and equipment as it will likely be highly corroded.
The sustaining capital annual schedule and mine closure costs, including recoverable and non-recoverable taxes are detailed in Table 134.
Table 134 Sustaining capital
|
Sustaining Capital (USD thousand)
|
||||||||||
| Year | Sustaining
Net of Taxes
|
Mine Closure
Net of Taxes
|
Non-Recoverable
|
Recoverable
|
Total
|
|||||
| 1 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||
| 2 | 12,667.3 | 0.0 | 319.1 | 870.5 | 13,856.9 | |||||
| 3 | 67,851.8 | 0.0 | 1,862.3 | 5,303.0 | 75,017.1 | |||||
| 4 | 19,805.8 | 0.0 | 144.8 | 2,358.5 | 22,309.2 | |||||
| 5 | 39,907.1 | 0.0 | 249.4 | 4,842.4 | 44,998.8 | |||||
| 6 | 8,094.2 | 0.0 | 82.3 | 466.9 | 8,643.4 | |||||
| 7 | 26,519.7 | 0.0 | 134.3 | 2,782.4 | 29,436.3 | |||||
| 8 | 15,779.0 | 0.0 | 46.1 | 1,049.1 | 16,874.2 | |||||
| 9 | 14,037.2 | 0.0 | 23.2 | 2,349.9 | 16,410.2 | |||||
| 10 | 87,936.5 | 0.0 | 3,477.5 | 6,299.7 | 97,713.7 | |||||
| 11 | 4,674.2 | 0.0 | 6.4 | 42.4 | 4,722.9 | |||||
| 12 | 8,496.2 | 0.0 | 6.4 | 956.0 | 9,458.7 | |||||
| 13 | 9,077.6 | 0.0 | 35.6 | 792.4 | 9,905.6 | |||||
| 14 | 7,449.9 | 0.0 | 46.2 | 405.1 | 7,901.2 | |||||
| 15 | 9,528.5 | 0.0 | 64.5 | 638.8 | 10,231.8 | |||||
| 16 | 10,709.3 | 0.0 | 48.3 | 1,035.3 | 11,792.9 | |||||
| 17 | 12,337.8 | 0.0 | 47.2 | 199.5 | 12,584.6 | |||||
| 18 | 15,097.8 | 0.0 | 66.0 | 1,101.8 | 16,265.7 | |||||
| 19 | 7,265.9 | 0.0 | 6.4 | 60.6 | 7,332.9 | |||||
| 20 | 2,763.0 | 0.0 | 41.9 | 51.3 | 2,856.2 | |||||
| 21 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||
| 22 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||
| 23 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||
| 24 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||
| 25 | 0.0 | 18,530.9 | 1,014.3 | 740.4 | 20,285.6 | |||||
| 26 | 0.0 | 18,530.9 | 1,014.3 | 740.4 | 20,285.6 | |||||
| 27 | 0.0 | 18,530.9 | 1,014.3 | 740.4 | 20,285.6 | |||||
| 28 | 0.0 | 18,530.9 | 1,014.3 | 740.4 | 20,285.6 | |||||
| 29 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
| 30 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
| 31 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
| 32 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
| 33 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
| 34 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
272
|
Sustaining Capital (USD thousand)
|
||||||||||
| Year | Sustaining
Net of Taxes
|
Mine Closure
Net of Taxes
|
Non-Recoverable
|
Recoverable
|
Total
|
|||||
| 35 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
| 36 | 0.0 | 1,536.8 | 84.1 | 61.4 | 1,682.3 | |||||
| 37 | 0.0 | 16,499.0 | 903.1 | 659.2 | 18,061.3 | |||||
| 38 | 0.0 | 14,962.2 | 818.9 | 597.8 | 16,379.0 | |||||
| 39 | 0.0 | 14,962.2 | 818.9 | 597.8 | 16,379.0 | |||||
| 379,998.9 | 132,841.2 | 13,979.0 | 36,913.3 | 563,732.4 | ||||||
| 19.2.4 | Operating Costs |
The total operating cost for the Project is estimated to range from USD 78.03 to USD 105.01 per tonne of MOP produced after ramp-up completion from year 4 to year 20 during which production is at least 75% of the designed 2.44 MTPA (full run production rate). The annual average of all operating costs, within the full run rate production period, amounts to USD 192.5 million (pre-tax basis).
The detailed, year by year, LOM projections of total costs and unit costs per tonne of ore and per tonne of MOP, by activity and by commodity, are shown in Table 143 and Table 144, respectively.
| 19.2.5 | Revenue |
The projections of net revenue are based on the quantity of MOP to be sold at the price forecasted by CRU (Brazil Potash Final Report of 9/14/22). CRUs forecast reflects the prices for the period 2028-2046, in real dollars of 2021, on the basis FOB Autazes (Urucurituba).
For this Economic Analysis, the year 2029 was assumed as year 1 of operation of the Project. To adjust the projected prices to reflect the same purchasing power of the US dollar for 2022, the variation measured by the PPI (Producer Price Index, final demand minus food, energy and services published by the U.S. Bureau of Labor Statistics), between July 2021 and July 2022, of 5.8%, was applied.
Table 135 shows the long-term prices on the FOB Autazes basis explained in Chapter 16 based on the marketing study presented by CRU for the project lifetime in real dollars of 2021 and the adjusted prices for 2022.
Table 135 MOP sale price (FOB Urucurituba) (CRU, 2022, /12/)
| MOP Price FOB Urucurituba
|
||||||
| Calendar
Year
|
Project
Year
|
($2021 USD/t)
|
($2022 USD/t)
|
|||
| 2029 | 1 | 312.0 | 330.1 | |||
| 2030 | 2 | 342.0 | 361.8 | |||
| 2031 | 3 | 371.0 | 392.5 | |||
| 2032 | 4 | 400.0 | 423.2 | |||
| 2033 | 5 | 430.0 | 454.9 | |||
| 2034 | 6 | 460.0 | 486.7 | |||
| 2035 | 7 | 490.0 | 518.4 | |||
| 2036 | 8 | 521.0 | 551.2 | |||
| 2037 | 9 | 551.0 | 583.0 | |||
| 2038 | 10 | 554.0 | 586.1 | |||
| 2039 | 11 | 556.0 | 588.2 | |||
| 2040 | 12 | 558.0 | 590.4 | |||
| 2041 | 13 | 560.0 | 592.5 | |||
| 2042 | 14 | 563.0 | 595.7 | |||
273
| MOP Price FOB Urucurituba | ||||||
| Calendar
Year
|
Project
Year
|
($2021 USD/t)
|
($2022 USD/t)
|
|||
| 2043 | 15 | 565.0 | 597.8 | |||
| 2044 | 16 | 567.0 | 599.9 | |||
| 2045 | 17 | 570.0 | 603.1 | |||
| 2046-2051 | 18-23 | 572.0 | 605.2 | |||
The annual average gross revenue during the full run rate production period (years 4 to 20) is USD 1,251.9 million. MOP Sales are taxed by ICMS at the effective rate of 4.00%, as detailed in Section 19.2.6.2. A royalty is also due to the government (CFEM) on sales at the rate of 2% of the gross revenue and royalties at a rate of 1% of the gross revenue to owners of surface rights of any land not owned by BPC.
The net revenue, after deduction of ICMS and CFEM, averages USD 1,166.0 million during the same period. The ICMS and CFEM taxation is detailed in Section 19.2.6 Taxation. Annual projections are shown in Table 145.
| 19.2.6 | Taxation |
The tax analysis for the Autazes Potash Project takes into consideration current tax laws applied to capital costs, operating costs, MOP sales and profits. This work was developed from the identification and analysis of the basic taxes applicable to the various activities of the Project and respective tax benefits provided for by the legislation of each tribute, whether at the Federal, State or Municipal level. The taxes included in the Project, as well as the legal basis that support the parameters and assumptions adopted, are presented in APPENDIX 27.
The relevant taxes included in the analysis are summarized in the following sub-items.
| 19.2.6.1 | List of Taxes |
|
Federal Level
|
||
|
II
|
Imposto de Importação
|
|
|
IPI
|
Imposto sobre Produtos Industrializados
|
|
|
IRPJ
|
Imposto de Renda da Pessoa Jurídica
|
|
|
CSLL
|
Contribuição Social sobre o Lucro Líquido
|
|
|
COFINS
|
Contribuição para o Financiamento da Seguridade Social
|
|
|
PIS
|
Programa de Integração Social
|
|
|
CFEM
|
Compensação Financeira pela Exploração de Recursos Minerais
|
|
|
AFRMM
|
Adicional ao Frete para Renovação da Marinha Mercante
|
|
|
CIDE
|
Contribuições de Intervenção no Domínio Econômico
|
|
|
State Level
|
||
| ICMS |
Imposto sobre Operações Relativas à Circulação de Mercadorias e sobre
Prestação de Serviços de Transporte Interestadual e Intermunicipal e de Comunicação |
|
| DIFAL
|
Complemento relativo ao Diferencial de Alíquotas do ICMS
|
|
|
Municipal Level
|
||
|
ISSQN |
Imposto sobre Serviços de Qualquer Natureza |
|
| 19.2.6.2 | Taxes on MOP Sales |
Federal level taxes: PIS, COFINS and IPI:
274
MOP is classified as NT, that is, not taxed by the IPI (TIPI Tabela de Incidência do IPI).
| ICMS: | Current scenario in the State of Amazonas: |
The ICMS law of Amazonas follows the legislation applied in all other States in Brazil for the fertilizer sector. The Interstate Agreement of ICMS (CONFAZ 100/97 and amendments by Agreement ICMS 026/2021), ratifying its effects on the Regulation of ICMS approved by Decree 20,686 of December 28, 1999, establishes the reduction of the ICMS calculation base, so that the tax burden is equivalent to the application of the percentage of 4.00% (four percent) on the value of the operation on the interstate sales. For sales inside the State the legislation foresees a reduction of 30% in the ICMS calculation basis, providing an effective rate of 12.60% (18% x (1-30%). The state legislation assures the maintenance of all ICMS credits on purchases of equipment, supplies and electrical energy. BPC has started negotiations with the State of Amazonas for the grant of additional ICMS credits on MOP sales, as described in Section 19.2.6.7.
| 19.2.6.3 | CFEM Royalty |
Royalty paid to the Federal Government Compensação Financeira pela Exploração de Recursos Minerais (CFEM).
For MOP, the applicable CFEM rate is 2%. CFEM is calculated on the basis of net sales revenues, corresponding to the gross revenue FOB (Free On Board) Urucurituba deducted from ICMS, PIS and COFINS on sales.
Royalties at a rate of 1% are payable to owners of surface rights of any land not owned by BPC. The calculation basis for these royalties is similar to CFEM. For additional information refer to Section 3.5.
| 19.2.6.4 | Taxes on CAPEX and OPEX |
Tax analysis on the CAPEX and OPEX was developed using the update cost estimates prepared by ERCOSPLAN. Tax classification requires very detailed work, based on the General Rules of the Common External Tariff (TEC) of Mercosul (Southern Common Market) and also on the Industrialized Products Tax Table (TIPI), as defined in legislation. Basic incidence of taxes at federal, state and municipal levels was applied, as well as tax benefits provided for by legislation, taking into account the activity and location of the Project. Taxation on the CAPEX and OPEX estimates, on projects revenue and profits, including applicable tax benefits, were updated according to the current tax legislation in 2022.
| 19.2.6.5 | Taxes on Profits |
Corporate income tax (IRPJ):
Brazilian corporate income tax is a federal tax charged on the net taxable income. It applies at a basic rate of 15% and a surplus of 10% on the annual income, totaling a 25% load. IRPJ payable may be reduced if the company obtain a benefit from SUDAM as described in Section 19.2.6.6.
Social contribution on net profits (CSLL):
Social contribution (CSLL) is applied on a similar calculation basis as defined for the corporate income tax. The applicable rate of CSLL is 9% on net income.
19.2.6.6 SUDAM Incentives
The Project is considered to be eligible for the tax incentive provided by the Superintendência do Desenvolvimento da Amazônia (SUDAM). This incentive entails a 75% reduction on the IRPJ payable by the Project for ten years of production given it is a new investment in the Legal Amazonia area, subject to approval by SUDAM.
Two 10-year periods of 75% reduction in income tax payable were considered in this Study. The first period, if granted, is expected to start in year 3, during the last year of the ramp-up phase of the project, and finish in year 12. A second period of ten years of benefit, if granted, would be based on the plant modernization, planned to occur at the beginning of year 13 and would remain in force until the end of the life of the mine, year 23.
| 19.2.6.7 | ICMS: Tax Credits Assumptions |
BPC has started negotiations with the Amazon State Government for a tax benefit to reduce the ICMS burden on the sales of MOP. Although still an ongoing process, the Government has confirmed the following negotiated benefits, through an official document as presented in APPENDIX 27 (Ofício nº 154/2016 GS/SEPLAN-CTI of March, 17, 2016). No conditions have been required from BPC beyond the construction of the Project in the region.
| | ICMS credit on MOP sales external to the State of Amazonas. The proposal under negotiation provides a 100% rate reduction credit for the first three years, with gradual reduction until the sixth year of operation as shown in Table 136. |
Table 136 ICMS credit on sales
| Year
|
Credit Rate (%)
|
|
| 1 to 3 |
100% |
275
| 4 |
75% | |
| 5 |
50% | |
| 6 |
30% | |
| 7 to end |
30% |
In addition to the ICMS credit on sales, the Amazonas States proposal also includes:
| | Deferral of the ICMS levied on imports and purchases within the Amazonas State of items for fixed assets (CAPEX); |
| | Deferral of the additional ICMS levied on purchases from outside the Amazonas State of items for fixed assets (CAPEX); and |
| | Exemption of the ICMS levied on electrical energy used in operating activities of the project (OPEX). |
| 19.2.7 | Exchange Rate |
Economic projections are reported in 2022 US dollars utilizing a base case exchange rate of BRL/USD = 5.25 dollar (USD). This exchange rate was utilized for the initial capital estimation, as well as the long-term rate during operation of the mine including operating costs, sustaining capital and mine closure costs. Project economics at a range of exchange rates (±20%) are assessed as part of the project sensitivity analysis in Section 19.4.1.
The base case exchange rate of BRL/USD = 5.25 is within the range of historical actual rates over the past 2 years as shown in Figure 136. The forecasted exchange rate adopted is in accordance with the median of the forecasts for the period Q2 2022 to Q4 2025 of the Top 5 Brazilian independent market analysts listed in the Banco Central Do Brasils weekly publication Focus Market Readout.
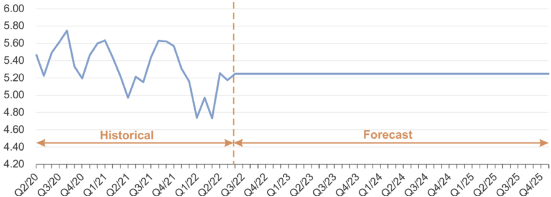
Figure 136 Exchange rate BRL/USD
| 19.2.8 | Discount Rate |
The discount rate adopted for the calculation of the NPV of the Projects free cash flow was 8.1%. This rate represents the BPC´s estimated WACC (Weighted Average Capital Cost).
The methodology for the estimate of the BPCs WACC is detailed below. Additionally, a sensitivity analysis showing the Projects NPV in a range of discount rates between 5.1% to 13.1%, is presented in Section 19.4.2.
Equity Capital Cost
The cost of the equity capital (ke%) was estimated using the CAPM (Capital Asset Pricing Model) methodology.
ke% = Rf + ß x (Rm - Rf)
A set of the 5 largest companies by market capitalization, listed directly or through American Depositary Receipts at NYSE, was used as a proxy to estimate the market risk premium (beta) for BPC. The methodology considered the effect of leverage in the beta of each of the companies, as well as the effect of the income tax, incident in its countries of origin. Table 137 presents the list of companies, the respective levered and unlevered betas for each company as well as the average unlevered beta of the set of companies, adopted as BPCs unlevered beta.
Table 137 Unlevered beta for BPC
| Company | Country | Market cap (USD bn) |
Beta | D/E | Income Tax Rate (%) |
Unlevered Beta |
||||||||
|
Nutrien Ltd. |
NTR | Canada | 39.08 | 0.85 | 52/47 | 31.00% | 0.48 | |||||||
|
CF Industries Holdings Inc. |
CF | USA | 16.93 | 1.08 | 67/32 | 21.00% | 0.41 | |||||||
|
Sociedad Química y Minera de Chile S.A. |
SQM | Chile | 22.08 | 0.95 | 55/44 | 27.00% | 0.49 | |||||||
|
The Mosaic Company |
MOS | USA | 15.77 | 1.55 | 51/48 | 21.00% | 0.84 | |||||||
|
ICL Group Ltd. |
ICL | Israel | 9.81 | 0.96 | 58/41 | 23.00% | 0.46 | |||||||
|
Average |
- | 0.54 | ||||||||||||
The financial information for the listed companies, including D/E ratios and betas were obtained from their financial reports as of December 31, 2021 (WSJ Markets, 2022, /60/).
The effective income tax rate for the Autazes Project is as follows:
t = (IRPJ% x (1-SUDAM Benefit%) + CSLL%)
t = (25% x (1-75%) + 9%)
t = 15.25%
Based on the planned target capital structure Debt/Equity = 60/40, and on the average un-levered beta estimates for the set of companies, the market risk premium for BPC is estimated as following:
ß = Unlevered ß x (1 t) x D/E
ß = 0.54 x (1 15.25%) x 60/40
ß = 1.22
As the risk-free rate, the annual yield of the 10-years to maturity U.S. Treasury Bonds was adopted. Rf = 0.7% p.y (Nasdaq Data Link, 2022, /40/).
The average of the last 5 years (August/17 to July/22) of the S&P 500 Index, adjusted for inflation, was adopted as the market return. Rm = 8.5% p.y. (Banco National do Desenvolvimento, 2022, /5/), (U.S. Bureau of Labor Statistics, 2022, /53/)
The resulting equity capital cost estimated for BPC is:
ke% = Rf + ß x (RmRf)
ke% = 0.7% + 1.22 x (8.5% - 0.65%)
ke% = 10.3%
Debt Capital Cost
The estimate of the debt cost of capital was based on the long-term interest rate practiced in Brazil, which is a market reference, the TLP of the BNDES - Banco Nacional do Desen-volvimento Econômico e Social. The interest rate is 7.9% p.y. (5.9% plus a spread of 2.0%) (Banco National do Desenvolvimento, 2022, /5/). Considering the effective income tax rate for the Autazes Project, the estimate of the cost of debt capital is:
kd% = Interest Rate x (1-t)
kd% = 7.9% x (1-15.25%)
kd% = 6.7%
WACC (Weighted Average Capital Cost)
Based on the BPCs capital structure, D/E = 60/40, the resulting WACC% is estimated as follows:
WACC = ke% x we% + kd% x wd%
WACC = 10.3% x 40% + 6.7% x 60%
WACC = 8.1%
| 19.2.9 | Evaluation Base Date and Others |
The evaluation base date is the beginning of year -6. All financial modeling and analysis work is based in real terms as at 2022 using real, ungeared discount rates and excludes any financing cost.
| 19.3 | Cash Flow Analysis |
The Projects estimated post-tax, unlevered Net Present Value (NPV) is USD 2,497.6 million using a discount rate of 8.1% which represents the BPCs estimated Weighted Average Capital Cost (WACC). The post-tax, unlevered Internal Rate of Return (IRR) is 15.8% and the average annual earnings before interest, taxes, depreciation and amortization (EBITDA) from full run rate production period is USD 972.8 million. The total undiscounted free cash flow generated over the life of the project is USD 13,879.4 million and the payback period after the startup of the operations is reached at the middle of year 5.
Table 138 summarizes the financial results.
Based on the assumptions used in this PFS, the Project is economically viable, given the significantly positive NPV and IRR as compared to the discount rate adopted.
Table 138 Financial results summary
| Financial Analysis
|
Unit
|
Post-Tax
|
||
| NPV@8.1% |
(USD million) |
2,497.6 | ||
| IRR |
(%) | 15.8% | ||
| Profitability Ratio |
(%) | 127.1% | ||
| EBITDA(*) |
(USD million) |
972.8 | ||
| Total Cash Flow |
(USD million) |
13,879.4 | ||
|
Payback(**) |
(Years) |
5.6 | ||
|
(*) Average year 4-20, full run rate production period |
||||
|
(**) Undiscounted, after start-up |
||||
19.4 Sensitivity Analysis
The sensitivity analysis shows the impact of adjusting key input variables on the Projects NPV and IRR.
In assessing the sensitivity of the project returns, each of these inputs is varied independently of the others. Scenarios combining beneficial or adverse variations simultaneously in two or more variables will have a more marked effect on the economics of the Project than will the individual variations considered. The sensitivity analysis has been conducted assuming no change to the mine plan or schedule.
276
The following Section 19.4.1 shows sensitivity analyses of the Projects NPV and IRR to key input variables. In Section 19.4.2, a sensitivity analysis showing the Projects NPV in a range of discount rates between 5% to 15% is presented.
| 19.4.1 | Sensitivity Analysis to Key Input Variables After Tax, Unlevered NPV and IRR |
As with most mining operations, the cash flows of the project are sensitive not only to commodity prices. The DCFM therefore was varied in a range of ±20% for the key input variables as follows:
| | Exchange rate BRL/USD; |
| | MOP price; |
| | CAPEX; |
| | OPEX. |
Table 139 and Figure 137 present the results of the sensitivity analysis for the Projects NPV on after-tax unlevered basis and for each of the critical variables. NPV results are reported at a discount rate of 10%. Table 140 and Figure 138 present the same for the IRR. As can be seen, the projects returns are highly sensitive to the potash sales price and exchange rate and to a lesser extent to operating costs and capital expenditures.
Table 139 Sensitivity for post-tax, unlevered NPV@8.1%
| Δ% | MOP Price | Exchange Rate | OPEX | CAPEX | ||||||||||||||||
| (%) | USD/t (LOM Avg. FOB Autazes) |
NPV@ 8.1% USD M |
BRL/ USD |
NPV@ 8.1% USD M |
USD/t MOP (Years 4-20) |
NPV@ 8.1% USD M |
USD M | NPV@ 8.1% USD M |
||||||||||||
| 20 | % | 661.2 | 3,576.4 | 6.30 | 2,812.5 | 104.1 | 2,294.4 | 2,989.2 | 2,141.4 | |||||||||||
| 15 | % | 633.6 | 3,307.1 | 6.04 | 2,744.2 | 99.8 | 2,345.2 | 2,864.6 | 2,230.5 | |||||||||||
| 10 | % | 606.1 | 3,037.5 | 5.78 | 2,669.7 | 95.4 | 2,396.0 | 2,740.1 | 2,319.5 | |||||||||||
| 5 | % | 578.5 | 2,767.9 | 5.51 | 2,587.9 | 91.1 | 2,446.8 | 2,615.5 | 2,408.5 | |||||||||||
| 0 | % | 551.0 | 2,497.6 | 5.25 | 2,497.6 | 86.8 | 2,497.6 | 2,491.0 | 2,497.6 | |||||||||||
| -5 | % | 523.4 | 2,226.8 | 4.99 | 2,397.5 | 82.4 | 2,548.3 | 2,366.4 | 2,586.3 | |||||||||||
| -10 | % | 495.9 | 1,956.1 | 4.73 | 2,286.4 | 78.1 | 2,599.0 | 2,241.9 | 2,675.0 | |||||||||||
| -15 | % | 468.3 | 1,684.4 | 4.46 | 2,162.1 | 73.7 | 2,649.4 | 2,117.3 | 2,763.3 | |||||||||||
| -20 | % | 440.8 | 1,412.2 | 4.20 | 2,021.5 | 69.4 | 2,699.8 | 1,992.8 | 2,851.5 | |||||||||||
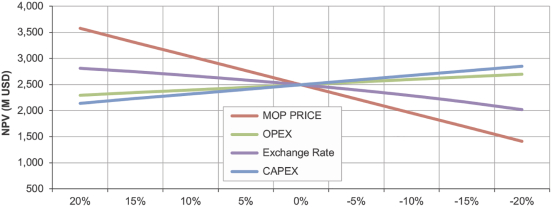
Figure 137 Sensitivity for post-tax, unlevered NPV@8.1%
277
Table 140 Sensitivity post-tax, unlevered IRR
| Δ% | MOP Price | Exchange Rate | OPEX | CAPEX | ||||||||||||
| (%) | USD/t (LOM Avg. FOB Autazes) |
IRR % |
BRL/USD | IRR % |
USD/t MOP | IRR % |
USD M | IRR % |
||||||||
| 20% | 661.2 | 18.2% | 6.30 | 17.2% | 104.1 | 15.3% | 2,989.2 | 14.1% | ||||||||
| 15% | 633.6 | 17.7% | 6.04 | 16.9% | 99.8 | 15.4% | 2,864.6 | 14.5% | ||||||||
| 10% | 606.1 | 17.1% | 5.78 | 16.6% | 95.4 | 15.6% | 2,740.1 | 14.9% | ||||||||
| 5% | 578.5 | 16.5% | 5.51 | 16.2% | 91.1 | 15.7% | 2,615.5 | 15.4% | ||||||||
| 0% | 551.0 | 15.8% | 5.25 | 15.8% | 86.8 | 15.8% | 2,491.0 | 15.8% | ||||||||
| -5% | 523.4 | 15.2% | 4.99 | 15.4% | 82.4 | 16.0% | 2,366.4 | 16.4% | ||||||||
| -10% | 495.9 | 14.5% | 4.73 | 15.0% | 78.1 | 16.1% | 2,241.9 | 16.9% | ||||||||
| -15% | 468.3 | 13.8% | 4.46 | 14.5% | 73.7 | 16.2% | 2,117.3 | 17.5% | ||||||||
| -20% | 440.8 | 13.0% | 4.20 | 14.0% | 69.4 | 16.4% | 1,992.8 | 18.1% | ||||||||
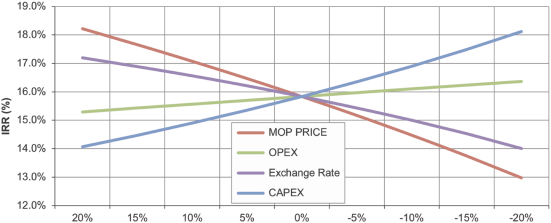
Figure 138 Sensitivity post-tax, unlevered IRR
| 19.4.2 | Sensitivity Analysis NPV x Discount Rate |
Table 141 and Figure 139 present a sensitivity analysis showing the Projects NPV in a range of discount rates between 5.1% to 13.1%.
Table 141 Sensitivity post-tax, unlevered NPV x discount rate
|
Discount Rate
|
||
| (%) | NPV USD M | |
| 5.1% | 4,863.6 | |
| 6.1% | 3,924.8 | |
| 7.1% | 3,145.8 | |
| 8.1% | 2,497.6 | |
| 9.1% | 1,956.7 | |
| 10.1% | 1,504.2 | |
| 11.1% | 1,124.9 | |
| 12.1% | 806.2 | |
| 13.1% | 538.0 | |
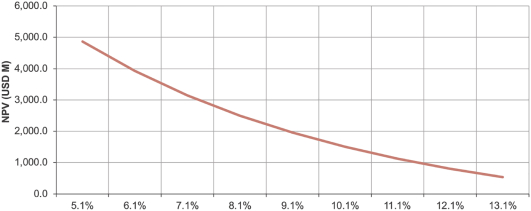
Figure 139 Sensitivity post-tax, unlevered NPV x Discount Rate
| 19.5 | Financial Projections |
Table 142 Production flow
| Annual Projections |
Project Year-> | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |||||||||||||||||||||||||||||||||||||||||||||||||
| OPERATING ASSUMPTIONS |
Total LOM | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| MINING |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ROM |
(000t) | 171,254.8 | 3,212.6 | 5,644.9 | 7,925.2 | 8,429.9 | 8,035.1 | 8,797.5 | 8,204.6 | 8,294.1 | 8,264.1 | 8,392.0 | 8,355.2 | 8,719.4 | 8,505.9 | 7,948.2 | ||||||||||||||||||||||||||||||||||||||||||||||||
| PROCESSING |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| MOP Production |
(000t) | 44,438.9 | 691.9 | 1,249.9 | 1,817.3 | 2,049.7 | 2,149.2 | 2,189.7 | 2,336.4 | 2,248.6 | 2,463.1 | 2,445.6 | 2,229.3 | 2,373.8 | 2,471.1 | 2,427.8 | ||||||||||||||||||||||||||||||||||||||||||||||||
| Annual Residues |
| 124,175.2 | 2,520.7 | 4,394.9 | 6,108.0 | 6,380.2 | 5,886.0 | 6,607.8 | 5,868.2 | 6,045.5 | 5,801.0 | 5,946.4 | 6,125.9 | 6,345.6 | 6,034.8 | 5,520.5 | ||||||||||||||||||||||||||||||||||||||||||||||||
| BACKFILLING |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Tailings Backfilling |
(000t) | 2,640.7 | | | | | | | | | | | | | | | ||||||||||||||||||||||||||||||||||||||||||||||||
| LOGISTICS |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Output to Urucurituba |
(000t) | 44,438.9 | 691.9 | 1,249.9 | 1,817.3 | 2,049.7 | 2,149.2 | 2,189.7 | 2,336.4 | 2,248.6 | 2,463.1 | 2,445.6 | 2,229.3 | 2,373.8 | 2,471.1 | 2,427.8 | ||||||||||||||||||||||||||||||||||||||||||||||||
| Inventory at Urucurituba |
| | 19.2 | 34.7 | 50.5 | 56.9 | 59.7 | 60.8 | 64.9 | 62.5 | 68.4 | 67.9 | 61.9 | 65.9 | 68.6 | 67.4 | ||||||||||||||||||||||||||||||||||||||||||||||||
| Output to DCs |
| 44,438.9 | 672.6 | 1,234.4 | 1,801.5 | 2,043.3 | 2,146.4 | 2,188.6 | 2,332.3 | 2,251.0 | 2,457.2 | 2,446.1 | 2,235.3 | 2,369.8 | 2,468.4 | 2,429.0 | ||||||||||||||||||||||||||||||||||||||||||||||||
| Annual Projections |
Project Year-> | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | |||||||||||||||||||||||||||||||||||||||||||||||||
| OPERATING ASSUMPTIONS |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| MINING |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ROM |
(000t) | 7,950.1 | 8,024.1 | 8,498.9 | 8,492.4 | 8,386.9 | 8,570.2 | 5,862.0 | 4,889.7 | 1,851.7 | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| PROCESSING |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| MOP Production |
(000t) | 2,416.7 | 2,299.9 | 1,965.7 | 2,053.7 | 1,718.2 | 1,874.6 | 1,441.6 | 1,171.0 | 354.1 | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| Annual Residues |
| 5,339.0 | 5,177.2 | 5,983.2 | 5,888.6 | 6,133.7 | 6,431.4 | 4,420.4 | 3,718.8 | 1,497.5 | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| BACKFILLING |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Tailings Backfilling |
(000t) | 194.4 | 547.0 | 550.1 | 550.1 | 535.0 | 264.2 | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| LOGISTICS |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Output to Urucurituba |
(000t) | 2,416.7 | 2,299.9 | 1,965.7 | 2,053.7 | 1,718.2 | 1,874.6 | 1,441.6 | 1,171.0 | 354.1 | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| Inventory at Urucurituba |
| 67.1 | 63.9 | 54.6 | 57.0 | 47.7 | 52.1 | 40.0 | 32.5 | 9.8 | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| Output to DCs |
| 2,417.0 | 2,303.1 | 1,975.0 | 2,051.3 | 1,727.5 | 1,870.3 | 1,453.6 | 1,178.5 | 376.8 | 9.8 | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
278
Table 143 Operating costs by activity
| Annual Projections |
|
Project Year-> | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | ||||||||||||||||||||||||||||||||||||||||||||||
|
OPERATING COSTS BY ACTIVITY (Pre-Tax basis) |
Total LOM | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Total |
(000USD) | 3,978,025.9 | 76,577.0 | 139,364.3 | 180,648.0 | 194,779.3 | 193,309.1 | 197,815.5 | 196,568.9 | 195,937.5 | 196,307.6 | 202,812.2 | 185,933.0 | 194,710.4 | 197,105.4 | 190,296.9 | ||||||||||||||||||||||||||||||||||||||||||||||
| Mining |
| 1,290,275.2 | 30,138.6 | 56,674.8 | 62,657.9 | 65,732.4 | 64,421.6 | 61,602.4 | 60,701.5 | 61,970.7 | 56,162.7 | 62,147.1 | 53,698.9 | 55,361.2 | 56,608.7 | 55,518.9 | ||||||||||||||||||||||||||||||||||||||||||||||
| Processing |
| 2,301,612.6 | 39,936.1 | 71,038.2 | 101,314.1 | 110,717.7 | 110,474.4 | 116,824.5 | 116,394.2 | 114,798.3 | 120,014.2 | 120,465.2 | 113,083.0 | 119,173.3 | 120,070.5 | 115,112.7 | ||||||||||||||||||||||||||||||||||||||||||||||
| Logistics |
| 211,648.3 | 3,229.0 | 5,899.7 | 8,600.9 | 9,740.0 | 10,226.2 | 10,424.9 | 11,113.6 | 10,717.8 | 11,710.6 | 11,649.4 | 10,638.1 | 11,291.8 | 11,759.7 | 11,566.9 | ||||||||||||||||||||||||||||||||||||||||||||||
| G&A |
| 174,489.8 | 3,273.3 | 5,751.5 | 8,075.0 | 8,589.2 | 8,186.9 | 8,963.6 | 8,359.6 | 8,450.7 | 8,420.2 | 8,550.6 | 8,513.1 | 8,884.1 | 8,666.6 | 8,098.4 | ||||||||||||||||||||||||||||||||||||||||||||||
| Unitary Cost per tonne of Ore |
(USD/t ROM) | 23.23 | 23.84 | 24.69 | 22.79 | 23.11 | 24.06 | 22.49 | 23.96 | 23.62 | 23.75 | 24.17 | 22.25 | 22.33 | 23.17 | 23.94 | ||||||||||||||||||||||||||||||||||||||||||||||
| Mining |
|
29.03 | 43.56 | 45.34 | 34.48 | 32.07 | 29.98 | 28.13 | 25.98 | 27.56 | 22.80 | 25.41 | 24.09 | 23.32 | 22.91 | 22.87 | ||||||||||||||||||||||||||||||||||||||||||||||
| Processing |
| 51.79 | 57.72 | 56.83 | 55.75 | 54.02 | 51.40 | 53.35 | 49.82 | 51.05 | 48.72 | 49.26 | 50.73 | 50.20 | 48.59 | 47.41 | ||||||||||||||||||||||||||||||||||||||||||||||
| Logistics |
| 4.76 | 4.67 | 4.72 | 4.73 | 4.75 | 4.76 | 4.76 | 4.76 | 4.77 | 4.75 | 4.76 | 4.77 | 4.76 | 4.76 | 4.76 | ||||||||||||||||||||||||||||||||||||||||||||||
| G&A |
| 3.93 | 4.73 | 4.60 | 4.44 | 4.19 | 3.81 | 4.09 | 3.58 | 3.76 | 3.42 | 3.50 | 3.82 | 3.74 | 3.51 | 3.34 | ||||||||||||||||||||||||||||||||||||||||||||||
| Unitary Cost per tonne of MOP |
(USD/t MOP) | 89.52 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 110.68 | 111.50 | 99.41 | 95.03 | 89.95 | 90.34 | 84.13 | 87.14 | ||||||||||||||||||||||||||||||||||||||||||||||
| Mining |
| 29.03 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 43.56 | 45.34 | 34.48 | 32.07 | 29.98 | 28.13 | 25.98 | 27.56 | ||||||||||||||||||||||||||||||||||||||||||||||
| Processing |
| 51.79 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 57.72 | 56.83 | 55.75 | 54.02 | 51.40 | 53.35 | 49.82 | 51.05 | ||||||||||||||||||||||||||||||||||||||||||||||
| Logistics |
| 4.76 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 4.67 | 4.72 | 4.73 | 4.75 | 4.76 | 4.76 | 4.76 | 4.77 | ||||||||||||||||||||||||||||||||||||||||||||||
| G&A |
| 3.93 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 4.73 | 4.60 | 4.44 | 4.19 | 3.81 | 4.09 | 3.58 | 3.76 | ||||||||||||||||||||||||||||||||||||||||||||||
| Annual Projections |
Project Year-> | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | |||||||||||||||||||||||||||||||||||||||||||||||
| OPERATING COSTS BY ACTIVITY (Pre-Tax basis) |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Total |
(000USD) | 194,562.7 | 190,051.9 | 186,744.9 | 188,025.2 | 180,771.7 | 188,853.5 | 137,164.0 | 117,385.0 | 55,346.5 | 35.8 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Mining |
| 59,612.3 | 57,947.2 | 60,680.0 | 59,458.0 | 62,906.2 | 64,955.4 | 47,659.9 | 43,665.4 | 29,993.4 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Processing |
| 114,854.3 | 112,502.5 | 107,615.5 | 109,730.4 | 100,758.4 | 105,877.8 | 76,332.6 | 62,898.4 | 21,626.3 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Logistics |
| 11,511.1 | 10,964.7 | 9,393.9 | 9,772.7 | 8,215.4 | 8,913.2 | 6,907.3 | 5,602.9 | 1,764.6 | 33.8 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| G&A |
| 8,100.3 | 8,175.7 | 8,659.5 | 8,652.8 | 8,545.3 | 8,732.1 | 5,972.7 | 4,982.1 | 1,886.6 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Unitary Cost per tonne of Ore |
(USD/t ROM) | 24.41 | 23.63 | 21.93 | 22.09 | 21.51 | 21.99 | 23.35 | 23.96 | 29.85 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Mining |
| 7.50 | 7.22 | 7.14 | 7.00 | 7.50 | 7.58 | 8.13 | 8.93 | 16.20 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Processing |
| 14.45 | 14.02 | 12.66 | 12.92 | 12.01 | 12.35 | 13.02 | 12.86 | 11.68 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Logistics |
| 1.45 | 1.37 | 1.11 | 1.15 | 0.98 | 1.04 | 1.18 | 1.15 | 0.95 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| G&A |
| 1.02 | 1.02 | 1.02 | 1.02 | 1.02 | 1.02 | 1.02 | 1.02 | 1.02 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Unitary Cost per tonne of MOP |
(USD/t MOP) | 80.31 | 82.44 | 94.80 | 91.35 | 105.01 | 100.54 | 94.94 | 100.04 | 156.08 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Mining |
| 24.67 | 25.20 | 30.87 | 28.95 | 36.61 | 34.65 | 33.06 | 37.29 | 84.70 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Processing |
| 47.52 | 48.92 | 54.75 | 53.43 | 58.64 | 56.48 | 52.95 | 53.71 | 61.07 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Logistics |
| 4.76 | 4.77 | 4.78 | 4.76 | 4.78 | 4.75 | 4.79 | 4.78 | 4.98 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| G&A |
| 3.35 | 3.55 | 4.41 | 4.21 | 4.97 | 4.66 | 4.14 | 4.25 | 5.33 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
279
Table 144 Operating costs by commodity
| Annual Projections by Commodity |
Project Year-> | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |||||||||||||||||||||||||||||||||||||||||||||||
|
OPERATING COSTS BY ACTIVITY (Pre-Tax basis) |
Total LOM | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Total |
(000USD) | 3,978,025.9 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 76,577.0 | 139,364.3 | 180,648.0 | 194,779.3 | 193,309.1 | 197,815.5 | 196,568.9 | 195,937.5 | ||||||||||||||||||||||||||||||||||||||||||||||
| Electrical Energy |
| 1,874,894.2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 33,085.6 | 58,906.8 | 82,198.1 | 89,081.4 | 87,494.6 | 93,945.3 | 91,068.3 | 91,473.4 | ||||||||||||||||||||||||||||||||||||||||||||||
| Labour |
| 747,946.2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 15,149.0 | 29,419.1 | 34,245.2 | 36,205.3 | 36,247.9 | 35,210.0 | 36,226.3 | 35,056.3 | ||||||||||||||||||||||||||||||||||||||||||||||
| Repair Parts |
| 568,716.9 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 11,430.5 | 20,560.3 | 26,080.7 | 29,250.5 | 30,373.1 | 27,788.9 | 27,705.4 | 28,492.8 | ||||||||||||||||||||||||||||||||||||||||||||||
| Reagents |
| 237,755.5 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 3,701.6 | 6,687.4 | 9,722.8 | 10,966.4 | 11,498.3 | 11,715.2 | 12,500.2 | 12,030.4 | ||||||||||||||||||||||||||||||||||||||||||||||
| Logistics Plant/ Urucurituba |
| 211,648.3 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 3,229.0 | 5,899.7 | 8,600.9 | 9,740.0 | 10,226.2 | 10,424.9 | 11,113.6 | 10,717.8 | ||||||||||||||||||||||||||||||||||||||||||||||
| Equipment Leasing |
| 14,575.55 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 513.42 | 927.56 | 1,348.57 | 1,521.06 | 1,594.85 | 1,624.93 | 1,733.81 | 1,668.65 | ||||||||||||||||||||||||||||||||||||||||||||||
| Others, G&A |
| 174,489.80 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 3,273.28 | 5,751.48 | 8,074.96 | 8,589.18 | 8,186.89 | 8,963.65 | 8,359.58 | 8,450.73 | ||||||||||||||||||||||||||||||||||||||||||||||
| Services |
| 88,523.64 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 4,341.67 | 7,217.68 | 7,305.91 | 5,892.92 | 4,785.67 | 5,127.32 | 5,028.43 | 5,132.44 | ||||||||||||||||||||||||||||||||||||||||||||||
| Consumables & Wear Parts |
| 59,475.78 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 1,852.97 | 3,994.20 | 3,070.76 | 3,532.53 | 2,901.49 | 3,015.32 | 2,833.20 | 2,915.00 | ||||||||||||||||||||||||||||||||||||||||||||||
| Unitary Cost per tonne of MOP |
(USD/t MOP) | 89.52 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 110.68 | 111.50 | 99.41 | 95.03 | 89.95 | 90.34 | 84.13 | 87.14 | ||||||||||||||||||||||||||||||||||||||||||||||
| Energy |
| 42.19 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 47.82 | 47.13 | 45.23 | 43.46 | 40.71 | 42.90 | 38.98 | 40.68 | ||||||||||||||||||||||||||||||||||||||||||||||
| Labour |
| 16.83 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 21.90 | 23.54 | 18.84 | 17.66 | 16.87 | 16.08 | 15.51 | 15.59 | ||||||||||||||||||||||||||||||||||||||||||||||
| Repair Parts |
| 12.80 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 16.52 | 16.45 | 14.35 | 14.27 | 14.13 | 12.69 | 11.86 | 12.67 | ||||||||||||||||||||||||||||||||||||||||||||||
| Reagents |
| 5.35 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | ||||||||||||||||||||||||||||||||||||||||||||||
| Logistics Plant/ Urucurituba |
| 4.76 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 4.67 | 4.72 | 4.73 | 4.75 | 4.76 | 4.76 | 4.76 | 4.77 | ||||||||||||||||||||||||||||||||||||||||||||||
| Equipment Leasing |
| 0.33 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.74 | 0.74 | 0.74 | 0.74 | 0.74 | 0.74 | 0.74 | 0.74 | ||||||||||||||||||||||||||||||||||||||||||||||
| Others, G&A |
| 3.93 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 4.73 | 4.60 | 4.44 | 4.19 | 3.81 | 4.09 | 3.58 | 3.76 | ||||||||||||||||||||||||||||||||||||||||||||||
| Services |
| 1.99 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 6.28 | 5.77 | 4.02 | 2.87 | 2.23 | 2.34 | 2.15 | 2.28 | ||||||||||||||||||||||||||||||||||||||||||||||
| Consumables & Wear Parts |
| 1.34 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 2.68 | 3.20 | 1.69 | 1.72 | 1.35 | 1.38 | 1.21 | 1.30 | ||||||||||||||||||||||||||||||||||||||||||||||
280
| Annual Projections by Commodity |
Project Year- > |
15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | |||||||||||||||||||||||||||||||||||||||||||||||
|
OPERATING COSTS BY ACTIVITY (Pre-Tax basis) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Total |
(000USD) | 194,078.0 | 189,590.1 | 186,348.9 | 187,613.9 | 180,425.4 | 188,478.5 | 136,872.5 | 117,148.7 | 55,271.0 | 33.8 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Energy |
| 89,704.5 | 89,484.2 | 90,493.3 | 90,876.7 | 87,825.7 | 90,350.8 | 66,491.2 | 57,398.0 | 28,548.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Labour |
| 36,466.9 | 36,369.2 | 35,174.8 | 36,924.2 | 37,550.4 | 35,618.0 | 26,418.8 | 22,775.5 | 11,191.6 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Repair Parts |
| 30,095.3 | 26,641.5 | 25,169.4 | 24,553.4 | 23,064.4 | 28,966.8 | 18,170.8 | 15,322.8 | 6,450.4 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Reagents |
| 12,929.9 | 12,304.7 | 10,516.7 | 10,987.6 | 9,192.8 | 10,029.5 | 7,712.9 | 6,265.0 | 1,894.6 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Logistics Plant/ Urucurituba |
| 11,511.1 | 10,964.7 | 9,393.9 | 9,772.7 | 8,215.4 | 8,913.2 | 6,907.3 | 5,602.9 | 1,764.6 | 33.8 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Equipment Leasing |
| 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Others, G&A |
| 8,100.31 | 8,175.69 | 8,659.47 | 8,652.81 | 8,545.31 | 8,732.12 | 5,972.74 | 4,982.10 | 1,886.64 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Services |
| 2,903.81 | 3,203.31 | 4,198.10 | 2,787.49 | 3,503.72 | 3,330.07 | 3,279.89 | 3,076.33 | 2,440.68 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Consumables & Wear Parts |
| 2,366.25 | 2,446.85 | 2,743.19 | 3,058.99 | 2,527.53 | 2,538.03 | 1,919.00 | 1,726.13 | 1,094.36 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Unitary Cost per tonne of MOP |
(USD/t MOP) | 80.31 | 82.44 | 94.80 | 91.35 | 105.01 | 100.54 | 94.94 | 100.04 | 156.08 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Electrical Energy |
| 37.12 | 38.91 | 46.04 | 44.25 | 51.11 | 48.20 | 46.12 | 49.02 | 80.62 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Labour |
| 15.09 | 15.81 | 17.89 | 17.98 | 21.85 | 19.00 | 18.33 | 19.45 | 31.60 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Repair Parts |
| 12.45 | 11.58 | 12.80 | 11.96 | 13.42 | 15.45 | 12.60 | 13.09 | 18.21 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Reagents |
| 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 5.35 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Logistics Plant/ Urucurituba |
| 4.76 | 4.77 | 4.78 | 4.76 | 4.78 | 4.75 | 4.79 | 4.78 | 4.98 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Equipment Leasing |
| 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Others, G&A |
| 3.35 | 3.55 | 4.41 | 4.21 | 4.97 | 4.66 | 4.14 | 4.25 | 5.33 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Services |
| 1.20 | 1.39 | 2.14 | 1.36 | 2.04 | 1.78 | 2.28 | 2.63 | 6.89 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
| Consumables & Wear Parts |
| 0.98 | 1.06 | 1.40 | 1.49 | 1.47 | 1.35 | 1.33 | 1.47 | 3.09 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |||||||||||||||||||||||||||||||||||||||||||||||
281
Table 145 Project Cash Flow
| Annual Projections |
Project Year-> | -6 | -5 | -4 | -3 | -2 | -1 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||||||||||||||||||||||||||||||||||||||||||||||
| PRODUCTION SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ROM |
(000t) | 171,254.8 | | | | | | | 3,212.6 | 5,644.9 | 7,925.2 | 8,429.9 | 8,035.1 | 8,797.5 | 8,204.6 | 8,294.1 | ||||||||||||||||||||||||||||||||||||||||||||||
| KCl grade in ROM |
(%) | 27.3 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 22.6 | % | 23.3 | % | 24.1 | % | 25.5 | % | 28.1 | % | 26.2 | % | 29.9 | % | 28.5 | % | |||||||||||||||||||||||||||||||
| Metallurgical Recovery |
(%) | 90.8 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | |||||||||||||||||||||||||||||||
| MOP Product |
(000t) | 44,438.9 | | | | | | | 691.9 | 1,249.9 | 1,817.3 | 2,049.7 | 2,149.2 | 2,189.7 | 2,336.4 | 2,248.6 | ||||||||||||||||||||||||||||||||||||||||||||||
| CASH FLOW SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| GROSS REVENUE |
(000USD) | 24,484,549.9 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 222,038.0 | 446,662.5 | 707,129.6 | 864,711.0 | 976,478.2 | 1,065,131.6 | 1,209,132.8 | 1,240,816.3 | ||||||||||||||||||||||||||||||||||||||||||||||
| MOP Product Sales |
(000t) | 44,438.9 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 672.6 | 1,234.4 | 1,801.5 | 2,043.3 | 2,146.4 | 2,188.6 | 2,332.3 | 2,251.0 | ||||||||||||||||||||||||||||||||||||||||||||||
| MOP price |
(USD/t) | 551.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 330.1 | 361.8 | 392.5 | 423.2 | 454.9 | 486.7 | 518.4 | 551.2 | ||||||||||||||||||||||||||||||||||||||||||||||
| (-) Deductions |
(000USD) | (1,684,537.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (15,276.2 | ) | (30,730.4 | ) | (48,650.5 | ) | (59,492.1 | ) | (67,181.7 | ) | (73,281.1 | ) | (83,188.3 | ) | (85,368.2 | ) | |||||||||||||||||||||||||||||||||||||
| Recoverable Taxes on Revenue |
| (979,382.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (8,881.5 | ) | (17,866.5 | ) | (28,285.2 | ) | (34,588.4 | ) | (39,059.1 | ) | (42,605.3 | ) | (48,365.3 | ) | (49,632.7 | ) | |||||||||||||||||||||||||||||||||||||
| Royalties (CFEM) |
| (705,155.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (6,394.7 | ) | (12,863.9 | ) | (20,365.3 | ) | (24,903.7 | ) | (28,122.6 | ) | (30,675.8 | ) | (34,823.0 | ) | (35,735.5 | ) | |||||||||||||||||||||||||||||||||||||
| (=) Net Revenue |
(000USD) | 22,800,012.9 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 206,761.7 | 415,932.1 | 658,479.1 | 805,218.9 | 909,296.5 | 991,850.5 | 1,125,944.4 | 1,155,448.2 | ||||||||||||||||||||||||||||||||||||||||||||||
| (-) OPERATING COSTS |
(000USD) | (3,987,786.3 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (76,741.9 | ) | (139,665.9 | ) | (181,087.8 | ) | (195,277.6 | ) | (193,832.5 | ) | (198,349.1 | ) | (197,137.6 | ) | (196,486.1 | ) | |||||||||||||||||||||||||||||||||||||
| Pre-tax Operating Costs |
| (3,978,025.9 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (76,577.0 | ) | (139,364.3 | ) | (180,648.0 | ) | (194,779.3 | ) | (193,309.1 | ) | (197,815.5 | ) | (196,568.9 | ) | (195,937.5 | ) | |||||||||||||||||||||||||||||||||||||
| Non Recoverable Taxes |
| (9,760.4 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (164.8 | ) | (301.6 | ) | (439.9 | ) | (498.4 | ) | (523.4 | ) | (533.6 | ) | (568.8 | ) | (548.7 | ) | |||||||||||||||||||||||||||||||||||||
| (=) EBITDA |
(000USD) | 18,812,226.6 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 130,019.9 | 276,266.3 | 477,391.3 | 609,941.2 | 715,464.0 | 793,501.5 | 928,806.8 | 958,962.0 | ||||||||||||||||||||||||||||||||||||||||||||||
| (%) | 76.8 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 58.56 | % | 61.85 | % | 67.51 | % | 70.54 | % | 73.27 | % | 74.50 | % | 76.82 | % | 77.28 | % | ||||||||||||||||||||||||||||||||
| (-) CAPEX |
(000USD) | (3,054,723.3 | ) | (199,279.3 | ) | (498,198.2 | ) | (548,018.0 | ) | (523,108.1 | ) | (398,558.5 | ) | (174,369.4 | ) | (82,977.9 | ) | (117,547.7 | ) | (96,365.0 | ) | (35,615.4 | ) | (54,424.0 | ) | (15,571.4 | ) | (41,429.3 | ) | (19,653.6 | ) | |||||||||||||||||||||||||||||||
| Development Capex |
| (2,490,990.9 | ) | (199,279.3 | ) | (498,198.2 | ) | (548,018.0 | ) | (523,108.1 | ) | (398,558.5 | ) | (174,369.4 | ) | (74,729.7 | ) | (74,729.7 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Pre-Tax Development Capex |
| (2,262,618.6 | ) | (181,009.5 | ) | (452,523.7 | ) | (497,776.1 | ) | (475,149.9 | ) | (362,019.0 | ) | (158,383.3 | ) | (67,878.6 | ) | (67,878.6 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| (50,226.2 | ) | (4,018.1 | ) | (10,045.2 | ) | (11,049.8 | ) | (10,547.5 | ) | (8,036.2 | ) | (3,515.8 | ) | (1,506.8 | ) | (1,506.8 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| (178,146.1 | ) | (14,251.7 | ) | (35,629.2 | ) | (39,192.1 | ) | (37,410.7 | ) | (28,503.4 | ) | (12,470.2 | ) | (5,344.4 | ) | (5,344.4 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Sustaining Capital |
| (418,312.4 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (13,856.9 | ) | (75,017.1 | ) | (22,309.2 | ) | (44,998.8 | ) | (8,643.4 | ) | (29,436.3 | ) | (16,874.2 | ) | ||||||||||||||||||||||||||||||||||||||
| Pre-Tax Sustaining Capital |
| (379,998.9 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (12,667.3 | ) | (67,851.8 | ) | (19,805.8 | ) | (39,907.1 | ) | (8,094.2 | ) | (26,519.7 | ) | (15,779.0 | ) | ||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| (6,708.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (319.1 | ) | (1,862.3 | ) | (144.8 | ) | (249.4 | ) | (82.3 | ) | (134.3 | ) | (46.1 | ) | ||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| (31,605.5 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (870.5 | ) | (5,303.0 | ) | (2,358.5 | ) | (4,842.4 | ) | (466.9 | ) | (2,782.4 | ) | (1,049.1 | ) | ||||||||||||||||||||||||||||||||||||||
| Mine Closure Costs |
| (145,420.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Mine Closure Costs |
| (132,841.2 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| (7,271.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| (5,307.8 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||
| WC movements |
| (0.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (8,248.2 | ) | (28,961.0 | ) | (21,347.9 | ) | (13,306.2 | ) | (9,425.1 | ) | (6,927.9 | ) | (11,993.0 | ) | (2,779.4 | ) | |||||||||||||||||||||||||||||||||||||
| (+/-) Recoverable Taxes Cash Adjustments |
(000USD) | 111,091.3 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 555.1 | 2,852.1 | 7,854.6 | 12,065.9 | 16,438.8 | 19,282.0 | 25,087.0 | 26,420.2 | ||||||||||||||||||||||||||||||||||||||||||||||
| (-) INCOME TAX |
(000USD) | (1,989,244.4 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (54,027.4 | ) | (114,719.0 | ) | |||||||||||||||||||||||||||||||||||||||||||
| Income Taxes (IRPJ/CSLL) |
| (5,378,969.5 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | (16,075.5 | ) | (81,349.0 | ) | (105,709.1 | ) | (165,601.3 | ) | (200,282.1 | ) | (294,889.2 | ) | |||||||||||||||||||||||||||||||||||||||
| SUDAM Incentive & Federal Taxes Offsets |
| 3,389,725.1 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 16,075.5 | 81,349.0 | 105,709.1 | 165,601.3 | 146,254.7 | 180,170.1 | ||||||||||||||||||||||||||||||||||||||||||||||
| (=) CASH FLOW AFTER TAXES |
(000USD) | 13,879,350.3 | (199,279.3 | ) | (498,198.2 | ) | (548,018.0 | ) | (523,108.1 | ) | (398,558.5 | ) | (174,369.4 | ) | 47,597.1 | 161,570.7 | 388,880.8 | 586,391.8 | 677,478.8 | 797,212.1 | 858,437.2 | 851,009.6 | ||||||||||||||||||||||||||||||||||||||||
282
| Annual Projections |
Project Year-> | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | |||||||||||||||||||||||||||||||||||||||||||||||||
| PRODUCTION SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ROM |
(000t) | 8,264.1 | 8,392.0 | 8,355.2 | 8,719.4 | 8,505.9 | 7,948.2 | 7,950.1 | 8,024.1 | 8,498.9 | 8,492.4 | 8,386.9 | 8,570.2 | 5,862.0 | 4,889.7 | |||||||||||||||||||||||||||||||||||||||||||||||||
| KCl grade in ROM |
(%) | 31.3 | % | 30.6 | % | 28.0 | % | 28.6 | % | 30.5 | % | 32.1 | % | 31.9 | % | 30.1 | % | 24.3 | % | 25.4 | % | 21.5 | % | 23.0 | % | 25.8 | % | 25.2 | % | |||||||||||||||||||||||||||||||||||
| Metallurgical Recovery |
(%) | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | 90.8 | % | |||||||||||||||||||||||||||||||||||
| MOP Product |
(000t) | 2,463.1 | 2,445.6 | 2,229.3 | 2,373.8 | 2,471.1 | 2,427.8 | 2,416.7 | 2,299.9 | 1,965.7 | 2,053.7 | 1,718.2 | 1,874.6 | 1,441.6 | 1,171.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| CASH FLOW SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| GROSS REVENUE |
(000USD) | 1,432,421.2 | 1,433,742.1 | 1,314,913.9 | 1,399,031.8 | 1,462,466.4 | 1,446,838.0 | 1,444,827.1 | 1,381,603.8 | 1,191,024.6 | 1,241,369.6 | 1,045,470.7 | 1,131,838.7 | 879,706.9 | 713,201.9 | |||||||||||||||||||||||||||||||||||||||||||||||||
| MOP Product Sales |
(000t) | 2,457.2 | 2,446.1 | 2,235.3 | 2,369.8 | 2,468.4 | 2,429.0 | 2,417.0 | 2,303.1 | 1,975.0 | 2,051.3 | 1,727.5 | 1,870.3 | 1,453.6 | 1,178.5 | |||||||||||||||||||||||||||||||||||||||||||||||||
| MOP price |
(USD/t) | 583.0 | 586.1 | 588.2 | 590.4 | 592.5 | 595.7 | 597.8 | 599.9 | 603.1 | 605.2 | 605.2 | 605.2 | 605.2 | 605.2 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (-) Deductions |
(000USD) | (98,550.6 | ) | (98,641.5 | ) | (90,466.1 | ) | (96,253.4 | ) | (100,617.7 | ) | (99,542.5 | ) | (99,404.1 | ) | (95,054.3 | ) | (81,942.5 | ) | (85,406.2 | ) | (71,928.4 | ) | (77,870.5 | ) | (60,523.8 | ) | (49,068.3 | ) | |||||||||||||||||||||||||||||||||||
| Recoverable Taxes on Revenue |
| (57,296.8 | ) | (57,349.7 | ) | (52,596.6 | ) | (55,961.3 | ) | (58,498.7 | ) | (57,873.5 | ) | (57,793.1 | ) | (55,264.2 | ) | (47,641.0 | ) | (49,654.8 | ) | (41,818.8 | ) | (45,273.5 | ) | (35,188.3 | ) | (28,528.1 | ) | |||||||||||||||||||||||||||||||||||
| Royalties (CFEM) |
| (41,253.7 | ) | (41,291.8 | ) | (37,869.5 | ) | (40,292.1 | ) | (42,119.0 | ) | (41,668.9 | ) | (41,611.0 | ) | (39,790.2 | ) | (34,301.5 | ) | (35,751.4 | ) | (30,109.6 | ) | (32,597.0 | ) | (25,335.6 | ) | (20,540.2 | ) | |||||||||||||||||||||||||||||||||||
| (=) Net Revenue |
(000USD) | 1,333,870.6 | 1,335,100.7 | 1,224,447.8 | 1,302,778.4 | 1,361,848.7 | 1,347,295.6 | 1,345,423.0 | 1,286,549.5 | 1,109,082.1 | 1,155,963.3 | 973,542.3 | 1,053,968.2 | 819,183.1 | 664,133.6 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (-) OPERATING COSTS |
(000USD) | (196,906.9 | ) | (203,408.5 | ) | (186,381.2 | ) | (195,185.6 | ) | (197,600.4 | ) | (190,784.0 | ) | (194,562.7 | ) | (190,051.9 | ) | (186,744.9 | ) | (188,025.2 | ) | (180,771.7 | ) | (188,853.5 | ) | (137,164.0 | ) | (117,385.0 | ) | |||||||||||||||||||||||||||||||||||
| Pre-tax Operating Costs |
| (196,307.6 | ) | (202,812.2 | ) | (185,933.0 | ) | (194,710.4 | ) | (197,105.4 | ) | (190,296.9 | ) | (194,078.0 | ) | (189,590.1 | ) | (186,348.9 | ) | (187,613.9 | ) | (180,425.4 | ) | (188,478.5 | ) | (136,872.5 | ) | (117,148.7 | ) | |||||||||||||||||||||||||||||||||||
| Non Recoverable Taxes |
| (599.3 | ) | (596.3 | ) | (448.2 | ) | (475.2 | ) | (494.9 | ) | (487.0 | ) | (484.6 | ) | (461.8 | ) | (396.0 | ) | (411.3 | ) | (346.4 | ) | (375.0 | ) | (291.5 | ) | (236.3 | ) | |||||||||||||||||||||||||||||||||||
| (=) EBITDA |
(000USD) | 1,136,963.7 | 1,131,692.1 | 1,038,066.7 | 1,107,592.8 | 1,164,248.3 | 1,156,511.6 | 1,150,860.3 | 1,096,497.6 | 922,337.3 | 967,938.1 | 792,770.6 | 865,114.7 | 682,019.0 | 546,748.6 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (%) | 79.37 | % | 78.93 | % | 78.95 | % | 79.17 | % | 79.61 | % | 79.93 | % | 79.65 | % | 79.36 | % | 77.44 | % | 77.97 | % | 75.83 | % | 76.43 | % | 77.53 | % | 76.66 | % | ||||||||||||||||||||||||||||||||||||
| (-) CAPEX |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Development Capex |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Development Capex |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Sustaining Capital |
| (16,410.2 | ) | (97,713.7 | ) | (4,722.9 | ) | (9,458.7 | ) | (9,905.6 | ) | (7,901.2 | ) | (10,231.8 | ) | (11,792.9 | ) | (12,584.6 | ) | (16,265.7 | ) | (7,332.9 | ) | (2,856.2 | ) | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Pre-Tax Sustaining Capital |
| (14,037.2 | ) | (87,936.5 | ) | (4,674.2 | ) | (8,496.2 | ) | (9,077.6 | ) | (7,449.9 | ) | (9,528.5 | ) | (10,709.3 | ) | (12,337.8 | ) | (15,097.8 | ) | (7,265.9 | ) | (2,763.0 | ) | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| (23.2 | ) | (3,477.5 | ) | (6.4 | ) | (6.4 | ) | (35.6 | ) | (46.2 | ) | (64.5 | ) | (48.3 | ) | (47.2 | ) | (66.0 | ) | (6.4 | ) | (41.9 | ) | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| (2,349.9 | ) | (6,299.7 | ) | (42.4 | ) | (956.0 | ) | (792.4 | ) | (405.1 | ) | (638.8 | ) | (1,035.3 | ) | (199.5 | ) | (1,101.8 | ) | (60.6 | ) | (51.3 | ) | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||
| Mine Closure Costs |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Mine Closure Costs |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| WC movements |
| (15,704.8 | ) | (1,014.7 | ) | 10,727.9 | (7,061.7 | ) | (5,208.6 | ) | 1,332.5 | (283.0 | ) | 5,644.6 | 15,980.9 | (4,123.6 | ) | 16,453.8 | (7,854.8 | ) | 21,358.6 | 13,824.8 | ||||||||||||||||||||||||||||||||||||||||||
| (+/-) Recoverable Taxes Cash Adjustments |
(000USD) | 8,643.2 | 400.8 | 141.4 | 411.4 | 1,098.3 | 1,261.2 | 897.5 | 584.4 | (1,633.2 | ) | (979.4 | ) | (2,687.9 | ) | (2,791.5 | ) | (1,178.3 | ) | (1,594.7 | ) | |||||||||||||||||||||||||||||||||||||||||||
| (-) INCOME TAX |
(000USD) | (142,960.0 | ) | (138,391.4 | ) | (129,331.1 | ) | (138,682.9 | ) | (150,605.7 | ) | (154,823.9 | ) | (153,731.2 | ) | (145,674.1 | ) | (119,477.5 | ) | (125,460.1 | ) | (100,405.2 | ) | (111,063.2 | ) | (89,272.1 | ) | (71,269.0 | ) | |||||||||||||||||||||||||||||||||||
| Income Taxes (IRPJ/CSLL) |
| (359,572.6 | ) | (357,223.8 | ) | (325,172.6 | ) | (348,813.6 | ) | (374,782.1 | ) | (382,172.6 | ) | (380,770.3 | ) | (362,519.2 | ) | (302,698.2 | ) | (317,149.5 | ) | (258,427.0 | ) | (284,525.4 | ) | (225,472.6 | ) | (181,563.7 | ) | |||||||||||||||||||||||||||||||||||
| SUDAM Incentive & Federal Taxes Offsets |
| 216,612.5 | 218,832.4 | 195,841.5 | 210,130.7 | 224,176.4 | 227,348.7 | 227,039.1 | 216,845.1 | 183,220.7 | 191,689.4 | 158,021.8 | 173,462.3 | 136,200.6 | 110,294.7 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (=) CASH FLOW AFTER TAXES |
(000USD) | 970,531.9 | 894,973.1 | 914,882.0 | 952,800.9 | 999,626.8 | 996,380.1 | 987,511.8 | 945,259.5 | 804,622.9 | 821,109.3 | 698,798.4 | 740,549.0 | 612,927.3 | 487,709.6 | |||||||||||||||||||||||||||||||||||||||||||||||||
283
| Annual Projections |
Project Year-> | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | |||||||||||||||||||||||||||||||||||||||||||||||||
| PRODUCTION SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ROM |
(000t) | 1,851.7 | | | | | | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| KCl grade in ROM |
(%) | 20.1 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | |||||||||||||||||||||||||||||||||||
| Metallurgical Recovery |
(%) | 90.8 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | |||||||||||||||||||||||||||||||||||
| MOP Product |
(000t) | 354.1 | | | | | | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| CASH FLOW SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| GROSS REVENUE |
(000USD) | 228,040.2 | 5,953.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| MOP Product Sales |
(000t) | 376.8 | 9.8 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| MOP price |
(USD/t) | 605.2 | 605.2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (-) Deductions |
(000USD) | (15,689.2 | ) | (409.6 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable Taxes on Revenue |
| (9,121.6 | ) | (238.1 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Royalties (CFEM) |
| (6,567.6 | ) | (171.4 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| (=) Net Revenue |
(000USD) | 212,351.0 | 5,543.4 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (-) OPERATING COSTS |
(000USD) | (55,346.5 | ) | (35.8 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Pre-tax Operating Costs |
| (55,271.0 | ) | (33.8 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Non Recoverable Taxes |
| (75.6 | ) | (2.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| (=) EBITDA |
(000USD) | 157,004.5 | 5,507.6 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (%) | 68.85 | % | 92.52 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | ||||||||||||||||||||||||||||||||||||
| (-) CAPEX |
(000USD) | 40,259.9 | 18,160.6 | (19,789.5 | ) | (20,285.6 | ) | (20,285.6 | ) | (20,285.6 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | |||||||||||||||||||||||||||||||||||||
| Development Capex |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Development Capex |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Sustaining Capital |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Sustaining Capital |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Mine Closure Costs |
| 0.0 | 0.0 | (20,285.6 | ) | (20,285.6 | ) | (20,285.6 | ) | (20,285.6 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | |||||||||||||||||||||||||||||||||||||
| Pre-Tax Mine Closure Costs |
| 0.0 | 0.0 | (18,530.9 | ) | (18,530.9 | ) | (18,530.9 | ) | (18,530.9 | ) | (1,536.8 | ) | (1,536.8 | ) | (1,536.8 | ) | (1,536.8 | ) | (1,536.8 | ) | (1,536.8 | ) | (1,536.8 | ) | (1,536.8 | ) | |||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| 0.0 | 0.0 | (1,014.3 | ) | (1,014.3 | ) | (1,014.3 | ) | (1,014.3 | ) | (84.1 | ) | (84.1 | ) | (84.1 | ) | (84.1 | ) | (84.1 | ) | (84.1 | ) | (84.1 | ) | (84.1 | ) | |||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| 0.0 | 0.0 | (740.4 | ) | (740.4 | ) | (740.4 | ) | (740.4 | ) | (61.4 | ) | (61.4 | ) | (61.4 | ) | (61.4 | ) | (61.4 | ) | (61.4 | ) | (61.4 | ) | (61.4 | ) | |||||||||||||||||||||||||||||||||||||
| WC movements |
| 40,259.9 | 18,160.6 | 496.1 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (+/-) Recoverable Taxes Cash Adjustments |
(000USD) | (2,105.3 | ) | 68.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||||||||||||||||||||||||||||||||||||||||||||||||
| (-) INCOME TAX |
(000USD) | (47,481.3 | ) | (1,869.2 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| Income Taxes (IRPJ/CSLL) |
| (52,327.4 | ) | (1,872.6 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||
| SUDAM Incentive & Federal Taxes Offsets |
| 4,846.1 | 3.4 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (=) CASH FLOW AFTER TAXES |
(000USD | ) | 147,677.8 | 21,867.1 | (19,789.5 | ) | (20,285.6 | ) | (20,285.6 | ) | (20,285.6 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | (1,682.3 | ) | ||||||||||||||||||||||||||||||||||||
284
| Annual Projections |
Project Year-> | 37 | 38 | 39 | 40 | 41 | 42 | 43 | 44 | 45 | 46 | 47 | 48 | 49 | 50 | |||||||||||||||||||||||||||||||||||||||||||||||||
| PRODUCTION SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ROM |
(000t) | | | | | | | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| KCl grade in ROM |
(%) | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | |||||||||||||||||||||||||||||||||||
| Metallurgical Recovery |
(%) | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | 0.0 | % | |||||||||||||||||||||||||||||||||||
| MOP Product |
(000t) | | | | | | | | | | | | | | | |||||||||||||||||||||||||||||||||||||||||||||||||
| CASH FLOW SUMMARY |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| GROSS REVENUE |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| MOP Product Sales |
(000t) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| MOP price |
(USD/t) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (-) Deductions |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable Taxes on Revenue |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Royalties (CFEM) |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (=) Net Revenue |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (-) OPERATING COSTS |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Pre-tax Operating Costs |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Non Recoverable Taxes |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (=) EBITDA |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (%) | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | 0.00 | % | ||||||||||||||||||||||||||||||||||||
| (-) CAPEX |
(000USD) | (18,061.3 | ) | (16,379.0 | ) | (16,379.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||||||||||||||||||||||||||||||||||||||||||||||
| Development Capex |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Development Capex |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Sustaining Capital |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Sustaining Capital |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Mine Closure Costs |
| (18,061.3 | ) | (16,379.0 | ) | (16,379.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||||||||||||||||||||||||||||||||||||||||||||||
| Pre-Tax Mine Closure Costs |
| (16,499.0 | ) | (14,962.2 | ) | (14,962.2 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||||||||||||||||||||||||||||||||||||||||||||||
| Non-Recoverable Taxes |
| (903.1 | ) | (818.9 | ) | (818.9 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||||||||||||||||||||||||||||||||||||||||||||||
| Recoverable PIS/COFINS |
| (659.2 | ) | (597.8 | ) | (597.8 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | ||||||||||||||||||||||||||||||||||||||||||||||
| WC movements |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (+/-) Recoverable Taxes Cash Adjustments |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (-) INCOME TAX |
(000USD) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Income Taxes (IRPJ/CSLL) |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| SUDAM Incentive & Federal Taxes Offsets |
| 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||||||
| (=) CASH FLOW AFTER TAXES |
(000USD | ) | (18,061.3 | ) | (16,379.0 | ) | (16,379.0 | ) | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | |||||||||||||||||||||||||||||||||||||||||||||
285
| 20 | Adjacent Properties |
The main properties (mineral rights) adjoining the mineral rights areas of BPC for the Autazes Potash Project are, amongst others, properties owned by (SIGMINE ANM, 2021, /47/):
| | Amarillo Mineração do Brasil Ltda. 81 (eighty-one) mineral rights of which only 2 (two) permit exploration and the other 79 (seventy-nine) are already relinquished and ready for auction; |
| | Cowley Mineração Ltda. 8 (eight) mineral rights of which only 2 (two) are applications and the other 6 (six) are already relinquished and ready for auction; |
| | PETROBRAS (including the Fazendinha and Arari Potash Deposit) 45 (forty-five) mineral rights of which are 8 (eight) mining concessions, 4 (four) with the right to request mining, 3 (three) applications and 30 (thirty) permit exploration; |
| | Potássio Ocidental Mineração (POM) Ltda. 69 (sixty-nine) mineral rights of which 15 (fifteen) permit exploration, 3 (three) are applications and 51 (fifty-one) are already relinquished and ready for auction; |
| | GBG Trade Consult Group Eireli 8 (eight) mineral rights of which all are applications. |
The Fazendinha Potash deposit is located south of the Autazes area, in the Nova Olinda region and comprises eight claims (mineral rights areas) with a total area of 511.1 km2 (see Section 5.1). The Arari Potash deposit is located east of the Autazes area and comprises four claims (mineral rights areas) with a total area of 400.0 km2 (ERCOSPLAN, 2007, /14/).
An overview of the adjacent properties is shown in Figure 140.
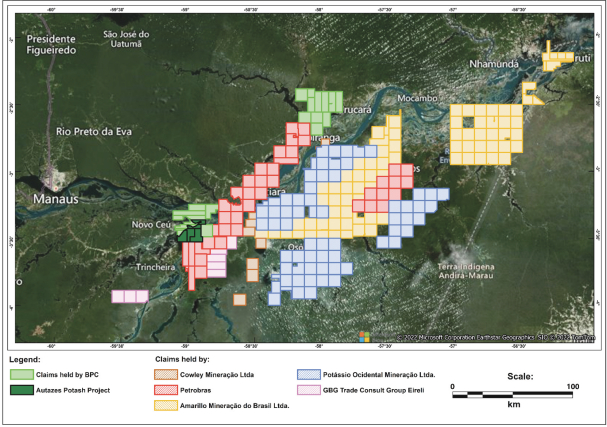
Figure 140 Adjacent properties (SIGMINE ANM, 2021, /47/)
| 20.1 | Immediate Adjacent Properties on the Surface |
Brazilian Law (Mining Code, Decree Law n. 227/1967, Article 27) grants to the titleholder of an exploration license the right to enter the mineral rights area and execute exploration activities by means of a private agreement with the landowner. Should any landowner refuse access to a mineral rights area, under Article 27 of the Brazilian Mining Code a judicial order could be obtained through a specific lawsuit, upon which the local court would guarantee access of the titleholder to the area and settle the amount to be paid to the landowner regarding rent and indemnification.
The holder of a mining concession has exclusive rights to mine the concession area, either on public or private land. Further, the holder of the concession is entitled to servitudes over the land covered by the concession or adjacent to it for mining, processing and infrastructure. The servitudes may be obtained judicially or amicably with the landowner.
PdB has developed a plan to purchase the following properties: (i) 11 properties, which correspond to 581.7 ha (negotiations in progress), and (ii) 7 properties, which correspond to 1,025.09 ha (to be negotiated).
286
| 21 | Other Relevant Data and Information |
This chapter provides information on other relevant data and information required for the execution of the project such as engineering (general approach and critical schedule activities), procurement strategy, materials management, contracting strategy, construction management and program, pre-commissioning, project schedule, project staffing and risk assessment and management.
| 21.1 | Preliminary Project Implementation Plan |
The Autazes Potash Project is a schedule driven project that incorporates a wide range of complexities, including:
| | Semi-remote location; |
| | Weather restrictions; |
| | Limited communication; |
| | Shaft sinking; and |
| | Complex multidiscipline concurrent site developments. |
The BFS Project Implementation Plan (PIP) for the Autazes Potash Project has been developed to meet the requirements of the mine plan. This plan will include two distinct construction phases. During the site preparation and development phase (Phase 1) the prime activities will include:
| | Site mobilization early works, shaft sinking and infrastructure; |
| | Early works activities including: site clearing, grubbing and stripping; |
| | commencement of bulk earthworks; |
| | commencement of piling and foundation installations; |
| | Initial infrastructure development including: |
| | Site access (from both North and South); |
| | Construction roadways; |
| | Laydown and assembly areas; |
| | Contractor support area; |
| | Installation of batch plant; |
| | Site warehousing; |
| | EPCM office establishment; |
| | Early camp development. |
The site preparation and development phase is dedicated to moving the shaft sinking area to a state so as to be self-sufficient in order to complete the shaft sinking scope, which is on the project critical path, and commence mine development operations as early as possible. The construction phase (Phase 2) is dedicated to the construction of a processing plant, further development of associated infrastructure scope and completion of the marine and port facilities.
| 21.2 | Strategy for Implementation |
Engineering, procurement and project management will be conducted from a project office to be defined by BPC. Some work packages with well-defined battery limits, will be developed for execution outside of the project office to take advantage of a lower cost execution center, center of excellence for specific activities and centers with local Brazilian knowledge. All work packages will be coordinated in the local execution center, but managed, monitored and progress reports generated from the project office.
Site management and all construction activities will be conducted from a temporary site office constructed at the site near the entrance to the processing plant. Area specific sub-offices (e.g. mine and port) may be developed as the need develops.
In order to support the early works program in the Implementation Schedule, the development of the temporary construction facilities has a high level of importance.
| 21.3 | Project Drivers |
The main project drivers are:
| | Safe execution resulting in zero harm; |
| | Utilization of local labor resources to the maximum extent practical; |
287
| | Economical and practical solutions; |
| | Schedule; |
| | Quality design and innovative construction techniques; |
| | Environmental protection; |
| | Maximization of off-site fabrication possibilities; particularly in Manaus, where there are extensive machine shops and highly skilled mechanics, welders and electricians. |
| 21.4 | Estimated Construction Quantities |
Table 146 Estimated construction quantities
|
Commodity
|
Unit of Measure
|
Total Quantity
|
||
| Civil works: topsoil removal |
CM | 1,167,160 | ||
| Civil works: Excavation, cut and fill |
CM | 6,752,790 | ||
| Concrete: foundations, slabs, walls, grouting |
CM | 82,298 | ||
| Structural steel: heavy, medium, light ,miscellaneous |
MT | 18,592 | ||
| Structural steel: floor grating, roof/side sheeting etc. |
SM | 25,901 | ||
| Facilities: prefabricated or preassembled |
EA | 20 | ||
| Mechanical equipment: excluding brine evaporation, KCI processing, TMA |
EA | 1,053 | ||
| Platework: tanks, chutes, etc.(excluding KCI processing) |
MT | 2,777 | ||
| Piping: excluding brine evaporation, KCI processing, TMA |
LM | 105,136 | ||
| Electrical cables: electrical, control, ground etc. |
LM | 914,740 | ||
|
Cable trays, conduits: galvanized, aluminum etc. |
LM | 49,370 |
| 21.5 | Location Factors |
The location factors that will impact construction are as follows:
| | The project site is located in the Amazonas Region, approximately 25 km from the city of Autazes; |
| | The project site is somewhat logistically challenged primary access is via barge from Autazes; |
| | The average temperature is 26°C, with 83% humidity; the project site is located 30 m above sea level. |
Wet weather will make construction conditions difficult due to the annual rain seasons which have an average annual rainfall greater than 2,500 mm, including peak months (November through April) with a monthly rainfall average of 300 mm. Earthworks during these rain periods, particularly December through February, should be avoided.
| | Community relations: |
| | The population of the existing Urucurituba village, near the intended port site, will be affected by the Project, and mitigation programs will be applied; |
| | Training programs and employment opportunities are to be considered; |
| | Dust and traffic issues are anticipated and mitigation plans must be implemented. |
| 21.6 | Construction Pre-Qualification Visit |
An in-country investigation was conducted during August 2022 by ERCOSPLAN and BPC, for the purpose of meeting and evaluating several construction companies. In total, nine construction contracting companies were interviewed.
Key findings include:
| | With the exception of the required shaft sinking scope local contractors are capable of handling the entire scope; |
| | Although a potash project similar to the Autazes Potash Project has not been constructed in recent years, the constructors are continuously working with the existing mine operations to facilitate upgrades and repairs. The constructors interviewed in Belo Horizonte are familiar with projects in a mining environment; |
288
| | Typical productivity factors for workers in the region are high considering the expertise the workers have with respect to working in the processing plant environment. There is an opportunity to favorably impact the labor productivity and associated man power counts with a consolidated material management and construction work packaging plan; |
| | The town of Autazes is sufficiently close to the site and of sufficient population based, with supporting infrastructure, to minimize the needs and overall size of the required site construction camp. Ferrying, followed by bussing of workers from the town to the site and arranging accommodation for outside workers is planned, and needs to be firmed up in advance of the construction start; |
| | The town of Autazes is of a sufficient size, approximate population 41,000 in 2021 (PdB, 2022, /42/), with a high level of unemployment so as to be a dependable source of both skilled and unskilled construction labor; |
| | Several of the electro-mechanical contractors surveyed have the capability to provide mobile fabrications shops. These shops have the ability to both spool pipe and pre-assembled selected mechanical and structural components in a controlled facility located on site. There exists an opportunity to improve labor productivity and move labor hours from the site, by utilizing this fabrication methodology for various items such as selected concrete foundations, pipe, steel, chutes and other prefabricated and pre-assembled construction items; |
| | Labor unions play a leading role in contractor methodologies. Project specific labor agreements are negotiated on an annual basis, or longer in certain instances, and labor unrest happens in some projects; |
| | Contractors prefer to supply their own camp accommodation blocks. Contractors have suggested that a site based camp/labor committee be formed early in the Project and include key members of each contractors labor force. |
| 21.7 | Engineering |
| 21.7.1 | General Execution Approach |
Engineering for the next phase of the Autazes Potash Project should be executed in two phases:
| 1. | Early Engineering phase, which needs to include the following activities: |
| | Complete bulk earthworks civil design to support early construction activities for site access and mine development; |
| | Complete outstanding test work to support process studies and next phase of the project; |
| | Perform modularization study to assess potential benefits of adopting modular design approach for processing plant facilities. While modular equipment will have slightly higher supply costs, benefits can be realized in lower installation costs and a more comfortable installation schedule. |
| 2. | Basic and detail engineering phase which is structured as follows: |
| | In parallel with process design activities and model development, procurement is initiated for long lead and design critical equipment packages. These packages are listed in details in the EPC Level 3 schedule provided in APPENDIX 28. The goal is to get these packages early enough to obtain engineering data from suppliers 14 to 18 weeks prior to the 60% model review. This allows the design group to incorporate critical vendor data into the design prior to the 60% model review; |
| | Process design is substantially completed and HAZOP performed prior to the 60% model review; |
| | With the 60% model review, building outlines are frozen and structural design is advanced to support development of engineering work package to support piling contract; |
| | The remainder of the non-critical equipment is purchased so engineering data is available in sufficient time prior to 90% model completion; |
| | Structural steel, platework, piping and E/I&C bulks are scheduled to be procured with engineering IFC data, which enables good supplier selection and eliminates extras due to the changes in quantities; |
| | The main engineering work packages for mechanical/piping/structural/E/I&C installation are developed with IFC data in time to allow sufficient period for contractors to provide good quality lump sum proposals; |
| | Separate engineering and procurement activities are identified to support development and early operation of the first tailings site in 2025. |
| 21.7.2 | Critical Engineering Schedule Activities |
Early engineering activities start in June year -6 and should be complete by January year -5.
The remainder of engineering will be substantially complete by mid-April year -4.
289
Major activities in the engineering schedule, which drive the execution timeline, are as follows:
| | Crystallization plant lead time: the crystallization technology vendor has advised that it will take two years from receipt of order to deliver last pieces of equipment for the crystallization circuit. Bearing in mind the complexity and cost of this package and the necessary time to properly bid and evaluate this equipment, engineering needs to start mid-November year -6 to deliver equipment by the end of year -5 when it is needed on site; |
| | Early bulk earthwork activities in year -5; |
| | Need for operational tailings stacking and brine injection system in year -3 to support waste salt depositing from mine development. |
| 21.8 | Procurement Strategy |
The procurement strategy is to ensure advanced delivery of equipment to site to support the construction schedule and mitigate delays that could affect project completion.
An EPCM (Engineering, Procurement and Construction Management) company will act as procurement agent for purchases by PdB.
The procurement team will initially be based in Brazil, with the possible assistance of HV (high value) procurement teams in China.
The procurement team will manage the procurement, delivery and turnover to the construction contractors of the equipment and materials identified in the contract documents as being project supplied.
In this role, the procurement team will provide a comprehensive procurement and contract management service for all contracts and purchase orders associated with the Project. It is envisaged that this role will include the following activities for which the EPCM will provide dedicated contract and procurement management personnel, experienced in the provision of these services:
| | Prepare procurement and contract package dictionary; |
| | Prepare standard request for quotation (RFQ) forms for contracts, equipment and services; |
| | Pre-qualify suitable national and international contractors, consultants, vendors and suppliers to ensure a minimum of three bids for each contract and/or purchase order; |
| | Prepare invitation to tender (ITT) documentation, issuance of ITT documentation, responding to ITT clarifications and coordinating responses; |
| | Complete commercial and technical bid evaluations and clarifications with support, as required, from both the engineering and construction teams; |
| | Negotiate with the preferred contractor and prepare a recommendation of award for BPC; |
| | Provide contract management and administration services for all contracts/ purchase orders; |
| | Undertake supplier quality surveillance; |
| | Expedite vendor data, drawings and submittals as well as deliveries of materials and equipment per required on site construction need dates; |
| | Purchase order and contracts change management, claims and back charges negotiations; |
| | Safety leadership and management; |
| | Review and approve invoices; and |
| | Close-out purchase orders and contracts. |
The procurement team should utilize its proven project management systems and processes.
A detailed package dictionary, defining the high level procurement strategy of the equipment and materials at the requisition level, is provided in the 2016 BFS report (WorleyParsons, 2016, /57/).
| 21.8.1 | Inspection and Expediting |
The EPCM should have a global network of expeditors and inspectors who ensure equipment and materials are fabricated according to the Project specifications and delivered as per agreed schedules.
Expediting functions include obtaining all required vendors and subcontractors drawings to the Certified or As-built status.
| 21.9 | Freight and Logistics |
It is recommended that a traffic and logistics services company be appointed to be integrated into the project management team to provide all traffic, freight forwarding and logistics services. The service provider should be in place and available to provide support early in the Detailed Engineering phase.
290
The traffic and logistics service company would be responsible for the preparation of a detailed route survey, to participate in design and vendor discussion phases to develop freight strategies and to achieve the following:
| | Minimize out-of-gauge shipments; |
| | Prepare freight plans for each purchase order, ensuring economical and safe transportation within schedule limits; |
| | Provide pre-shipment marine engineering services; |
| | Prepare and manage all customs, shipping and importation documentation; |
| | Handle shipping from vendors facility to site, including handling at a marshaling yard in Manaus and site receiving support; and |
| | Manage and track all shipment components down to line item detail. |
To minimize transportation costs, consolidation points will be established at key shipping terminals and a marshaling yard for consolidation at Manaus. Warehouses for materials receiving and storage will be established at the project site.
Consolidation points and on-site warehouses will consist of indoor and outdoor facilities, and will consider all manufacturers recommendations for storing equipment and materials.
| 21.10 | Materials Management |
| 21.10.1 | Materials Planning |
Materials management provides the coordination of all efforts that are directly related to the timely acquisition and delivery of all project supplied material and equipment. Materials management accomplishes this through planning, executing, monitoring and optimizing all activities and work processes associated with the material supply chain.
The purpose of a Materials Management Plan (MMP) is to identify key activities, work processes, strategies, systems, organization and personnel required to successfully manage material flows on a project. The plan identifies key project materials and communicates the responsibilities of project functions/departments that have direct participation in the work processes which are necessary to support effective material management.
Procurement personnel assigned to the Project will manage, monitor and measure the equipment, materials and services required for the Project. As presented in Figure 141, there is significant collaboration with procurement and engineering in the early stages of the Project during the identification, quantification and validation cycle; this is the interface between Gates 1 and 2, when the requisitions (supply and services) are to be issued.
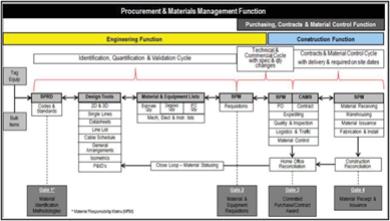
Figure 141 Procurement and materials management
The major technical and commercial activities commence between Gates 2 and 3, when the purchase orders and contracts are to be issued. Having a good understanding and control of the materials, equipment and services required for the Project, the procurement team is able to expedite, inspect and deliver the right material in the right place at the right time. The interface between Gates 3 and 4 is the hand over from home office to construction site.
The EPCM shall be responsible for receipt, security and storage of materials at site. A warehouse and fenced laydown area will be established and managed by the EPCM for all tagged and free issue materials.
| 21.10.2 | Material Control System Implementation |
The Project will implement an integrated Material Control System for project purchased material and equipment. An integrated Material Control System provides control of materials and equipment through the engineering, procurement
291
and construction phases of a project. The system also provides an accounting of quantities required, quantities purchased, under manufacture, in transit, received, held in stock, allocated and issued together with the required stock allocated for each item by line or drawing number.
Generally, an integrated Material Control System is comprises of three modules (engineering, procurement and construction) which reflects the various Project phases and which can be operated independently or in combination. Independent operation of either the procurement or construction module may require the provision of design and process data in an appropriate format and sequence.
An effective Material Control System interfaces with engineering, project control, document control and finance.
| 21.10.3 | Bulk Materials Strategy General |
In order for project bulks to be purchased and made available on time, engineering and procurement will use the 60% model completion data to estimate the bulk quantity required. This estimate will be used to complete the RFQ step of the procurement cycle and obtain relevant pricing and availability data. In order to maximize savings of bulk purchasing overseas and decrease the risk of material surplus and/or shortages the commitment of Purchase Order quantities will not occur until the 90% model complete stage. The 90% model data is more precise and will enable the Project to purchase 100% of the bulks established at that time. Any remaining quantities or top-up will be procured locally either via an instruction to the installation contractor or through the project procurement team.
Only materials and equipment defined as project supply will be purchased and managed through the integrated Material Control System; all other goods labelled as contractor supply will not be tracked and will necessitate constant communication with the relevant contractor.
| 21.10.4 | Bulk Piping |
Until a future Material Assignment Schedule indicates otherwise, the Project will supply all necessary piping bulk materials. Piping bulks include the following:
| | Piping of all material classes and diameters; |
| | Manual valves; and |
| | Nuts, bolts and gaskets. |
Procurement will be conducted as an aggregate requirement for the Project, where quantities from all areas will be consolidated to validate what is required for purchase. The purchased materials will then be distributed across the Project according to their construction work package (CWP).
Material take-off data for Issued for Construction (IFC) piping isometric drawings will be provided by piping engineering. Piping engineering will maintain, within the engineering module of the Material Control System, a central isometric log to track IFC drawing and revision numbers, CWPs and dates of transmittal on a project wide basis. Piping fabrication and installation will be conducted to the latest revision of the isometric drawing. Where isometric drawings are being completed by a third party, the Project will instruct the third party to provide this information in order to upload the Material Control System.
| 21.10.5 | Bulk Steel Strategy |
The current procurement strategy is to procure and fabricate all structural steel items (steelwork, anchor bolts, structural nuts and bolts) internationally and/or locally and free-issue to the relevant installation contractors.
It is the current assumption that structural steel will be packaged and shipped to the Project per CWPs and in accordance with the construction schedule. This also includes the packaging of various CWP relevant ship-loose items including structural nuts, bolts and washers.
The strategy is to have the fabricator provide a clear tag stamp on each steel piece/section. The size and numbering sequence will be reviewed and agreed by the relevant groups at the RFQ stage. The structural steel fabricator will complete the various cut sheets, tagging of the fabricated pieces and providing a complete material take-off per drawing.
Several ease of identification and allocation methodologies should be explored as follows:
| | Stamping the steel piece item number and CWP number on each steel item; |
| | Attaching a small aluminum tag stamped with the CWP number and attaching to the end of the steel section; |
| | Barcoding; and |
| | Radio-frequency identification system (RFID) tags for identified critical steel pieces. |
The structural steel fabricator will provide the Project with complete material take-off data for each IFC drawing in the form of standardized Excel or b file. This will allow the updating of the steel tags in the Material Control System and ensure that tracking of goods by CWP is possible.
292
| 21.10.6 | Bulk Electrical Material |
It is suggested that a strategy for bulk cable be developed in conjunction with engineering, procurement and construction, which will result in the cable pull schedule being the driver for the cable drum management plan.
Generally, a Material Control System only tracks cable per meter. In order to track the cable drum itself, Material Management will receive the cable drum under the cable drum number as a location in the Material Control System, thus providing the Project with visible cable meterage and visible cable drum data.
Cable that is not tagged is generally considered to be construction contractor supply purchased from approved suppliers. This information is not identified in the Material Control System.
| 21.10.7 | Tagged Equipment Strategy |
All Project supplied equipment will be entered and tracked in the Material Control System as a tagged item and will be allocated to a CWP.
All ship-loose (sub-components) accessories that are known at the time of the purchase order will be entered as jewelry tags in the Material Control System. Items not known in advance will be entered in the Material Control System by the package expeditor so as to allow for tracking, receiving, issuing and reporting.
Shipping of equipment will be coordinated with the traffic group. When equipment is received at site, responsibility for care, custody and preservation consistent with specific storage guidelines and industry standards will be with the receiver. All receiving discrepancies will require immediate notification to the appropriate project function.
Advance copies of equipment storage and maintenance procedures will be obtained to assist field personnel in properly storing and maintaining equipment prior to and during construction. For equipment requiring a lifting crew for offloading, preliminary shipping weights will be noted on the advance packing list.
Tagged instruments and valves that appear on piping isometrics will be added to the respective material take-off during design. Materials not appearing on a piping isometric will be added to a dummy material take-off for the respective CWP. Tracking and management of tags from design to delivery to site will be through the standard tracking system of the integrated Material Control System.
| 21.10.8 | Master Storage Plan |
Prior to shipping project supplied materials via river transportation to the project site, the majority of project supplied material will be received at the main material consolidation warehouse located in Manaus. The main warehouse will consist of a secure area with covered and outdoor storage areas.
Once received at the project site, project supplied materials will either be direct issued to the construction contractors, or stored in a secure area.
| 21.10.9 | Field Material Management |
The project field material management team will be responsible for receiving, storing and distributing project supplied field materials to the contractors. The main components of field materials consist of tagged items including equipment, instrumentation, cable, steel, pipe spools and specialty items.
In order to maintain a consistent way of identifying warehouses and storage facility locations, a storage and naming convention will be established. The naming of warehouses and locations will allow easy identification when reading reports and in locating the material for inventory or issue purposes. Storage locations will generally fall into one of the following designations:
| | Warehouse; |
| | Laydown yard; |
| | Shelf or bin; |
| | Pallet. |
Warehouses normally consist of shelf or bin type storage, pallet tack units, floor and container storage. Laydown yard facilities normally are fenced outdoor areas consisting of bay type locations. Laydown yards will be established on a grid system of specified dimensional areas. Mechanical equipment and associated parts, fabricated piping and fabricated structural steel require a more defined storage location. Each lay down area will have truck flow and exit gates.
Materials and equipment stored outside will be stored off the ground by the use of sleepers, dunnage, pallets, etc. Sensitive items stored outside will be covered with tarpaulins, plastic, crated or containerized.
All flanged valves will be stored in a vertical position, with the valve stem protected against corrosion and damage, and valve inlets capped to prevent the entry of moisture or solid materials. Valves will be stored by type, commodity code and size.
293
Flanges will be adequately spaced to prevent damage to the beveled edges and will be suitably protected against corrosion. Pipe fittings will be stored by type, commodity code and size.
Stainless steel pipe and fittings will be segregated from carbon steel pipe and fittings to avoid contamination. Shelving for stainless steel items will be covered with a non-metallic cover or coating.
| 21.10.9.1 | Receipt of Materials and Equipment |
Materials and equipment that are delivered against a supply and install construction contract will be handled as outlined in the appropriate construction contract. All other incoming shipments will be routed to pre-planned locations for receipt and unloading. The receiving locations will be in controlled areas to preclude any materials being issued prior to the material being properly received, identified and documented.
Project related material receipts will be detailed checked against the packing list and purchase order release note at the appropriate storage location. Cases, boxes, etc. will be opened to enable a check of the contents. The packing list will be annotated with the date of receipt/check, detailed storage location, discrepancies, if any, and the signature of the individual responsible for the check. Upon completion of receiving, checking and inspection, all relevant documentation will be transferred for further processing.
Each consignment will be thoroughly inspected for damage prior to unloading. Where damage is obvious, photographs will be taken before unloading. Damage reporting will be in accordance with the Project over, short and damaged (OS&D) procedure. The consignment will be physically checked to ensure that receipts are in accordance with the accompanying shipping documents and the correct number of packages or items has been received.
Project materials that are classified as non-conforming products will be controlled and segregated from other Project materials. Specific storage locations will be established and clearly marked to indicate non-conforming material.
| 21.10.9.2 | Issue/Transfer of Materials and Equipment |
Project supplied materials and equipment will be issued in accordance with the construction schedule to ensure the correct sequence of usage, as follows:
| | Contractors will provide a list of authorized personnel who can sign for receipt of material; |
| | Contractors will request materials a minimum of 72 hours in advance of use; |
| | A material issue report will be generated for each contractor request; |
| | Contractors will inspect all materials prior to receipt; |
| | Contractors assume care, custody, control and preservation requirements for material/equipment when they sign for receipt of same; |
| | Over-issue of material for items normally issued by length, weight or area will be applied to remaining open requirements; |
| | Any damage after receipt is the contractors responsibility; |
The following procedure is applicable to the control of electrical cable:
| | Cable reels will be received as per the provisions of the receiving procedure; |
| | Reel information will be input into the data base/spreadsheet; |
| | Coordination with the Electrical Superintendent will occur to ensure that each cable pull is recorded on the reel record card, or the computer data base. |
| 21.10.9.3 | Preservation |
The Field Material Management Team will manage the preservation and maintenance of equipment and materials, while in storage and prior to issue to the construction contractor.
All relevant data, based on the purchase order, attachments, vendor/manufacturer recommendations and warranty requirements, will be identified and obtained before arrival of equipment to ensure proper preservation and maintenance requirements are in place. These requirements may include:
| | Dehumidification; |
| | Oil coatings and fillings; |
| | Lubrication; |
| | Rotation; |
| | Heating. |
Once storage methods and preservation techniques have been defined and established, periodic maintenance and inspection requirements will be carried out and recorded.
294
| 21.10.10 | Warehouse/Laydown Safety and Security |
| 21.10.10.1 | Safety |
Material handling equipment will be in operation in each of the material storage areas, unloading and/or loading material and equipment. Each individual working or visiting inside the area will be made aware of the environment through the use of adequate signage and the wearing of hi-visibility clothing accessories.
Specific safety issues regarding warehouse and laydown areas include:
| | Fire extinguishers, fire detection systems; |
| | Handling, segregation and storage of hazardous materials; |
| | Stacking of loose materials and use of dunnage; |
| | Contractor equipment and accessories including slings, chains, material handling equipment, etc.; and |
| | Signage. |
| 21.10.10.2 | Security |
General security issues surrounding a warehouse and/or laydown area should be addressed as follows:
| | Any customs bonded warehouse and/or laydown area will be segregated and designated by adequate signage. Entry into these areas will be controlled by customs authorities; |
| | Wherever possible, a perimeter fence will surround the warehouse(s) and laydown areas. A single gate will be controlled by warehouse personnel and/or by project security. Additional gates will be opened only to allow transport of special items such as oversize and heavy loads; |
| | All materials exiting the area will have a signed material gate pass, picking ticket or a material withdrawal request approved by individuals as delegated by the warehouse manager. These forms will be verified when exiting the warehouse/laydown areas; |
| | The warehouse manager shall ensure all gates, warehouses and other lock up areas within the warehouses are secured at the completion of each work shift. |
| 21.11 | Contracting Strategy |
| 21.11.1 | Overview |
The contracting strategy covers two main options that the project management team should consider in executing the Autazes Project. The strategy focus is to ensure site construction contracts are managed, executed and closed out in the most cost effective and safe manner within the construction schedule time frame.
The project management team will be responsible for the engagement of reliable, technically qualified and experienced companies with sufficient available resources in personnel and equipment to execute the works with the required levels of safety, environmental compliance and quality, within the time schedule and at optimal commercial conditions.
Although two options are presented for consideration, the ability to alter and/or combine these approaches exists during the subsequent stages of the Project.
| 21.11.2 | Contracting Options |
There are two possible execution models that can be adopted to address project execution objectives:
| 1. | Horizontal contracting approach; |
| 2. | Vertical contracting approach. |
| 21.11.2.1 | Horizontal Contracting Approach |
A horizontal contracting approach is based on separate agreements between the Project and single discipline companies operating at the same level. The horizontal structure generally has smaller value contracts with many contracting parties, each having their own management and labor structures and contracting conditions.
The use of horizontal contracting is generally limited to areas where the project site is easily accessible and competitive pricing through reduced overheads is possible. Horizontal contracts are mostly managed close to home base and have substantially less site management costs due to their proximity to home base; however there is a risk of off-site contract/project management.
Advantages:
295
| | Locally registered business utilization at a prime contract level; |
| | Flexibility of the project management team in nominating small business utilization; |
| | Flexibility to tailor smaller contracts to suite unique requirements, such as substantial execution activity start/finish date differences; and |
| | More direct control over each element of the works. |
Disadvantages:
| | Management and execution of the work is more complex requiring a larger project management team; |
| | Site wide communication and integration is complicated due to many contracting entities undertaking work in the same area; |
| | Smaller contract values require a larger mobilization cost per dollar expended; |
| | Smaller contract values present a risk of a B team being proposed for the Project; and |
| | Battery limits and/or milestone dates are to be clearly defined and in-between areas require close management and monitoring. |
21.11.2.1.1 Availability of Horizontal Contractors
As the commercial exposure risk is considerably lower for a horizontal contractor, the pool of available contractor entities, including local or Brazil registered contractors is larger; however, the pre-qualification requirements are also substantially larger. Approached Brazilian contractors indicated they would be available for inclusion in a horizontal contracting structure, but with the potential for a downgraded management team. The approached contractors also indicated they would attempt to tender on multiple layers to increase their involvement, thereby creating their own vertical structure.
| 21.11.2.2 | Vertical Contracting Approach |
Vertical contracts or single integrated contracts are commonly used in remote areas where contractors face high mobilization and management costs. These contracts are awarded to selected prime contractors, who generally have multidiscipline divisions and/or possessing the ability to manage several contracts through a single management structure.
The main benefit of a vertical contracting approach is the reduction in preliminary and general costs (costs that cannot be reasonably allocated to any specific identified activity on a project), which account for a significant portion of a contractors cost. This reduction in contractor costs results in a reduction of overall construction execution costs.
Advantages:
| | Small business utilization is maximized, while maintaining large business management structures, including safety, environmental compliance, quality assurance and supervision; |
| | Preliminary and general contractor costs are reduced with the consolidation of trades, transportation, management, tools and equipment costs; |
| | Access to a broader range of expertise; |
| | Project administration costs are reduced due to a lower number of project direct control contracts; |
| | Simplified contractual relationships; |
| | Suitable for fast track/complex projects; |
| | Facilitates streamlining of the construction schedule; |
| | Plant, equipment and labor resources can be shared between disciplines; |
| | Encourages the engagement, training and longer term employment of local labor resources; |
| | Management, finance and human resources/ industrial relations skills are pooled. |
Disadvantages:
| | Local contracting entities often prefer dealing with a project management team on a direct basis; |
| | The prime contractor often feels they have the power and can do as they please; |
| | The project management team does not have a direct reporting structure with the smaller contractors making the management of project labor issues more complex; |
| | The project loses the flexibility offered by multiple smaller contractors. |
296
21.11.2.3 Availability of Vertical Contractors
Several large Brazilian contractors, who would suit the vertical contracting approach, were approached and with the current state of the economy, the feedback was very positive and interest appeared to be high.
21.11.3 Role of Local Contractors
A prerequisite to either contracting strategy should be the maximum use of local contractors. The majority of candidates for the prime contracting approach indicated they preferred to optimize the use of local contractors, as this provides reduced execution cost opportunities and offers the prime contractor a better insight into the local culture and working environment.
The cost of transporting plant and equipment is high, making the use of local suppliers/contractors the normal approach in locations such as Autazes. A potential key success factor cited by contractors operating in remote areas, is the use of joint venture partnerships (or similar) to gain an appreciation of local market and labor conditions.
The use of the vertical contracting approach will incorporate a large percentage of local contractor involvement, under the leadership of the prime contractor and their systems, while the horizontal contracting approach will require the inclusion of a number of local contractors to undertake appropriate work, but under the direct leadership of the project management team.
21.11.4 Key Contracting Strategy Selection Considerations
The following items have been identified as contracting approach issues and each has been reviewed against the two contracting approach options to determine which approach may best address these issues.
21.11.4.1 Safety
All large contracting entities have a zero tolerance approach to safety. The higher the exposure to field based man-hours, the greater the possibility of a poor safety record, which will affect incident ratios and subsequent downstream contracting/commercial operations. It is in the prime contractors best interest to ensure that safety is tightly managed. The vertical structure increases the prime contractors exposure, thereby ensuring a more competent safety team and increased safety awareness.
21.11.4.2 Difficulties Which May Be Encountered
Smaller contractors are more susceptible to feeling the pressures of regulatory body policies, taxation related issues and human relations/industrial relations issues. Larger contractor entities have extensive experience working in the Autazes region and their stronger cash reserves make them more resilient to regulatory body policies, taxation and human resources/industrial relations pressures. Increasing a prime contractors exposure requires the contractor to mitigate the risk associated with remote environment construction.
21.11.4.3 Base Wage Rate and Unit Price Issues
By tendering a large amount of work to a prime contractor, a large amount of the work is covered by a Bill of Quantity. Key to success of a vertical contracting approach is a rate based Bill of Quantity. Possessing rates greatly improves the project management teams position when challenges are encountered, as rates for most variations are available or sufficient data is available to develop as-required new rate structures. A well-structured enquiry document would incorporate Bills of Quantity to allow for re-measure as well as providing labor and processing plant and equipment rates for additional work.
21.11.4.4 Splitting the Packages Between at Least Two Contractors
This is a well-known method of mitigating project execution risk, which is not applicable to a vertical contracting approach. A split horizontal approach results in increased preliminary and general costs (establishment, management and plant and equipment). Whereas, a vertical contracting approach leads to a reduction in overhead costs by having a single overhead structure. Investigations have revealed that by increasing the exposure of a large prime contractor entity, senior company officers will insist on the deployment of an A team to protect their shareholder interests. While flexibility may be reduced, there is considerably more Project commitment from a prime contractor.
21.11.4.5 Use of Local Labor
In order to take advantage of local industry capability and/or maximize the utilization of local labor and have the project be commercially attractive, the prime contractor would subcontract select elements of the work thereby transferring knowledge and skills to the local environment. Historically, a prime contractor often assists the smaller subcontractor(s) in dealing with local business operation constraints, while gaining a more detailed appreciation of local knowledge and expertise.
297
21.11.4.6 Contractor Transparency
Contractor transparency is achieved through the selection of a suitable commercial option, such as an open book approach. Negotiating the most suitable commercial approach with a single prime contractor, who has the margin of transparency through his shareholder interests, is considerably easier than trying to convince an open book approach with multiple smaller contractors who may view a project as a potential to earn extraordinary profits.
21.11.5 Contracting Approach Conclusion
When finalizing the construction contracting basis for the project the following factors were considered as key drivers:
| | Complexity and or specialist; |
| | Regional experience and knowledge; |
| | Preferred contract format; |
| | Industry experience; |
| | Current Brazilian contracting practices; |
| | Owners familiarity; |
| | Project goals. |
During the contractor survey and assessment process it became clear the local heavy industrial contracting market is driven by past practice. The current availability and skill set of local contracting companies is structured in a dominant and accepted delivery methodology. This methodology is structured so as to supply two prime skill sets:
| | Civil contracting delivery models which primarily consist of: |
| | Site development; |
| | Bulk earthworks; |
| | Underground utility installations including storm, sewer and fire water piping; |
| | Concrete installations (with the provision for supply). |
| | Electromechanical delivery models which primarily consist of: |
| | Structural installations; |
| | Mechanical/piping; |
| | Power and communication distribution services. |
Although general contracting organizations exist within the local Brazilian market, for the purposes of this assessment the horizontal contracting methodology has been adopted in order to ensure alignment with current practices. For the purposes of this Report the project delivery method has been structured around the horizontal contracting approach. A specialist contractor will need to be engaged in order to complete the shaft sinking scope as this skill set is not readily available within the Brazilian market.
21.11.6 Contract Register
The contract register, as presented in Table 147 shows the scope, work breakdown structure and commercial description for each construction and service contract currently anticipated.
Table 147 Contract register
| No.
|
Title
|
Scope Summary
|
Commercial
|
|||
| D1 |
Contract 1: Earthworks, civil work and underground commodities |
Deforestation, clearing and grubbing for construction infrastructure and plant construction needs (includes disposal and/or storage of vegetation and timber)
Development of overburden/spoils stockpile area
Installation of preliminary water control ditches and ponds
Installation of construction access roads as-required and not supplied by main earthworks contractor. All internal roadways and required construction access to support earthworks contracting
Maintenance of access ways until practical completion |
Unit Price |
298
| No.
|
Title
|
Scope Summary
|
Commercial
|
|||
|
Underground services, including trenches, installation and testing of service piping and backfill to nominal construction grade
Mass excavation and backfill of port area, construction infrastructure establishment and laydown areas
Installation of permanent water control diversion channels and water management systems
Includes supply, transportation and placement of aggregates
Excavation, earth forming, compaction and lining of permanent site ponds. Installation of pond in-water structures |
||||||
| D1A |
Contract 1A: Earthworks TMA | Includes:
Mass excavations and backfilling associated with the TMA
Installation of required liners
Installation of sand bedding
Importation of as required aggregates
Installation of required water control and diversion systems
Maintenance of access ways until practical completion. |
Fixed/Unit Price | |||
| D2 |
Contract 2: Structural steel and electrical/mechanical installation |
Erect, plumb and finish structural steel associated with process facilities
Install and finish mechanical equipment within processing facilities and select adjacent areas
Install, finish and test piping works within processing facilities and select adjacent areas
Install, finish and test electrical and instrumentation works within processing facilities and select adjacent areas. |
Fixed/Unit Price | |||
| D2A |
Contract D2A: Structural steel and electrical/mechanical installation brine injection plant |
Erect, plumb and finish structural steel associated with process facilities
Install and finish mechanical equipment within processing facilities and select adjacent areas
Install, finish and test piping works within processing facilities and select adjacent areas
Install, finish and test electrical and instrumentation works within processing facilities and select adjacent areas. |
Fixed/Unit Price | |||
| D3 |
Marine/port facilities |
Install and commission port arge securing and load-out equipment/facilities, including:
Bathymetric surveys and dredging, as required
Supply, installation and operation of concrete batch plant
Supply of batching cement and aggregates
Detailed excavations
Installation of pier, guidance and mooring assemblies
Form, pour and finish all port facilities concrete works
Supply and compaction of engineered backfill
Installation of surface mechanical works.
Installation of surface electrical/instrumentation works. |
Fixed/Unit Price | |||
| D4 |
Permanent and construction communications |
Site wide communications. |
Fixed/Unit Price | |||
| D5 |
Non-process buildings |
Design, supply, install and commission non-process buildings. |
Fixed Price | |||
| D6 |
Shaft sinking |
Install, finish and commission both main and ventilation shafts. Refer to BFS Shaft Infrastructure Report for details. |
Fixed Price / Unit Price |
299
| No.
|
Title
|
Scope Summary
|
Commercial
|
|||
| D7 |
Main sub-station & overland power distribution |
Supply and installation of main sub-station. Installation and commissioning of MV overland power distribution network. |
Fixed Price | |||
| D8 |
Steam generation plant |
Engineering, Procurement and Construction (EPC). Design, supply, install and commissioning services. |
Fixed Price | |||
| Service contracts | ||||||
| S1 |
Accommodation camp |
Supply and installation of internally services fitted camp components
Includes supply and installation of water treatment and sewage treatment plants
Includes supply and installation of associated distribution and/or collection piping systems
Includes supply and installation of a camp specific power generation unit
Includes supply and installation of internal electrical distribution systems at the camp area from the power supply.
|
Fixed/Unit Price | |||
| S2 |
Miscellaneous site services |
General maintenance, waste collection/transfer, janitorial services on project supplied facilities, freight support, warehouse operations.
|
Reimbursable | |||
| S3 |
Survey |
Project wide control survey, check survey.
General survey duties including:
Site survey monument establishment and maintenance
Bulk quantity verifications.
Survey quality assurance monitoring.
|
Hourly Rate | |||
| S4 |
NDT examination |
Project wide non-destructive verification testing
|
Hourly Rate | |||
| S5 |
Soil and concrete testing |
Concrete production monitoring/testing
Raw bulk material quality/suitability verifications
Run-off water containment device/method installations
Monitoring of soil compaction and testing.
|
Monthly Rate | |||
| S6 |
Medical services |
Provision of first response medical services and supplies for construction operations.
|
Hourly Rate | |||
| S7 |
Freight forwarding/ third party logistics |
Freight management, customs clearance, transportation of project supplied materials and equipment.
|
Unit Rate | |||
| S8 |
Site security |
Supply of labor and equipment to support mobile and static site security services
Supply of labor and equipment to support emergency response situations.
|
Hourly Rate | |||
| S9 |
Barging services |
Supply of river transport services for personnel, equipment and modules.
|
Unit Rate | |||
| S10 |
Construction power supply and maintenance |
Supply and maintenance of required construction power generators. |
21.12 Construction Management
21.12.1 Overview
Construction of the Autazes Potash Project will be performed by contractors under the direction of the EPCM construction management team. The construction management team will administer all site based construction contracts. Table 148 presents the split of responsibilities between the Owner and the Contractors.
300
Table 148 Split of responsibilities between Owner and Contractor for services
| Service | Responsibility | |
| Survey | Detail survey by contractor, control survey by project | |
| Accommodation camp and operations | By Owner (Owner and EPCM) and by Contractor (until such time as permanent camp becomes available) | |
| Camp catering | By Contractor and Owner, as noted above | |
| Lunchrooms | By Contractor | |
| Ablution facilities on-site | By Contractor | |
| Waste collection & disposal | Class 1 and 2 by Owner. Class 3 by Contractor | |
| Security | Owner for perimeter security, contractor within its own secure area | |
| Offices | By Contractor | |
| Concrete testing | General testing by contractor, verification testing by Owner | |
| Soils testing | By Owner | |
| Medical facilities | By Owner | |
| Ambulance/emergency evacuation | By Owner | |
| Fire response | Contractor to supply labor at no charge, equipment by Owner | |
| Construction water | By Owner to a designated point | |
| Construction power | By Owner to a designated point | |
| Prepared laydown/establishment areas | By Owner | |
| Heavy cranes | By Contractor | |
| Site wide communications | Equipment by Owner, operating costs by contractor | |
| Worker transportation | By Contractor | |
| Site road maintenance | Contractor own work areas, balance by Owner | |
| Lighting | Contractor own work areas, balance by Owner | |
| Freight for contractor equipment and materials | By Contractor | |
| Vendor representative services for engineered equipment | Coordinated by Owner | |
| Construction personnel transportation: on-site/offsite | On-site by Contractor coordinated by Owner | |
| Scaffolding | By Contractor |
Table 148 is meant to be an indication of service supply responsibility. Further details should be developed during the next phase of project development.
Construction Management key objectives are:
| | EHS training and enforcement for all site and contractor staff. Site hazard management tools and programs will be implemented to achieve the zero harm objectives; |
| | Applying contracting and infrastructure strategies to support project execution; |
| | Develop and implement a construction driven and cost effective master schedule; |
| | Establish a field project control systems to ensure effective cost and schedule control; and |
| | Develop and maintain a field logistics plan in order to control and plan the necessary flow of equipment, machinery and materials to the site. |
301
Site specific conditions, which will need to be considered during the construction period, include rainfall, humidity and temperature. The impacts of weather will be most severe during Phase 1 (Early Works) at the beginning of the civil/earthworks phase of the construction program.
In order to achieve a successful civil/earthworks program, it is imperative that the water diversion and construction area water management be carefully planned and implemented early. The control of naturally occurring water and the resulting run-off is the key to success during the first year of construction activities. The schedule has been developed to reflect the installation of both permanent and temporary water control systems before any new area or specific platform is developed.
| 21.12.2 | Objectives |
The construction portion of the implementation schedule has been split into two phases. The schedule has been structured to suit the project critical path and to level site construction labor, while considering the applicable location factors.
The development phase construction activities include:
| | Construction of temporary construction facilities including temporary site access to both process plant area and port and construction roads; |
| | Establishment of the construction camp; |
| | Early work site preparation activities across the site; |
| | Commencement of bulk earthworks across the site; |
| | Construction of the shaft sinking and underground development area surface infrastructure; and |
| | Commencement of piling and foundations across the site. |
A construction camp, with a nominal capacity of 1,000 beds, will be constructed during the development phase. This camp will accommodate contractor management and labor, Owner and EPCM personnel. The construction camp will be utilized during both phases of construction and will be expanded to a peak capacity of 1,800 to support the mobilization requirements of the concrete placement contractor.
Overflow labor will be housed in the nearby municipality of Autazes and will be ferried and then bussed to site daily.
The construction phase activities will commence with the mobilization of the structural steel erection contractor in month 62. The construction phase also includes:
| | Development of construction phase specific infrastructure, including additional laydown areas; |
| | Construction of the processing plant, including all related piping, mechanical, electrical and instrumentation works; |
| | Lateral mine development; and |
| | Installation of site based power distribution network and associated ancillaries. |
| 21.12.3 | Temporary Construction Facilities |
A temporary construction facilities supply matrix has been developed so as to ensure that the EPCM contractor provides contractors with construction facilities to the maximum extent practical in order to facilitate effective contractor mobilization and to maintain an effective level of uniformity across the project site.
| 21.12.4 | Temporary Facilities and Services Provided by the Project |
The following temporary facilities and services will be provided by the project:
| | EPCM and Owners team offices; |
| | EPCM safety training facility; |
| | Contractor office area; |
| | Construction fuel depot facility; |
| | Batch plant(s); |
| | Construction water; |
| | Power generation and distribution to nominated contractor facilities; |
| | Waste handling and disposal of Class 1 and 2 materials; |
| | Potable water; |
302
| | Perimeter project security; |
| | Outdoor laydown areas; |
| | Secured material receiving and indoor storage; |
| | Transportation of equipment and materials from consolidation point to site; |
| | Site establishment survey services and first order control. |
The EPCM contractor will oversee the construction, installation, operation and maintenance of project supplied facilities.
| 21.12.5 | Temporary Facilities and Services Provided by the Contractors |
The following temporary facilities and services will be provided by the contractors:
| | Contractor required offices and support facilities; |
| | Mobile equipment maintenance area; |
| | Security fencing, as required; |
| | Construction power supply; |
| | Scaffolding; |
| | Individual security of tools and offices; |
| | Waste handling and disposal of Class 3 materials; |
| | In-field construction communications radios; |
| | Construction voice and data network; |
| | Aggregate and cement supply; |
| | All consumables; |
| | Construction personnel transportation both on and off site; |
| | Fire control and suppression systems; |
| | Medical services; |
| | Contractor quality control survey. |
| 21.12.6 | Permanent Facilities for Use During Construction |
The following permanent facilities will be made available for construction use as they become established during both phases of Project development:
| | Perimeter security and lighting; |
| | Site access roads; |
| | Plant warehousing and storage facilities; |
| | Permanent power distribution; |
| | Potable water treatment and distribution; |
| | Sewage treatment and collection systems; |
| | Fire water systems. |
| 21.13 | Construction Program |
| 21.13.1 | General Site Preparation and Development |
The following sections outline the plan to establish construction facilities in order to support an early mobilization on the site.
General site preparation activities will begin immediately upon receipt of the construction authorization permit (LI), with the mobilization of the site preparation contractor. The site preparation contractor will begin developing initial construction access from the existing Northern access point. The contractors prime focus will be the establishment of the shaft sinking contractor.
The general site preparation activities that will be part of this initial early works phase will include:
303
| | Establishment of construction survey monuments, as required; |
| | Boundary staking and identification, as required; |
| | Deforestation, clearing and grubbing of the mine shaft area; |
| | Stripping and stockpiling of top soils of the mine shaft area; |
| | Installation of water diversion and control ditching surrounding the mine shaft area |
and
| | Installation of temporary construction facilities in order to support the shaft sinking contractor. |
Once there has been sufficient progress in the above items, the shaft area has been cut to a nominal construction grade elevation; the area will then be handed over to the shaft sinking contractor in order to commence shaft sinking activities.
The site preparation contractor will then begin to expand his area of influence to include the processing plant, ancillary facilities and associated infrastructure related work fronts.
During the next phase of Project development it is suggested that a detailed planning exercise be undertaken in order to minimize the potential impacts of this expected wet weather mobilization and early work program.
Upon completion of the mine shaft area site preparation work, the contractor will focus all remaining Year-5 dry weather efforts during on the remaining site preparation activities including:
| | Preparation of construction camp terrace; |
| | Preparation of EPCM and Owners office area terrace; |
| | Preparation of site laydown areas; |
| | Balance of site stripping activities; |
| | Installation of construction roads; |
| | Installation of water diversion and control systems; |
| | Preparation of batch plant terrace; |
| | Development of port area construction access ramp; and |
| | Commencement of bulk earthworks. |
Due to the limited dry weather window and the lengthy lead time in sinking the mine shafts, the earthworks and piling programs will continue in a methodical manner. Works crews will be staffed so as to allow the bulk of the program to be completed during the dry weather window. As such, the earthwork and piling program will extend for a period of approximately 34 months. At the end of each dry weather season the contractor will de-staff to maintenance levels and continue with available work fronts ensuring that completed works are well maintained.
Following this initial development timeline, concrete forming and placing activities will begin in earnest during month 30 of the construction schedule. Concrete forming and placing activities will be on an area-by-area basis, with mill and major equipment bases having the priority, followed shortly thereafter by structural steel erection crews.
| 21.13.2 | Civil Piling |
The sequence of piling works will be programmed to follow the bulk earthworks progress. Areas will be excavated (bath tubbed) to a nominal top of pile grade to allow access. Piling will be completed via a number of conventional crane type piling rigs outfitted with both static and vibratory hammers.
Piles will be transported to site in 15 m long pre-cast sections. Piling is planned at 3-4 piles per day per rig, with a total of approximately 2,500 piles to be installed, and will commence early in the dry season of construction year 2. Piling operations will continue through the following wet season until completed, allowing the concrete clear access. The piling program has been developed so as to take into account the potential effects of adverse weather conditions.
| 21.13.3 | Civil Foundations |
The sequence of foundations works will be programmed to closely follow that of piling. Foundation crews will mobilize to site during the dry season of construction year 2. This mobilization will be approximately 90 days after the start of piling. The mid-dry season mobilization will allow the foundations crews sufficient time to establish and begin progressing various work fronts prior to the onset of the wet weather season. Foundations installations will continue through the wet weather, utilizing mobile temporary hoardings to maintain active work fronts.
There is an opportunity to have smaller independent foundations pre-cast.
304
| 21.13.4 | Structural Steel |
Primary structural steel, in areas of high man-hour concentrations, will be given priority in the installation sequence. Structural steel will be pre-fabricated and painted prior to arriving on site.
Miscellaneous work such as platforms, ladders, handrails, etc., will be completed in conjunction with the main steelwork.
| 21.13.5 | Mechanical Equipment Installations |
When equipment foundations and grade slabs are completed, equipment will be installed by area.
Where feasible, before lifting into position, vertical columns will be pre-dressed on site with ladders and platforms and pipe-work and insulation.
Ladders, platforms and equipment internals installation will follow the equipment installation and prior to the erection of pipe-work. Final alignment of machinery will be carried out when connected piping systems have been tested and flushed. Whenever possible, the equipment delivered to site will be offloaded and set immediately onto their foundations, to avoid double handling. Pumps will be delivered with drivers where possible.
| 21.13.6 | Mechanical Field Fabricated Tanks |
Tank installations on the Project site will be consistent with the following general criteria:
| | Tanks larger than the shipping window will be fabricated on site from rolled and beveled strakes; |
| | Thickener and clarifier tanks will be fabricated on site from rolled and beveled plates; |
| | Tanks smaller than the shipping window will be shop fabricated and brought to site for installation. |
| 21.13.7 | Piping On-Site Fabrication and Installation |
Generally, all steel piping fabrication will be carried out onsite in temporary fabrication shops. Separate fabrication areas will be used for carbon steel, stainless steel and alloy steel to avoid contamination.
The availability of fabricated spools, to be installed according to the schedule sequence, will give large flexibility to the erection crew during early activities.
| 21.13.8 | Piping Off-Site Pre-Fabrication |
There exists an opportunity to move a large portion of the piping fabrication work off-site through the utilization of contractor supplied mobile pipe fabrication facilities located in Manaus. During the next phase of project development this option will need to be explored.
| 21.13.9 | Electrical Works |
Cable pulling will begin immediately after the preparation of cable trays and underground cable routes. Segregation between control and power cables will be maintained and once pulled cables will be terminated as quickly as possible.
| 21.13.10 | Instrument Works |
Installation of the DCS system will commence as soon as access to the control room is available and HVAC is ready to function. In the meantime, instrumentation equipment and field instruments installation will start, including pneumatic piping for instruments.
| 21.13.11 | Non-Process Buildings |
The non-process buildings will be built in-situ by a selected design-build contractor on the basis of proven expertise in the design and delivery of similar buildings. Pre-fabricated buildings will be used, where possible, to reduce cost.
The permanent warehouse will be prioritized early in the construction program to initially be used as a construction warehouse and indoor fabrication area as soon as it is ready.
| 21.14 | Contractor Interface Management |
Construction management meetings will be held on site at predetermined intervals. These meetings will consist of the following:
305
| | Daily toolbox meeting to discuss upcoming activities, review of applicable HSE standards and procedures; |
| | Plan of the day meeting day to day issues with regard to interfaces between disciplines and contractors; |
| | Weekly progress update weekly review of planned vs. actuals, identification of impacts and development of mitigations and submission of look ahead schedules; and |
| | Monthly progress review overview and update. |
| 21.15 | Construction Work Roster |
The work schedule for the on-site contractor staff and the direct field labor component, will be based on a 40 hours work week (plus five additional hours legally available for spot duties) consisting of five, nine hour days.
Work rotations are expected as below or in accordance with the workers union:
| | Local (Brazilian) field labor: three months in and two weeks out (12:2); |
| | Local (Brazilian) EPCM labor: three weeks in and one week out (3:1); |
| | Expatriate (Non-Brazilian) field labor: six weeks in and two weeks out (6:2); and |
| | Expatriate EPCM labor: six weeks in and two weeks out (6:2). |
Detailed assignment conditions, applicable to the project site personnel will be developed and approved by BPC prior to mobilization of construction management personnel to site.
| 21.16 | Construction Camp |
It is currently envisioned that the lead contractor will provide camp, catering, laundry and recreational services through one or more of its specialized third party contractors, in accordance with the following:
| | Industry practices and applicable statutory rules. |
| | The contracting strategy developed for the Project. |
An opportunity exists to reduce the camp loading profile by having the engaged contractors providing accommodation for their staff in the nearby city of Autazes. Furthermore, an alternate strategy of having the engaged contractors provide their own camp and catering services also exists.
The overall cost and possible social impacts of any strategy requires further study during the next phase of project development.
| 21.16.1 | Recreational Facilities |
Given the relatively remote location of the site, the provision of adequate recreational facilities for the field based staff will play an important role, both in terms of the moral and efficiency of the staff and in terms of staff retention.
The permanent camp currently envisages the following recreation facilities:
| | One kitchen and diner building of complete with dining hall with seating for 400 people; |
| | One gymnasium building; |
| | Four movie rooms; |
| | Two games room with ping pong, football and billiards tables; |
| | One internet room; |
| | One full sized football pitch 11 v. 11; |
| | Two half size football pitch for small sided games. |
| 21.16.2 | Catering |
An accommodation camp management contractor will be engaged to provide meals for all personnel resident in the camp, inclusive of weekends. If practicable, it is advised that meals be tailored to suit cultural requirements.
| 21.17 | Pre-Commissioning, Commissioning and Handover |
| 21.17.1 | Overview |
During the next phase of project development, a comprehensive completions strategy will be developed, which aligns the completions, construction, engineering and procurement strategies.
306
The EPCM will initiate the planning of all pre-commissioning, commissioning and handover requirements, utilizing its in-house completions management tool (CMT). The CMT will be deployed early in the basic engineering phase in order to develop an efficient systems approach that will ensure the shortest possible commissioning readiness program. Early in the following phase, the facilities to be commissioned will be appropriately divided into logical commissioning systems and discrete packages, which can be independently inspected and tested.
| 21.17.2 | Completions Management Tool (CMT) |
The prime task of the CMT is to generate scope and control the data, information and documentation necessary to successfully manage the field commissioning activities. The CMT also controls the interfaces between the various stages of the commissioning process. During a projects completions stages, the CMT does the following:
| | Imports engineering data and aligns completions scope of work accordingly; |
| | Backloads as-built engineering data to Engineering, e.g. site raised tagging; |
| | Interacts with InControl and Primavera with regard to WBS and system status reporting controls and monitors as-built and as-commissioned drawings/documents assigning systems and sub-systems; |
| | Controls and monitors all completions scope of work from Completions Stage1 (Mechanical Completion) through to Interim Facility Turnover (including A and B Check Sheets, Commissioning Test Procedures [CTPs], etc.); |
| | Automatically generates preservation records for completion at specified intervals by tag and tracks the completion of these records; |
| | Controls and monitors all punch listing and Work to Go activities; and |
| | Records and reports on all system and sub-system engineering changes, e.g. site queries, technical queries, design change notices, field instructions, HAZOP, HAZIDs. |
| 21.18 | Project Schedule |
| 21.18.1 | Milestones |
The BFS implementation schedule, as presented in the 2016 BFS report (WorleyParsons, 2016, /57/), is a preliminary Level 3 schedule providing the initial basis for the Project Implementation Plan.
Key milestones of the project implementation schedule are included in Table 149. Full implementation is expected to start in January year -5 pending authorization from the BPC Board of Directors, sufficient funding begin secured and the receipt of the installation license (see below); however, early works engineering and procurement activities will commence in year -6 to support procurement of long lead equipment, including shaft winders and the construction camp. The development of the earthworks detailed design to support the award of early works site contracts will also occur.
The schedule is constrained by the receipt of one principle permit, the installation license (LI), which is required to commence site based construction.
Table 149 Key milestones
| Milestone | Date | |
| Class 2 Estimate for Shaft Start |
4/17/-6 | |
| Detailed Engineering Start |
6/1/-6 | |
| Aggregate Supply Contract Award |
10/3/-6 | |
| Construction Power Contract Award |
10/3/-6 | |
| LI Permit Construction Authorization |
1/2/-6 | |
| Shaft Sinking Engineering Complete |
12/12/-6 | |
| Handover Shaft Terrace |
4/17/-5 | |
| 60% Model Review |
1/23/-5 | |
| 90% Model Review |
9/12/-5 |
307
| Milestone | Date | |
| Shaft Sinking Start |
5/12/-4 | |
| Process Plant Detail Engineering Complete |
4/17/-4 | |
| Operating License (LO) Permit Received |
6/1/-3 | |
| Permanent Power Available |
4/1/-2 | |
| Underground Infrastructure Complete |
9/1/-3 | |
| Shaft Commissioning Complete |
10/15/-2 | |
| Mine Surface Facilities Complete |
3/26/-2 | |
| First Tonne of Ore to Surface |
4/19/-1 | |
| Port Construction Complete |
10/18/-2 | |
| Process Plant Mechanical completion |
10/23/-1 | |
| Mine Production Train A 580 t/h continuous |
4/19/-1 | |
| Process Plant Train A Production |
12/8/-1 | |
| Mine Production 60% Ramp Up |
12/8/-1 | |
| Mine ROM 1,160 t/h |
6/4/1 | |
| Process Plant Train B Production |
1/9/1 | |
| Project Finish |
6/4/1 |
| 21.18.2 | Schedule Basis |
| 21.18.2.1 | General |
The activity durations included in the BFS Implementation Schedule are based on the following:
| | Direct field labor (DFL) man-hours from the estimate; and |
| | The build-up of work crews by trade from local Brazilian contractors and a five days per week working-day calendar. |
| 21.18.2.2 | Critical Path |
The construction critical path is defined as the sequence of activities that must be completed on schedule for the entire Project to be completed on schedule. This generally is the longest duration path through the schedule.
The EPC Level 3 schedule (APPENDIX 28) shows the critical path centers on the construction period required for shaft sinking and mine development. Following receipt of the LI Permit, the critical path goes through the mobilization and establishment of the shaft sinking contractor, key shaft sinking activities and culminates with mine development and production at 828 m below ground level (B.G.L).
| 21.19 | Project Staffing |
| 21.19.1 | General |
The establishment of a clear project management structure will significantly contribute to the achievement of Project objectives through managing interfaces and key decisions affecting project safety, technical integrity, efficiency and operability.
The project implementation plan (PIP) is based on an EPCM project delivery mode. That is, BPC will contract a qualified EPCM contractor to provide engineering, procurement and construction management services on behalf of BPC.
308
| 21.19.2 | Site Office |
The construction team will monitor and manage the contractors activities with respect to maintaining the agreed scheduled dates. The construction team will ensure that the required standards are maintained across the site with respect to industrial relations, work safety, health and compliance with the environmental management plan.
The site office staffing plan has been based on an estimate of the following:
| | Quantity and type of construction work fronts by contract; |
| | Duration of level of effort for field management and supervision activities; |
| | Duration of level of effort for materials management and warehousing activities; and |
| | Number and complexity of contracts to be monitored and administered on site. |
The staffing requirements in the site office have been based on a site office work week of six days a week and ten hours a day, for a 60 hours work week.
The site organization will be led by a Site Manager who has overall responsibility on site. The site will be further divided into site management groups for major Project areas, including:
| | Construction Manager dedicated to the shaft sinking and mine development; |
| | Construction Manager dedicated to the processing plant; and |
| | Construction Manager dedicated to the infrastructure and port facilities. |
The area based Construction Managers will be supported by discipline based Superintendents and Coordinators to monitor, supervise and manage contractor work on site.
The Construction Managers will be further supported by specialist groups as follows:
Site HSE:
| | Safety advisors and safety training; |
| | Site security and environmental. |
The site technical services group will include:
| | Field engineering; |
| | IT support; |
| | Document control; |
| | Pre-operational testing support; |
| | Site quality inspection and control. |
The site controls group will include:
| | Accounting; |
| | Scheduling and progress monitoring; |
| | Cost control; |
| | Contract administration. |
The site materials management group will include:
| | Minor item procurement; |
| | Materials and yard supervisors; |
| | Warehouse and material control administration. |
The site services group will include:
| | Camp and accommodation management; |
| | EMPC HR and travel coordination; |
| | Administration and clerical support. |
309
| 21.20 | Risk Assessment and Management |
| 21.20.1 | Introduction |
Fundamental to delivering a successful EPCM project is the ability to understand and effectively manage risks. In order to do so, the full suite of risks and opportunities present in the project must be properly mapped and understood with regard to their potential impact on the delivery of the project.
The risk review provides BPC with insight into potential impact of risks on the Project costs, schedule and government approvals and opportunities for adding value. Where applicable, risk management strategies are discussed to reduce the potential consequence or likelihood of the risks occurring on the Project.
For this Project, risk workshops were conducted with participants from WorleyParsons and BPC, to review and identify risks and opportunities associated with the Autazes Potash Project.
| 21.20.2 | Risk Assessment Process |
WorleyParsons used a formalized process for the identification and management of project risks for the Autazes Potash Project. The process is based broadly on the International Standard, ISO 31000:2009, Risk Management Principles and Guidelines.
The process involves the following steps:
| | The project risks are identified, generally by a facilitated brainstorming session involving key stakeholders in the project; |
| | The risks are evaluated, analyzed and prioritized into broad categories (e.g. extreme, high, medium and low risks), based on a credible scenario and its associated consequence and likelihood of occurrence; |
| | The critical risks are assessed and treated treatment can include actions to reduce either the likelihood or the consequences or both, the off-loading of risks to another party more suitable to accept such risks, or the acceptance and on-going management of a risk. The treatment of a risk may involve allocating some money to cover the treatment; |
| | Opportunities are also identified utilizing this process by focusing on the possible additional benefits which could be extracted. |
The output from this process is a Risk Register and Action Plan, which includes the following documents:
| | Risk Maps, before and after treatment; |
| | Risk Register and associated Risk Treatment Plan and Risk Action Plan. |
These documents form part of the strategic project management process for the Project and must be communicated to the project team and monitored, reviewed and updated progressively throughout the execution of the Project.
| 21.20.3 | Risk Assessment Workshop |
The risk workshop held by WorleyParsons (WorleyParsons, 2016, /57/) is conducted in accordance with guidance given in ISO 31000 and recorded in a spreadsheet format utilizing a structured brainstorming approach (WorleyParsons, 2016, /57/).
The risk identification process was assisted with the use of guide words and drew on the experience of the assembled workshop participants.
Where a risk was identified and considered credible, the current controls and possible consequences were investigated and recorded. The risks associated with the identified risk were then characterized based on the identified consequence and likelihood of occurrence using a risk matrix.
| 21.20.3.1 | Risk Evaluations Scales |
Consequence scales
The risk consequence scale was prepared by WorleyParsons in the 2016 BFS (WorleyParsons, 2016, /57/). The risk consequence scale for the project presented as Table 24-5 in the 2016 BFS report was reviewed by ERCOSPLAN and included in the updated 2022 report without changes (Table 150).
310
Table 150 Scale of risk consequences (WorleyParsons, 2016, /57/)
| Consequences | ||||||||||||
| Insignificant 1 | Minor 2 | Moderate 3 | Major 4 | Catastrophic 5 | ||||||||
|
Category |
Safety and Health | First Aid Case | Minor injury, medical treatment case with/or restricted work case | Serious injury or lost work case | Major or multiple Injuries,permanent injury or disability | Single or multiple fatalities | ||||||
| Environment | No impact on baseline environment. Localized to point source. No recovery required | Localized within site boundaries. Recovery measurable within 1 month of impact | Moderate harm with possible wider effect. Recovery in 1 year | Significant harm with local effect. Recovery longer than 1 year |
Significant harm with widespread effect.
Recovery longer than 1 year. Limited prospect of full recovery
|
|||||||
| Financial CAPEX | < 2 MM | 2-5 MM | 5-10 MM | 10-50 MM | > 50 MM | |||||||
| Financial OPEX | < 2 USD/ton | 2-5 USD/ton | 5-10 USD/ton | 10-25 USD/ton | > 25 USD/ton | |||||||
| Schedule | < 1 month | 1-3 months | 3-6 months | 6-9 months | > 9 months of the schedule | |||||||
| Reputation | Localized temporary impact | Localized, short term impact | Localized, long term impact but manageable | Localized, long term impact with unmanageable outcomes | Long term regional impact | |||||||
| Business Impact | Impact can be absorbed through normal activity | An adverse event which can be absorbed with some management effort | A serious event which requires additional management effort | A critical event which requires extraordinary management effort | Disaster with potential to lead to collapse of the project | |||||||
311
Likelihood scales
The workshop utilized the likelihood scale for the workshops, which is presented in Table 151.
Table 151 Likelihood scale for workshops
| Likelihood | ||||||||
| Almost Certain A |
Likely B |
Moderate C |
Unlikely D |
Rare E |
||||
| 95% chance of occurring | 80% chance of occurring | 50% chance of occurring | 20% chance of occurring | 5% chance of occurring | ||||
| Incident is very likely to occur on this project, possibly several times | Incident is likely to occur on this project | Incident has occurred on a similar project | Given current practices and procedures, this incident is unlikely to occur on this project | Highly unlikely to occur on this project | ||||
Once all of the risks are identified, the risks are evaluated against the likelihood scale, considering any existing controls. By considering the effectiveness of the existing controls, it can be determined if any further action is required to reduce the level of risk. When using likelihood and consequence scales, the potential consequence of a risk and the associated likelihood of the potential consequences occurring, are evaluated. Once risks have been evaluated, they are assigned a level of severity based on the associated risk matrix.
Risk matrix
Once evaluated, the risk matrix, which is presented in Figure 142, allows risks to be prioritized for action and risk treatment.

Figure 142 Risk matrix (WorleyParsons, 2016, /57/)
| 21.20.3.2 | Risk Treatment |
Where the risks were evaluated and deemed intolerable by the workshop participants, risk treatment or action plans were identified. For completeness, and to check their effectiveness, the risks severity before and after treatment (e.g. with the action plan in place) were determined.
| 21.20.3.3 | Workshops |
A total of three risk workshops were held during the BFS by WorleyParsons and BPC in 2015 and 2016.
The risk assessment workshops identified 63 risks and 18 opportunities. Prior to treatment, 18 risks ranked as Extreme and 26 risks ranked as High, but post treatment only two risks ranked as Extreme and 15 risks ranked as High.
Figure 143 presents a detailed map of the risks ranking before and after treatment.
312
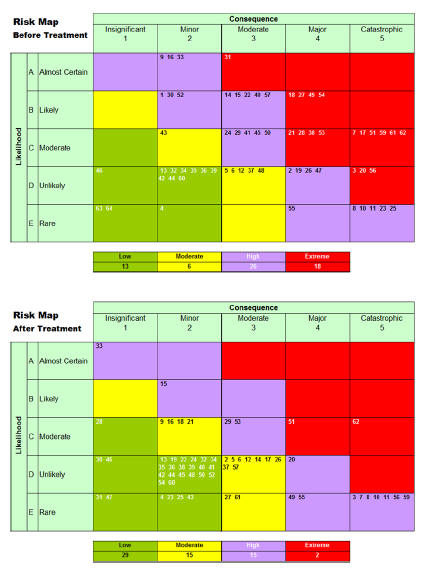
Figure 143 Risk maps before and after treatment
| 21.20.3.4 | Risk Assessment Summary |
At the conclusion of the risk workshops held by WorleyParsons and BPC, a total of 63 risks were identified; 17 of these risks were mitigated during the project and 34 risks were in the process of mitigation using the identified action plans. 10 risks were deemed not applicable to this phase of the Project and were deferred to future phases of the Project (WorleyParsons, 2016, /57/).
Figure 144 shows the overall status of the risks in the final risk register.
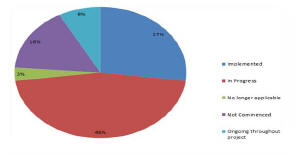
Figure 144 Identified risk status
Active risks
Table 152 to Table 161 present the risks ranked as Extreme and High that are currently executing action plans for mitigation which are edited and updated in some part by ERCOSPLAN. These risks are identified in the risk register with a status of Mitigation Measures In Progress or Ongoing throughout the project (WorleyParsons, 2016, /57/).
313
Table 152 Community risks
| Risk Description | Risk Severity Before Treatment |
Risk Treatment Plan | Risk Severity After Treatment |
|||
| Impact on the Autazes community during construction of the project. | High |
1. Mobilize HSEC Manager to establish communications with the community.
2. Implement the programs proposed in the environmental license. |
Low |
Table 153 Construction risks
| Risk Description | Risk Severity Before Treatment |
Risk Treatment Plan | Risk Severity After Treatment |
|||
| Not being able to consolidate ground on Alter do Chao could lead to flooding of the mine | Extreme |
1. Freezing and cementation trade-off study and detail design in monitoring of compliance during sinking. This risk has to be finally evaluated in a trade-off study, which have to be conducted by a shaft sinking and lining expert. |
High | |||
| Delay in the availability of permanent power impacts plant start-up and operations schedule. | High | 1. BPC building the power transmission line and handover ownership to the government after. |
Moderate | |||
| Lack of local technical and services support could lead to equipment downtime and loss of production | High | 1. Develop human resource strategy.
2. Undertake local service support agreement study and structure contracts appropriately.
3. Spare philosophy.
4. Increase automation/trade-off implement in Automation Design Criteria.
5. Include a productivity factor for operations staff on production ramp-up.
6. Include in the cost estimates for training for operations staff. |
Moderate | |||
Table 154 Engineering risks
| Risk Description | Risk Severity Before Treatment |
Risk Treatment Plan | Risk Severity After Treatment |
|||
| The shaft design recently changed from freezing to grouting; the grouting option has been implemented in the BFS design. There is a risk to cost and schedule if the shaft floods (during sinking or operation) and delays in the project schedule. | Extreme |
1. Further geotechnical testing needs to be completed to perform the final grouting design. |
High | |||
| Brine Injection testing required to prove validity of process. Failure could result in contamination of fresh water aquifer. | Extreme | 1. Further modelling, test holes, during design
2. Ongoing monitoring during operation. |
Moderate | |||
314
| Risk Description | Risk Severity Before Treatment |
Risk Treatment Plan | Risk Severity After Treatment |
|||
| Shaft sinking schedule is on the critical path and productivity factors could lead to schedule overrun | High | 1. Elevate detailed schedules to Level 3 and include additional contingencies when appropriate. Schedule will have enough detail to understand the critical path.
2. Contractor selection qualification. The process will be included in the project schedule.
3. Contract experienced site supervisor. |
Moderate | |||
| Breaking into the potential aquifer above the mining unit could lead to flooding in the mine and shaft | High | 1. Hydrological report to show aquifers in the vicinity of the mine and shafts.
2. Geotechnical monitoring test work results have been incorporated in the mine design. Analyze the hydrology and test results from pilot hole 3. Implement further geotechnical tests.
3. Rock mechanical modeling has also to be undertaken for the assessment of the impact of the mine cavities of the hydrogeological protection layer.
4. Implement underground exploration plan (e.g. exploration drilling) to identify potential areas containing solutions enclosed in rocks beyond the mining face. Procure underground exploration equipment (drill rigs with accessories etc.).
|
High | |||
| Presence of artesian conditions could require the design of the shaft sinking and permanent shaft lining to be complex and add more cost and schedule overrun | High | 1. Gathering of more detailed geological, geotechnical and hydrological testing and reports. Design has been developed upon receipt of the test work and will incorporate shaft pilot hole results. |
High | |||
| BFS requires assurance on supply of energy. Lack of confirmation (MoU) of energy supply may result in delay or non-compliance of bankability requirements | High | 1. Start Basic Engineering with Dalben.
2. Further evaluate purchasing natural gas or LNG. |
High | |||
Table 155 Environmental risks
| Risk Description | Risk Severity Before Treatment |
Risk Treatment Plan | Risk Severity After Treatment |
|||
| Change in the plant, port and road locations could delay the environmental license and project schedule | Extreme | Reinforce the advantages and reduction of the environmental impacts of the new location. Initiate baseline environmental studies for the new plant location. | High |
315
| Management of brine run-off from the tailings during the wet season. Lack of control may result in leak to the river and higher CAPEX to establish the proper management (current assessment results in higher piles of salt). | Extreme |
1. Design of disposal system for excess brine.
2. Protocol a new change related to the increase of the surface pile volume. |
Moderate | |||
| Management of excess brine during the continuous operation and disposal of the brine may result in interruption in operation | Extreme |
1. Design disposal system for excess brine, considering deep injection.
2. Develop reference list of existing hot leach operations, listing excess brine quantities.
3. Confirm the amount of residues on the surface and develop a tailings management plan for that area. |
Low |
Table 156 Financial risks
| Risk Description |
Risk Severity
|
Risk Treatment Plan | Risk Severity
|
|||
| Delays in the mine development plan is longer than what is allowed on the PEA; this affects overall return of the project | Extreme |
1. Continue to optimize the mine development plan and project ramp up. A consequent underground exploration is mandatory and base for any optimization of the mine development plan. |
Extreme | |||
| Delays in the project approval for the next phase, by the BOD, could lead to significant project completion delays. | Extreme | 1. Attract investors and equity debt.
2. Plan between the BFS and project implementation.
3. Develop monthly expenditure cash flow in the BFS. |
High | |||
| Delay in financing for the project will result in schedule delays for the project. | Extreme | 1. Engage major banks to reach out to high potential equity investors.
2. Meet with Export Credit Agencies on debt. |
Extreme | |||
Table 157 Government risks
| Risk Description | Risk Severity
|
Risk Treatment Plan | Risk Severity
|
|||
| Delay in indigenous study due to delay in authorization from FUNAI could impact project schedule and LI. | High |
1. Follow up with FUNAI.
Complete the study Indigenous study approved by FUNAI and the implementation has started. |
Low |
Table 158 Legal/contractual risks
| Risk Description |
Risk Severity
|
Risk Treatment Plan | Risk Severity
|
|||
| Delays in the approval for the archaeological study causes delays in approval of environmental license, resulting in delay to overall schedule and increased CAPEX. | High |
1. Contract a company to provide the study and rescue the artifacts.
2. Receive authorization from IPHAN for the archaeological study.
3. Compress archeological study execution schedule. |
Low |
316
Table 159 Operations risks
| Risk Description |
Risk Severity
|
Risk Treatment Plan | Risk Severity
|
|||
| Flooding the shaft during sinking or during operation resulting in collapse of the shaft and significant delays | Extreme | 1. Freezing and cementation trade-off study and detail design in monitoring of compliance during sinking and geotechnical monitoring of water ingress during operations.
2. Review test pilot hole results to confirm BFS design. |
High | |||
| Backfill and brine pumped underground; in the event of water breaks, could cause corrosion and erosion of the mine resulting in stopped production. | High | 1. Backup pumping systems, power supply and pipelines.
2. Inspection and monitoring. |
High | |||
Table 160 Procurement risks
| Risk Description |
Risk Severity
|
Risk Treatment Plan | Risk Severity
|
|||
| Lack of procurement and contracting plan may result in delay in CAPEX development and accuracy | Extreme | 1. Establish procurement andcontracting strategy.
2. Develop a detailed plan for project execution. |
Low | |||
Table 161 Safety and health risks
| Risk Description |
Risk Severity
|
Risk Treatment Plan | Risk Severity
|
|||
| Potential of interference and accidents on the public road from the port to the site due to the increase of trucks and vehicles, resulting in increased safety risks. | Extreme | 1. Traffic Management Plan with potential lighting.
2. Some Improvements on the current road already considered in the BFS design. Others need to be studied.
3. Possibly fence the road. |
High | |||
| Transportation of construction equipment and operations personnel, by river, poses a safety risk due to congestion and travelling at night, particularly in the Madeira River. | Extreme | 1. Avoid travelling at night
2. During construction operations, try to find agreements with contractors for local transportation to require safe boats.
3. Acquire specific routes for the company, and a safe boat.
4. Construction readiness review to assess this risk. |
High | |||
21.20.3.5 Opportunities Assessment Summary
Opportunities are conditions that are helpful to achieving the objectives or an upside/positive risk. During the risk workshops, a total of 18 opportunities were identified. The opportunities are summarized in Table 162 (WorleyParsons, 2016, /57/).
317
Table 162 Opportunities (WorleyParsons, 2016, /57/)
|
Item
|
Opportunity Description
|
Opportunity Treatment Plan
|
||
| 1 | Utilize tax benefits on the project potential for reducing CAPEX. | Negotiate preferred rates with Government | ||
| 2 | The project timing is very good considering the current market condition (availability of labor trades and materials, competitive pricing) | Capture the benefits of current market conditions through marketing strategies and contracting plan After establishing procurement plan, invite key vendors to seek ideas and solutions |
||
| 6 | Mechanical excavation of the shaft through Alter do Chao. | Potentially could save 2-3 weeks | ||
| 7 | Sell the untreated halite from the mine development to the market. | Conduct trial with local farmers | ||
| 9 | Constructability input, panelization and modularization can potentially result in optimization of cost and schedule. | To be developed in the next phase. | ||
| 10 | Pre-fabrication in Manaus can potentially result in reduction/ optimization in tax impact and energy and capital cost. | To be developed in the next phase. | ||
| 12 | Use gravel from the river for lean concrete. The materials can be dredged from the river and could potentially be crushed to improve the structural properties. | To be developed in the next phase. | ||
| 14 | Availability of wood in the Amazon region. Use of wood for some structures will enable use of local materials and reduce costs of procurement of materials from outside (e.g. ladders, stairs, floors furniture, etc.). | To be developed in the next phase. | ||
| 15 | Shaft sinking is on critical path and potentially 2 competitors could be mobilized to sink the two shafts in parallel. | Creates competition and could positively impact the schedule. Negatives: Complete resources such as concrete, water, power and human skills. |
||
| 16 | Upgrading existing resources could increase mine life. | To be actioned in the future as resources currently sufficient. | ||
| 18 | Hot leach residue may be sold as cattle salt. | Conduct trial with local farmers |
| 21.20.4 | Conclusions and Recommendations |
The Risk Register and Action Plan and Opportunities Register should be reviewed on a continuous basis to ensure that appropriate actions have been taken and followed up has occurred. Reviews should also occur at the commencement of a new project phase or if there are significant changes to the project scope or operating environment.
The Risk Register and Action Plan, including action parties and forecast action close-out dates, is a live document and as such, should be maintained on the Project schedule or a standalone risk schedule.
318
| 22 | Interpretations and Conclusions |
The Autazes Potash Project is technically and economically viable and should advance to a further stage of execution.
The applied mining and processing concepts represent conventional technologies that have been used successfully in international potash mining operations for several decades. The deposits resources are sufficient to provide an economically viable underground mining project under the circumstances and limitations as described in this report. Further investigations and engineering works should be executed as per recommendations included in this report.
| 22.1 | Exploration, Geology and Resources and Reserve Estimate |
The Autazes Potash Project is located in the Central Amazon Basin, a large Paleozoic basin in northern Brazil. Within this basin, a sequence of marine to fluvial-lacustrine sediments of the Tapajos Group has developed, which are of Upper Carboniferous to Permian age. These rocks un-uniformly overlay rocks of the Upper Devonian to Lower Carboniferous Curua Group and are un-uniformly overlain by the rocks of the Javari Group of Cretaceous to Palaeogene age.
For the Upper Carboniferous to Permian, a cyclically laid out evaporate sequence has been documented. The evaporite sequence consists of 11 cycles. The potash-bearing horizon always occurs within Cycle VII between the Markers (Marco) 10B and 11A, which are assigned to the Nova Olinda Formation. In its normal lithologic succession this horizon is subdivided into three zones the Upper and Lower Sylvinite and the Middle Sulphate in between. This sylvinite deposit is of Lower Permian age.
The mineralogical composition of both the Upper and Lower Sylvinite comprises of Sylvite and Halite with minor amounts of sulphate minerals, mainly Anhydrite, and minor amounts of Carnallite in the Upper Sylvinite. The Middle Sulphate contains various sulphates, mainly Anhydrite, Kieserite and Polyhalite, which interlayer with Sylvite, Halite and Carnallite. Main potash-bearing mineral is Sylvite.
Based on the distribution of the potash-bearing horizon, derived from drill hole data, it was found that it has an irregular geometry and can be divided into two distinct domains, or into two connected sub-basins, one to the north and one to the south, divided by a fault zone. The best results in terms of thickness and grades are distributed over an area about 18 km long and 13 km wide. The northern, northeastern and eastern limits of the Autazes potash deposit still represent boundaries of mineralization expansion with holes that have reached intersections of significant KCl grades and thicknesses of the potash-bearing horizon.
The top of the sylvinite deposit was determined to be at a depth between 685 m to 863 m. The total thickness of the potash-bearing horizon in the explored area of the Autazes Potash Project ranges between 1.0 m and 4.0 m, with an average KCI grade of 25.0%.
The Nova Olinda Formation is overlain by thick layers of siltstone intercalated with thin anhydrite horizons, which are assigned to the Andirá Formation. These rocks form, together with the rocks of the Nova Olinda Formation in the hanging wall of the potash-bearing horizon, a hydrogeological barrier against the groundwater-bearing rocks of the overlying Alter do Chão Formation, based on data of shaft pilot hole PBAT-15-43.
As part of this Technical Report, an updated resource estimate was completed by ERCOSPLAN. As the original mineral rights of the Project intersect with the so called Jauary Indigenous Land, these mineral rights were dismembered resulting in mineral rights located inside the indigenous land and mineral rights located outside of it.
Independently of their location, the approach of the mineral resource estimate was equal for all mineral rights. A cut-off grade of 10% KCl and a minimum thickness of the potash-bearing horizon of 1 m were incorporated into the calculations along with the following radii of influence around each sampled hole drilled by BPC:
| | Measured mineral resources occur within a radius of 750 m around an investigated drill hole; |
| | Indicated mineral resources occur within a radius of 1,500 m around an investigated drill hole; |
| | Inferred mineral resources occur within a radius of 2,000 m around an investigated drill hole in the southern part of the Autazes area and 2,500 m around an investigated drill hole in the northern Autazes area as the recent drill holes show a more continuous and homogenous distribution of the deposit in the northern part (except for PBAT-13-28, due to its proximity to the barren zones in the Southeast). |
For the mineral resource estimate the interpretation of the 2D seismic survey results were incorporated.
For mineral rights located inside the Jauary Indigenous Land only inferred resources are reported given the uncertainty of being able to permit this area for future mining. For those outside the indigenous land measured, indicated and inferred resources are reported (Table 163).
Table 163 Mineral resources (amount and grade) of the Autazes Potash Project
| Resource category | Tonnage | KCl grade | Remark | |||||||||
| [Mt] | [%] | |||||||||||
| Inferred |
219.83 | 27.63 |
located inside Jauary Indigenous Land |
|||||||||
| Inferred |
106.83 | 30.97 |
located outside Jauary Indigenous Land |
|||||||||
319
| Indicated |
189.09 | 32.36 |
located outside Jauary Indigenous Land |
|||||||||
| Measured |
106.67 | 32.77 |
located outside Jauary Indigenous Land |
As per information from BPCs subsidiary PdB (PdB, 2022, /42/) the mineral rights located inside the Jauary Indigenous Land will be considered in the future, after the year 15 according to the updated mine plan presented in this Report. Hence, mineral reserves are only reported for the mineral rights located outside of the Jauary Indigenous Land.
The mineral reserve estimate was conducted by using the resource block model, provided by BPC, and the mine plan, update by ERCOSPLAN, as a base for the calculations. The cut-off grade of 10% KCl was already incorporated into the block model. For the calculations a minimum mining height of 1.5 m in panel drifts and of 3.5 m in main and panel development drifts were applied. The result of the mineral reserve estimate is presented in Table 164. Portions of the mine plan that goes beyond the limits of mineral rights to the south were not included in the mineral reserve estimation.
Table 164 Mineral reserves (amount and grade) of the Autazes Potash Project
| Reserve Category | Tonnage | KCl grade | ||
| [Mt] | [%] | |||
| Probable |
110.97 | 27.45 | ||
| Proven |
62.42 | 28.87 | ||
| Proven & probable |
173.39 | 27.96 |
| 22.2 | Mining |
The mining method selected for the Autazes Potash Project is based on a conventional room and pillar underground mine with two shafts for access and ventilation. Extraction of the potash ore is done by mechanical borers using the long pillar method. This is the most common method of potash extraction, with an established and well developed technology for ore extraction, followed by hauling and hoisting to the surface. The mine is divided into main development and production panels. Main development consists of a variety of split intake and return mains as well as single system mains. The production panels are a long pillar design with an extraction ratio slightly less than 60%. The production schedule has been updated based on the reduced mining licensed area and designed to follow the extraction of ore and productivity, while maintaining a safe working environment.
Rock mechanical test work on 68 selected drill core samples from the potash horizon, the hanging and the underlying wall, as well as subsequent modelling, was completed in November 2014. As a result of the simulations, a high-extraction long pillar mining layout is recommended. Since the pillar system is not stable in the long-term, all long-lived drifts need to be excavated in the rock salt floor. Backfilling of the chambers as a further optimization is recommended. Suggested additional test work was realized on 17 samples in 2015; whereas, the input parameters for the former rock mechanical modelling could be confirmed by the additional rock mechanical test work results.
ERCOSPLAN has developed a backfilling system using slurry backfill technology. Tailings residues are used as backfill material. Implementation of backfilling will decrease the volume of residues stored on the surface, decrease subsidence and increase the extraction radio of mined panels. The backfill system is planned for implementation using the tailings material. The backfill plan updated for this study is based on mine plan Revision 7. The magnitude of the differences between old and new mine plan did not justify re-designing the backfill plan for the purpose of this study. It is recommended to update the backfill plan at the EPCM phase in order to reflect the most recent mine plan.
| 22.3 | Metallurgy and Processing |
Several test work have been carried out in order to find an appropriate processing method. Initially the method of Sylvite flotation was investigated. However it was found that an appropriately high enough recovery of potash with required 95% KCl purity using the flotation method could not be proven. Subsequently the processing method of hot leaching and cooling crystallization was investigated in comprehensive test work and as result it was proven that the desired product quality as well as a high recovery rate of KCl can be achieved reliably. Therefore, the method of hot leaching and crystallization was chosen for design of the processing plant to achieve a KCl product with 95% purity. The QP confirms that the hot leaching test work has been carried out with samples which are representative of the various types and styles of mineralization in the mineral deposit as a whole. To the QPs opinion, the data collected in the test work are adequate for the purposes used in the technical report summary. Based on completion of a review of mineral processing and metallurgical testing by ERCOSPLAN, it is the opinion of the QP that the testing procedures, results, interpretations and reporting meet standard industry practices.
For production of KCl with 95% purity from the sylvinite type potash raw material the recovery method of hot leaching followed by cooling crystallization has been selected. This recovery method ensures production of KCl with the desired quality and suitable efficiency considering the specific properties of the raw material to be processed. With the selected recovery method, the separation of significant side components beside NaCl such as Anhydrite and insolubles can be reliably realized at a comparably high KCl recovery rate of 90.8%. In the process, the raw material is
320
crushed and mixed with hot process brine and due to the temperature-dependent solubility of KCl, the KCl component is dissolved for the most part and most other components are mainly not dissolved and mechanically separated. The resulting hot KCl brine is cooled by vacuum cooling whereupon KCl recrystallizes which is separated and dried. Over years of full production, an average of 8.32 MTPA of ore is fed to the processing plant to produce 2.16 MTPA with a design capacity of up to 2.44 MTPA of KCl with purity of 95%. The whole amount of product will be compacted to granular MOP product. For this processing, the typical consumables required are water, heating steam, reagents e.g. flocculant and anticaking agent and natural gas for drying. The selected recovery method is proven technology and the considered high recovery rate as well as the intended product quality can be reliably achieved. The process design includes heat recovery for brine warming in order to utilize the fed energy as much as possible. The high recovery rate and heat recovery reduces the specific heat demand per tonne of product to the necessary minimum.
The processing plant contains two identical stand-alone production trains. Each production train includes crushing, hot leaching, cycloning, crystallizing, drying and compaction. All equipment and technology selected for the process has been proven successful in other potash operations.
Surface storage of dry stacked tailings was selected for the design of the tailings management area. The tailings management area consists of two tailings deposit sites. Each tailings deposit site is approximately 1.5 km long x 1.3 km wide. The base of the piles will be sealed with a plastic liner to prevent brine infiltration.
Tailings, comprised primarily of common salt, will be disposed of using a dissolution process caused by natural precipitation. The brine will be collected in designated ponds and slimes will be separated. The brine will be injected into brackish water in an aquifer that is approximately 300 m deep.
Once the tailings dissolution process is completed, the remaining solid residues will be covered with a plastic seal, a layer of topsoil and re-vegetated as part of the site reclamation process.
| 22.4 | Infrastructure and Tailings Management |
The design of the project infrastructure facilities include all required items for the mine site, processing plant site and port site. The foundations and tailing management facilities were designed based on geotechnical investigations.
A network of existing and new roads is designed to provide access to all project sites. A site drainage system handles uncontaminated and contaminated water from the project. The Project consists of 80 processing and auxiliary buildings and outdoor areas of varying construction and sizes with required services. The port site facilities comprise of a private use terminal to commercially handle potash, fuels and cargo by waterway.
The designed 500 kV transmission line is considered to be the interconnection between the substations SE Silves on Brazils national electricity grid and the new SE Autazes with a distance of approximately 120 km. The estimated power demand for the construction phase is 20 MW and the maximum power required for the operation of the mine, processing plant, port and other facilities is estimated at 294 MW. Standby power for critical process and safety electrical loads is supplied by diesel generators.
The water supply system is divided in two sub-systems. At the processing plant site, the industrial and process water supply system is designed for 10 deep wells and the potable and make-up steam plant water supply system is designed to be supplied from two deep wells. The Madeira River has also been identified as an alternative source of water for the processing plant and mine site.
The infrastructure includes the required telecommunication facilities to enable the construction and permanent operation phases of the Project.
Waste management comprises the sanitary solid waste, e.g. recyclable materials, domestic waste, waste produced in the processing and hazardous waste.
The tailings management area consists of two dry stacked tailings deposit sites with usable battery volume of 24.1 million m³ each. Each pile has two brine ponds for collected surface water. The complete area under the tailings site is lined to manage surface water collection and prevent contamination of the surrounding soil and ground water.
The Autazes Potash Project requires the transportation of up to 2.4 MTPA of granular KCl from the processing plant to the port. This transportation will be done by trucks. River access will be provided by the Madeira River, which will be used for further potash transportation through waterways on barges.
| 22.5 | Land Acquisition |
As of the publication date for this Report BPCs subsidiary PdB has acquired 24 of the 42 properties required for construction of the Autazes Potash Project totaling to a corresponding area of 1,523.31 ha. Regarding the purchase of the remaining 18 properties, negotiations with the property owners are ongoing and purchases are planned for 2022/2023.
Properties affected by rural road improvements will not be acquired by PdB. However, authorization for these improvements will be obtained from the local government.
BPC has also acquired 11 properties (861.84 ha²), which will be used as a legal reserve for environmental compensation.
Environmental Permitting:
321
On July 23, 2015, BPC obtained the Previous License (LP) Nº 054/2015 for the Autazes Potash Project that comprises the mine, processing plant, port terminal, and the road between port and mine. However, since issuance of LP Nº 054/2015 a new location for the processing plant and shaft area has been selected. A report covering these changes was sent to IPAAM on September 8, 2015, and additional documents requested by IPAAM were provided by BPC on December 23, 2015 to IPAAM resulting in IPAAMs subsequent approval of these changes.
After receiving the Preliminary Environmental License, the Ministerio Publico Federal (the Brazilian MPF), which is Brazils federal prosecution office, opened a civil investigation in December 2016 that questioned the validity of the license based on a motion from a non-governmental organization that the consultations with indigenous communities were not conducted in compliance with International Labour Organization Convention 169. As a result of the December 2016 Civil Investigation, in March 2017, BPC agreed with the court overseeing the December 2016 Civil Investigation, the Brazilian MPF, the Brazilian Amazonas Environmental Protection Institute, the Brazilian National Mineral Agency, FUNAI, and representatives of the Mura indigenous people to suspend the Preliminary Environmental License, and to conduct additional consultations with the local Mura indigenous communities near the Autazes Potash Project in accordance with the mentioned convention.
The Companys current near-term goals are to have the Preliminary Environmental License reinstated and obtain the Installation License, both of which are required prior to starting construction of the Autazes Potash Project. Reinstatement requires additional consultations with the indigenous communities near the Autazes Potash Project in accordance with the mentioned convention. There are two major steps that need to be followed in connection with these consultations. The first step is that the indigenous communities need to determine the means of, and who within their tribes will be involved in, the consultations. The first step has been completed. The second step is the actual consultation process, which initially started in November 2019 but was suspended in March 2020 due to the outbreak of COVID-19. In April 2022, following the lifting of COVID-19 related restrictions, consultations resumed with the Mura indigenous people.
Additionally, the reinstatement of the Preliminary Environmental License and the issuance of the Installation License are subject to submission to, and the review and approval by, FUNAI of the Companys Indigenous Component Study. Following FUNAIs approval, the Indigenous Component Study and FUNAIs decision will be submitted to (i) the court over-seeing the December 2016 Civil Investigation to decide whether the suspension of BPCs Preliminary Environmental License will be lifted, and (ii) the Brazilian Amazonas Environ-mental Protection Institute for its review. At such point following the completion of these steps, the Company would have also satisfied the two remaining items to be completed in order to obtain the Installation License. It is possible, however, that the court overseeing the December 2016 Civil Investigation and/or the Brazilian Amazonas Environmental Protection Institute may interpret the March 2017 Suspension Agreement as requiring the completion of BPCs consultations with the Mura indigenous communities near the Autazes Potash Project in accordance with International Labour Organization Convention 169 prior to the reinstatement of BPCs Preliminary Environmental License and/or the issuance of the Installation License, respectively.
| 22.6 | Environmental |
The main requirements for environmental licensing are stated in Law Nº 6938/1981 and in CONAMA Resolutions 01/1986 and 237/1997. Resolution 01/1986 establishes the obligation for an environmental assessment of specific projects and a minimum scope for the Environmental Impact Study EIA (in Portuguese, Estudo de Impacto Ambiental). Resolution 237-1997 establishes the legal requirement for environmental licensing prior to the development of a project. In addition to these, the Complementary Law Nº 140/2011 discusses the state and federal jurisdiction requirements for licensing, based upon the location of the project.
Under the jurisdiction of the State of Amazonas there is the following legal framework related to environmental licensing: (i) State Law 1.532/82, which is on the State System of Licensing Activities with Potential Impact on the Environment; (ii) State Decree 10.028/87, which regulates State Law No. 1.532 (07/06/82); Law No. 3.219/2007, which regulates environmental licensing within the State of Amazonas; and State Law 3.785/2012, which establishes licensing fees, according to the activity and type of license required (LP, LI, LO, LAU, among others).
In accordance with Brazilian Legislation, there are four milestones of environmental licenses that companies must obtain during the course of the project development.
| 1. | Term of Reference TR (Termo de Referência) contains the minimum aspects to be studied during development of the project as determined by the environmental agency. |
| 2. | Previous License LP (Licença Prévia) is obtained during the planning phase of the project. |
| 3. | Installation License LI (Licença de Instalação) must be obtained prior to construction of the project. |
| 4. | Operation License LO (Licença de Operação) is the last phase of the environmental licensing process and grants authorization to run the Project and sell products. |
Other permits and authorizations, with specific requirements, will be required during the implementation of the PBA programs.
The License No LP 054/2015 1st Amendment was issued by IPAAM to BPC for the Autazes Potash Project on July 23rd, 2015, specifying 41 restrictions and conditions for its validity. Key conditions identified in the License include:
322
Point 4 Each and every modification included in the project after issuance of this license shall imply its automatic invalidation, and a new license must be requested with the cost to interested party;
Point 5 This license is valid only for location, activity and purpose listed herein. The interested party must require a new license to IPAAM when there is any change to any of these items.
During the design phase of the Project changes were made to the proposed project location and operating parameters. Based on the proposed changes and the conditions of the License, BPC initiated discussions with IPAAM regarding re-validation of the License. A report, indicating the advantages and benefits of the new location and including a revised plot plan, was submitted to the IPAAM in September 8, 2015. On October 26, 2015, IPAAM requested an amendment of the EIA/RIMA to account for the changes. The amended EIA/RIMA was provided by BPC on December 23, 2015 and subsequently approved.
| 22.7 | Marketing and Economics |
For the market analysis and product price forecast, CRU International Ltd. conducted a custom study for the Project (CRU, 2022, /12/). For a global outlook, this study includes information about the demand and supply for the Brazilian market in the present and in the future.
Today, Brazil is the second largest consumer of potash in the world. The preferred product in the Brazilian market is granular MOP, which will be produced by the Autazes Potash Project. For the purpose of the PFS, 100% of the MOP production is considered to be sold domestically.
The current and projected consumption of potash in Brazil is sufficient to absorb the entire production of the Autazes Potash Project, which will largely displace current imports.
The biggest advantage of the Autazes Potash Project over its competitors will lie in logistics. As a domestic producer, BPC will be able to deliver to mega farmers, cooperatives and blending companies in Brazils Mato Grosso region in less than 3 days ex-works.
On the basis of the data of the CRU report, a mid-term and long-term price forecast have been provided, which are used in the development of a discounted cash flow model. The Pre-Feasibility (PFS) cost estimate update was completed by ERCOSPLAN and L&M with consideration of the cost structure developed in 2016 for the:
| | Mine, vertical shafts, processing plant, tailings management area, on site infrastructure and off-site infrastructure, including the port and power transmission line. |
Table 165 summarizes the key elements of the PFS cost estimate and financial analysis for the Project. The capital cost estimate has a predicted accuracy of AACE Level 3, except for the tailings and brine management areas, steam generation plant and power transmission line, which have been completed to AACE Level 4. The ERCOSPLAN and L&M QPs consent to the updated estimated CAPEX and OPEX with an accuracy of ±25% which is in line with the requirements for a Pre-Feasibility Study (PFS). An exchange rate of BRL 5.25 : USD 1.00 for the US dollar (USD) to the Brazil Real (BRL) was used. No escalation was included in the economic analysis, as the discounted cash flow model was developed using a real dollar basis. The IRR on the total investment was calculated on the basis of 100% equity financing.
Table 165 Unlevered financial results summary
| Financial Analysis |
Unit | Post-Tax | ||
| NPV@8.1% |
(USD million) | 2,497.6 | ||
| IRR |
(%) | 15.8% | ||
|
Profitability Ratio |
(%) | 127.1% | ||
| EBITDA (*) |
(USD million) | 972.8 | ||
| Total Cash Flow |
(USD million) | 13,879.4 | ||
|
Payback (**) |
(Years) | 5.6 | ||
|
(*) Average Year 4-20, full run rate production period |
||||
| (**) Undiscounted, after start-up |
||||
A summary of the initial capital cost estimate (iCAPEX) using the cost centers breakdown, including taxes, is presented in Table 166.
Table 166 Initial capital cost summary
| WBS |
Description
|
Cost in Million USD
|
||
| 1000 |
Mine | 268.0 |
323
| 1100 |
Shafts | 433.4 | ||
| 2000 |
Site general | 68.3 | ||
| 3000 |
Process plant | 608.7 | ||
| 4000 |
Tailings management area | 72.1 | ||
| 5000 |
Utilities | 69.9 | ||
| 6000 |
Ancillary services | 28.3 | ||
| 7000 |
Off-site facilities | 221.7 | ||
| Total direct costs | 1770.5 | |||
| 8000 |
Indirect costs | 135.2 | ||
| 9000 |
Owners costs | 165.8 | ||
| - |
Contingency | 200.2 | ||
| - |
Taxes, duties, fees | 219.3 | ||
| Total indirect costs | 720.5 | |||
| TOTAL | 2,491.0 |
The total operating costs for the Autazes Potash Project is estimated to be between USD 78.03 to USD 105.01 per tonne of MOP over the Projects life after ramp-up is completed and during years when production is at least 75% of the designed 2.44 MTPA.
The weighted average life of mine total operating cost, post ramp-up is estimated at USD 86.76 per tonne of potash, as per the cost centers breakdown, excluding taxes, as summarized in Table 167.
Table 167 Operational cost summary
|
Description
|
Cost USD/tonne of MOP
|
|
| Mine |
19.20 | |
| Shaft |
7.83 | |
| Processing |
49.80 | |
| Tailings management and brine disposal |
1.33 | |
| Logistics |
4.76 | |
| Employee transportation and housing |
1.03 | |
| General and administration |
2.81 | |
| TOTAL |
86.76 |
| 22.8 | Final Conclusion |
The updated Pre-Feasibility Study phase of the Project was completed to sufficient detail to assess the economics to a ±25% level of accuracy and to outline the issues facing the Project going forward. The project economics are sufficiently robust to warrant moving to the next phase of more detail engineering and the subsequent phase of project execution.
BPC needs to obtain the necessary Installation license (LI) and surface rights to conduct mine and processing plant development activities.
324
| 23 | Recommendations |
The Autazes Potash Project is technically and economically viable and should advance to a further stage of execution.
Recommended work programs have been listed in various chapters of this report and are summarized in this chapter.
| 23.1 | Mineral Reserves and Mining |
For the next stages of project development, ERCOSPLANs QPs recommend the following work programs:
| | Exploration from above ground is considered sufficient at the current stage of the Project; |
| | During the operation of the mine an underground exploration program comprising of exploration drilling and geophysical measurements in drill holes should be implemented to mitigate mining risks regarding grade control of the mined ore and inflow of brines possibly trapped within the rocks or even groundwater; |
| | Drilling should be conducted in different lengths, depending on how far ahead of time the mining is planned. For example, drilling length should be shorter in an area where mining is planned within the next few weeks (short-term mine planning), compared to an area where mining is planned within the next months (mid-term to long-term mine planning). The correct drilling length of an individual hole should be determined by the mine geologists taking the depth of advance into consideration, which can be achieved with the available mining equipment within the said amount of time. Implementing such a drilling scheme does not only improve grade control of the ore but also helps to mitigate the risk of possible brine inflows into the mine, which can never be completely excluded in potash deposits as worldwide experience has shown; |
| | Furthermore, exploration drilling should be conducted at several locations to be able to make detailed plans and assessments from which mining areas the ore should be blended during future mining to feed the processing plant with an ore of ideally constant grade; |
| | Additional work, like hydraulic borehole tests, should be considered for improvements in hydrogeological characterizations and the brine injection system; |
| | Regarding grade control it is necessary to sample the drilled material and analyze its chemical/mineralogical composition. Sampling intervals and extent of analyses have to be determined by the personnel in charge; |
| | When crossing fault structures, drilling length should be higher to have a wider safe-ty pillar between the starting point of a drill hole and a possible brine reservoir in the rocks that might be encountered during drilling. Brine inflows are much easier controllable within drill holes than within mining drifts; |
| | Regarding further risk mitigation arising from possible brine reservoirs in the rocks, underground exploration drilling should be accompanied by geophysical measurements (e. g. georadar). This allows to identify such reservoirs in the rocks close to an exploration hole that could not be identified by drilling, but would be located right within the mining face or so close to it that a brine breakthrough into the mining drift would be possible; |
| | Such an exploration program should be implemented over the entire life of the mine; |
| | Regarding the mineral resources and reserves, the economic viability of Mining Panels 11 and 12 should be reviewed again. According to the mine plan presented in (WorleyParsons, 2016, /57/) both panels were located around drill hole PBAT-12-21, but were removed from the production schedule in 2016 due to economic rea-sons. Since the forecast potash prices have dramatically increased, the economic viability taking into consideration the economic factors for the year of this Report and the following years should be applied. Though both panels are located in mineral rights inside the Jauary Indigenous Land, it is possible to extend mining in this area, if mining will be permitted inside the indigenous land in the future; |
| | It is recommended to negotiate mine permitting for the mineral rights located inside the Jauary Indigenous Land with the Mura and corresponding authorities as there exists large potential to increase total production of the mine and, hence, to the ex-tent the mine life; |
| | Additional geotechnical stability analyses should be conducted to confirm specific mining parameters for perimeter mining of panels and retreat pillar mining for the mains. Further detailed design of self-yielding mining techniques should be completed in the future for perimeter and retreat mining; |
| | Additional work should be considered for convergence and creep modelling at different seam heights to reduce risk and more accurately determine available void volumes for slurry backfill. Better definition of aquifer boundaries and detailed risk assessment of the effect on mine layout should be conducted. Higher resolution for lithology modelling should be conducted for better identification of material types; |
| | The heat load is based on assumptions for rock thermal properties, which still need to be validated; they can cause an impact on design of the refrigeration plant and cooling systems; |
| | Current mine plan Revision 7 is adjusted based on the new license area and shortened LOM from 35.5 to 23 years. In the next project phase the production schedule, annual equipment usage and therefore backfill schedule should be detailed based on the updated mineral reserves estimation; |
325
| | From the aspect of rock mechanical tests further optimization of the mining system is possible. To allow relaxation of conservative assumptions and to improve reliability, coupled with hydro-mechanical simulations, and emphasis on pressure-driven percolation, are suggested. |
| 23.2 | Mineral Processing and Metallurgical Testwork |
The processing method of hot leaching and cooling crystallization was investigated in comprehensive test work and as result was proven that the desired product quality as well as a high recovery rate of KCl can be achieved reliably. The following recommendations for next steps are provided:
| | The method of hot leaching and crystallization was chosen for design of processing the potash ore to KCl product with 95% purity. Nevertheless, there is still potential for detailing the design bases by further metallurgical test work. Taking sufficient available test material as a basis, future metallurgical test work can comprise mainly of the verification of optimum particle size for potash material given to hot leaching, tests for selection of optimum crushing equipment for ore crushing as well as thickening of hot brine obtained from hot leaching before it is sent to crystallization. Detailing the basis of process design and equipment design increases the reliability of process performance; |
| | The report on hand gives a clear overview of the recovery method to be applied. The respective process steps and the main throughputs are clearly defined. The selected process of hot leaching and cooling crystallization allows reliably a high KCl recovery rate and ensures the intended product quality. The principle process design results to an efficient KCl recovery. For the next step of engineering, the single process parameters for each process step should be again verified and interfaces between design sections should be checked that they are in balance to each other; |
| | Thickening test work is required to confirm the size of the lamella thickeners that will be used to remove solids from the hot leach brine. This test work is to ensure that the crystallizers will be fed with solids free brine; otherwise, the carried over solids could reduce KCl content of the product crystals, resulting in low-grade product; |
| | Crushing test work needs to be done to confirm the size of the primary double roll crushers and the secondary cage-mill crushers or to define other types of crushing equipment. This test work is to ensure the crushing circuit will be able to process the design ore throughput. If it is not done, then the design factor for the crushing equipment will need to be increased to account for assumptions that were made on equipment selection size during the PFS stage; |
| | Pilot plant filtration testing is required to confirm the size of the horizontal belt filters. This test work is required to complement the already completed batch filtration tests and to verify that the fine hot leach residue can be processed on belt filters and that the adherent brine will be recovered. If it is not done, then the design factor for the filtration equipment will need to be increased to account for assumptions that were made on equipment selection size during the PFS stage. In addition, appropriate high pressure washing equipment should be specified during the design phase to wash the filter cloth in the event that it plugs with clay; |
| | Hot leach test work needs to be completed to determine the optimum particle size for hot leaching, which could provide an opportunity to reduce the CAPEX and OPEX in the crushing circuit; |
| | Crystallizer pilot-plant testing to verify the predicted brine chemistry will bring positive impact for the next project phase; |
| | Compaction plant testing should be conducted to confirm the size and number of compactors, crushing and screening equipment. This test work should confirm that the current compaction circuit is sized correct; |
| | Drying plant test work should be conducted to confirm the dryer size and to deter-mine dedusting equipment. Test work could confirm opportunity to use a smaller dryer, resulting in reduced CAPEX; |
| | Tailings characterization and stackability test work is required. This test work will confirm that high tailings piles can be produced that will not slump. |
| 23.3 | Project Infrastructure |
The report gives a comprehensible overview to the infrastructure comprising the mine site, processing plant site, port site and general facilities. Following recommendations for next step is provided:
| | Due to the relocation of the port site it is recommended to undertake a further geotechnical drilling program at the new determined area to evaluate surface and subsurface soil conditions; |
| | Although the Madeira River could be used as an alternative water supply subject to further investigation, the water supply system outlined in this report is mainly designed for several deep wells to be sunk. Bore and pump tests have to be done to confirm the expected availability of groundwater; |
| | In case of using the Madeira River as the source of water supply, laboratory tests and further investigations in accordance with process requirements have to be carried out. On this basis the water treatment plant has to be designed in more detail respecting varying properties of the Madeira River water; |
326
| | The determined power supply route between the existing substation SE Silves and the new substation SE Autazes has to be closer examined. Investigations have to be done to ensure if SE Silves provides the required conditions, e.g. available area, technical parameters, to connect the new route to SE Autazes. It is recommended to start negotiation with Brazilian authorities regarding the approval of the connection point as soon as possible; |
| | For the construction of the power supply route, impacted properties of all affected areas have to be arranged before construction as part of permitting. With an emphasis on environmental protection the construction has to ensure minimal impact on properties in the study for alternatives to select the optimal route for the transmission line; |
| | The consumption of fuels, e.g. natural gas or diesel, has to be estimated in greater detail during the next project stages with adjustment of fuel storage facilities on site. |
Contracts or agreements should be negotiated for the following services prior to start of construction:
| | Electrical power supply; |
| | Freight forwarding and logistics; |
| | Solid waste disposal; |
| | Upgrades to the local road between the port at Urucurituba village and the mine and processing plant site. |
| 23.4 | Land Acquisitions |
Before proceeding to the execution phase of the Project, the rights to the required outstanding real estate primarily in the area of the tailings stacks need to be secured.
| 23.5 | Bridging Phase |
In order to meet the overall project execution schedule, as presented in this report, the following activities need to be completed in advance of the detailed engineering phase:
| | Develop a detailed, comprehensive Project Execution Plan; |
| | Preparation of an updated feasibility study with more detailed engineering level to reach accuracy in cost estimate with ±15%; |
| | Conduct studies necessary to implement the electrical power line construction and supply at a higher engineering accuracy level as basic design; |
| | Conduct studies necessary to implement the port construction at a higher engineering accuracy level as basic design; |
| | Complete studies and field work required for compliance with environmental per-mitting of the power line; and |
| | Complete updated topography survey for the project area, using the coordinates system SIRGAS 2000. |
| 23.6 | Environmental and Permitting |
Negotiations with the regulatory bodies should be finalized and all permits and licenses required for the start of the EPCM phase of the Project including the last two items to obtain the Installation License should be secured.
All works need to be performed in strict compliance with the terms and conditions, as listed in the respective permits and licenses.
327
| 24 | References |
| /1/ | Agapito Associates (2008): Technical Report Concerning Mineral Resource Estimates, Fazendinha and Ararí Deposits, Amazonas, Brazil.- Agapito Associates Inc., 27 October 2008. |
| /2/ | Amazon Potash (2009): Technical Report on Amazon Potash Property.- Amazon Potash Corp., 51 pp. |
| /3/ | Arcadis (2016): Book De Processos De Obtenção De Licenças, Autorizações E Anuências.- February 2016. |
| /4/ | Arqueologika (2018): Programa de Salvamento, Monitoramento Arqueológico e Educação Ambiental do Projeto Potássio Autazes. Resgate Arqueológico do Sítio Urucurituba Velho - AM CR-27.- Arqueologika, Consultoria em Arqueologia e Negócios Socioculturais,, Jundiaí, March 2018, 84 pp. |
| /5/ | Banco National do Desenvolvimento (2022): Taxa de Longo Prazo - TLP.- (Retrieved from: https://www.bndes.gov.br/wps/portal/site/home/financiamento/guia/custos-financeiros/tlp-taxa-de-longo-prazo).- Last accessed on: September 2022. |
| /6/ | BBE (2015): Emergency Preparedness Report.- Bluhm Burton Engineering Pty Ltd, September 2015. |
| /7/ | BBE (2015): Ventilation and Refrigeration Basis of Design.- Bluhm Burton Engineering Pty Ltd, November 2015. |
| /8/ | BPC (2012): Interpretacao Sismica Alvo Autazes.- Brazil Potash Corp., 10 pp. |
| /9/ | BPC (2015): Memo to WorleyParsons: Autazes-Resource Block Model Creation (2015-08-11 Brazil Potash -AT Block Model), detailing validation methods of the resource.- Brazil Potash Corp., 27 July 2015. |
| /10/ | CIM (2014): CIM Definition Standards - For Mineral Resources and Mineral Reserves.- The Canadian Institute of Mining, Mineral Resource and Mineral Reserve Committee, May 2014. |
| /11/ | Comtexto (2019): Estudo de Componente Indígena - ECI: MURA do Projecto Potássio Autazes-Amazonas.- Comtexto Treinamento e Consultoria Ltda.,, Brasília, September 2019, 354 pp. |
| /12/ | CRU (2022): Potash Marketing Report.- CRU International Ltd., London, 15.08.2022, 22 pp. |
| /13/ | Emerson, P. (2021): Keep Things Moving with Mobile Conveyors.- in: Global Mining Review 4 (October 2021), 7, pp. 55-57. |
| /14/ | ERCOSPLAN (2007): Scoping Study Exploitation of the Arari and Fazendinha Sylvite Deposit, Erfurt, 2007.- Erfurt, 2007, 236 pp., 7 app. |
| /15/ | ERCOSPLAN (2014): Mineral Resource Estimate for the Autazes Area, Amazonas State, Brazil Resource Update.- ERCOSPLAN Ingenieurgesellschaft Geotechnik und Bergbau mbH, Erfurt, 22.08.2014, 89 pp., 21 encl. |
| /16/ | ERCOSPLAN (2014): Preliminary Economic Assessment - Autazes Potash Project, Amazonas State, Brazil.- ERCOSPLAN Ingenieurgesellschaft Geotechnik und Bergbau mbH, Erfurt, 17 October 2014, 219 pp., 51 app. |
| /17/ | ERCOSPLAN (2015): Hot Leaching/Cooling Crystallization Test Work Report.- ERCOSPLAN Ingenieurgesellschaft Geotechnik und Bergbau mbH, Erfurt, 26 June 2015. |
| /18/ | ERCOSPLAN (2015): Mineral Resource Estimate for the Autazes Area, Amazonas State, Brazil. Technical Report.- ERCOSPLAN Ingenieurgesellschaft Geotechnik und Bergbau mbH, Erfurt, 1 September 2015, 98 pp., 20 app. |
| /19/ | ERCOSPLAN (2015): NaCl (Hot Leaching Tailings) Processing Test Work Report.- ERCOSPLAN Ingenieurgesellschaft Geotechnik und Bergbau mbH, Erfurt, 2 September 2015. |
| /20/ | FGV IBRE (July 2022): Economic Conjuncture, Statistics and Indices.- FUNDAÇÃO GETÚLIO VARGAS / INSTITUTO BRASILEIRO DE ECONOMIA, Vol. 76, No. 07, 11 pp., https://portalibre.fgv.br/sites/default/files/2022-08/conjest-julho-2022.pdf. |
| /21/ | FIGENER and PdB (2022): AUTAZES PROJECT, TRANSMISSION LINE, CONCEPTUAL DESIGN - TRANSMISSION LINE, CHARACTERISTICS AND COST UPDATE.- FIGENER, Potássio do Brasil, 17.08.2022, 13 pp. |
| /22/ | Fontes, Carlos (2015): Amazonas Basin Seismic Presentation.- April 2015. |
| /23/ | Georadar (2015): Survey Final Report, Survey: 2D_AM_Autazes, Amazon Basin.- Georadar Levantamentos Geofísicos S.A., Coari, 2015, 173 pp., 15 encl. |
| /24/ | Golder Associates (2015): Environmental and Social Impact Report (RIMA).- Golder Associates Brasil Consultoria e Projetos Ltda., January 2015. |
| /25/ | Golder Associates (2015): Environmental Impact Assessment (EIA).- Golder Associates Brasil Consultoria e Projetos Ltda., January 2015, 40 pp. |
| /26/ | Golder Associates (2015): Technical Memorandum to Jose Fanton of Potássio do Brasil Ltda, regarding Hydrogeological In-Situ Testing Program in Exploration Boreholes, Autazes Potash Project, Brazil.- Golder Associates Brasil Consultoria e Projetos Ltda., 18 May 2015. |
| /27/ | Golder Associates (2015): Technical Memorandum. Hydrogeological in-situ Testing Program in Exploration Boreholes, Autazes Potash Project, Brazil.- Golder Associates Ltd., Vancouver, 12 August 2015, 12 pp. |
| /28/ | Golder Associates (2016): Drilling Report Shaft Pilot Drilling Investigation.- Golder Associates Ltd., Vancouver, 20 April 2016, 81 pp., 7 app. |
| /29/ | Golder Associates (2016): Technical Report. Groundwater hydrochemical Characterization Shaft Pilot Hole Autazes Project.- Golder Associates Ltd., Vancouver, March 2016, 15 pp., 2 app. |
| /30/ | Golder Associates (2018): Projeto Potássio Amazonas - Autazes: Plano Básico Ambiental - PBA.- Golder Associates Brasil Consultoria e Projetos Ltda., Belo Horizonte, June 2018, 939 pp. |
| /31/ | IBGE (2022): População.- Instituto Brasileiro de Geografia e Estatística, (Retrieved from: https://cidades.ibge.gov.br/brasil/panorama).- Last accessed on: 07.09.2022. |
| /32/ | IfG (2014): Rock Mechanical Test Work and Modelling Program for the PdB Property Geomechanical Modelling.- IfG Institute für Gebirgsmechanik, Leipzig, 14 November 2014, 38 pp. |
| /33/ | IfG (2014): State of geomechanical investigations for PdB.- IfG Institute für Gebirgsmechanik, Leipzig, June 2014. |
328
| /34/ | IfG (2015): Additional Rock Mechanical Test Work for the PdB Property - Realization of Rock mechanical Laboratory Tests (Index Tests) on Core Material from New Boreholes Test Results and Parameter Evaluation, Draft Report.- IfG Institute für Gebirgsmechanik, Leipzig, 30 July 2015, 42 pp., 32 encl. |
| /35/ | IfG (2015): Rock Mechanical Test Work and Modelling Program for the PbB Property. Permeability testing of rock samples.- IfG, Insitut für Gebirgsmechanik, Leipzig, 1 July 2015, 14 pp., 9 encl. |
| /36/ | INMET (2022): Instituto Nacional de Meteorologia, (Retrieved from: https://bdmep.inmet.gov.br).- Last accessed on: 07.09.2022. |
| /37/ | Instituto Piatam (2019): Inventário Florístico.- Instituto Piatam, Instituto de Inteligência Socioambiental Estratégica da Amazônia, Manaus, 17 May 2019. |
| /38/ | M.I. Engenharia (n/d.): Levantamento Batimétrico & Velocidade do Rio Madeirinha.- M.I. Engenharia, Manaus, 13 pp. |
| /39/ | Mohriak, W., Szatmari, P., Dos Anjos, S., (2008): Sal Geologia e Tectonica Exemplos nas Bacias Brasileiras.- Beca Edicoes Ltda., Sao Paulo, 2008, 450 pp. |
| /40/ | Nasdaq Data Link (2022): Treasury Real Yield Curve Rates.- (Retrieved from: https://data.nasdaq.com/data/USTREASURY/REALYIELD-treasury-real-yield-curve-rates).- Last accessed on: September 2022. |
| /41/ | PdB (2014): Relatorio Positivo Final Unicao de Pesquisa.- Potássio do Brazil Ltda., September 2014. |
| /42/ | PdB (2022): Updated information from WorleyParsons BFS 2016 Report.- Potássio do Brasil, Delivered to ERCOSPLAN in July/August 2022. |
| /43/ | Prosonda Fundações (2015): Partial Report No. 001. PA.- Prosonda Fundações, Belo Horizonte, 2015, 8 pp. |
| /44/ | SEC (2019): STANDARD INSTRUCTIONS FOR FILING FORMS UNDER SECURITIES ACT OF 1933, SECURITIES EXCHANGE ACT OF 1934 AND ENERGY POLICY AND CONSERVATION ACT OF 1975 - REGULATION S-K, Part 230 - GENERAL RULES AND REGULATIONS, SECURITIES ACT OF 1933, Part 239 - FORMS PRESCRIBED UNDER THE SECURITIES ACT OF 1933 and Part 249 - FORMS, SECURITIES EXCHANGE ACT OF 1934. Modernization of Property Disclosures for Mining Registrants. Final Rule.- Regulation, Effective dates: February 25th, 2019 and January 1st, 2021 |
| /45/ | SEC (2022): FORM AND CONTENT OF AND REQUIREMENTS FOR FINANCIAL STATEMENTS, SECURITIES ACT OF 1933, SECURITIES EXCHANGE ACT OF 1934, INVESTMENT COMPANY ACT OF 1940, INVESTMENT ADVISERS ACT OF 1940, AND ENERGY POLICY AND CONSERVATION ACT OF 1975. |
| /46/ | SEC (2022): STANDARD INSTRUCTIONS FOR FILING FORMS UNDER SECURITIES ACT OF 1933, SECURITIES EXCHANGE ACT OF 1934 AND ENERGY POLICY AND CONSERVATION ACT OF 1975 - REGULATION S-K |
| /47/ | SIGMINE ANM (2021): Sistema de Informações Geográficas da Mineração (SIGMINE), .- Agência Nacional de Mineração (ANM), 1 July 2021 (Retrieved from: https://dados.gov.br/dataset/sistema-de-informacoes-geograficas-da-mineracao-sigmine).- Last accessed on: 2022. |
| /48/ | SRC (2010): SRC Geoanalytical Laboratories Falcon Metais Potash Method Summary.- SRC, Saskatchewan Research Council, Saskatchewan, 2010, 6 pp. |
| /49/ | SRC (2015): Preliminary Potash Flotation Testing Report - Contained in the Appendices of 2016 BFS.- Saskatchewan Research Council, September 2015, 8 pp. |
| /50/ | SRK (2016): Autazes Project Shaft Pilot Hole Hydraulic Testing.- SRK Consulting Inc., Vancouver, April 2016, 52 pp., 3 app. |
| /51/ | SRK (2016): Evaluation of Brine Injection Suitability for the Autazes Potash Project.- SRK Consulting Inc., Vancouver, April 2016, 78 pp., 4 app. |
| /52/ | SRK (2019): Brine Injection Suitability for the Autazes Potash Project.- SRK consulting Inc., Vancouver, February 2019, 78 pp., 4 app. |
| /53/ | U.S. Bureau of Labor Statistics (2022): CPI Inflation Calculator.- (Retrieved from: https://www.bls.gov/data/inflation_calculator.htm).- Last accessed on: September 2022. |
| /54/ | Whiffin, A.C. and Leonard, D.R. (1971): LR 418. A Survey of Traffic Induced Vibrations.- Crowthorne, Berkshire, Jun 28 1972, 57 pp. |
| /55/ | WorleyParsons (2015): Autazes Potash Project - Bankable Feasibility Study. Memorandum 207040-00156-10-MG-MEM-0003.- WorleyParsons Canada, Vancouver, 17 July 2015, 5 pp. |
| /56/ | WorleyParsons (2016): Bankable Feasibility Study Shaft Infrastructure Brazil Potash Corporation Autazes Project.- WorleyParsons RSA Ltd., December 2015. |
| /57/ | WorleyParsons (2016): NI 43-101 Technical Report. Autazes Potash Project - Bankable Feasibility Study Report.- WorleyParsons RSA Ltd., Vancouver, 22 April 2016, 618 pp., 20 app. |
| /58/ | WorleyParsons and PdB (2018): MEMORIAL DESCRITIVO GERAL DE CARACTERIZAÇÃO DO EMPREENDIMENTO.- WorleyParsons, Potássio do Brasil, 04 July 2018, 106 pp. |
| /59/ | WorleyParsons and PdB (2022): GENERAL LICENSING DESCRIPTIVE MEMORIAL, AUTAZES PROJECT, PRIVATE TERMINAL AT URICURITUBA.- August 2022, 63 pp. |
329
| 25 | Reliance on Information Provided by the Registrant |
Reliance on information provided by the registrant (BPC) for preparation of this Technical Report is described in this chapter.
Descriptions of the Project location, mineral rights, property titles, environmental liabilities, permits and significant factors for the Project in Chapter 3, descriptions about climate, local resources, infrastructure accessibility and physiography of the Project site and its vicinity in Chapter 4 and information about environmental studies, legislation and permitting as well as negotiations or agreements with local individuals or groups in Chapter 17 presented in this Report were provided to the authors by BPC. BPC has warranted to the authors that the information provided for preparation of this report correctly represents all material information relevant to the Project. BPC has taken reasonable measures to ensure that the title of its properties are in good standing, including obtaining a legal title opinion with respect to the validity of the relevant project licenses and agreements. The authors have not independently verified the target mineral rights, nor have they verified the status of BPCs agreements. They have relied on information provided by BPC for the description of the title and status of the mineral rights agreements. They have no reason to doubt that the status of the legal title is anything other than what is reported by BPC. BPC has taken responsible measures to ensure that mineral rights to its properties are in good standing, including obtaining a legal opinion with respect to the validity of the relevant Autazes Potash Project mineral rights (William Freire Advogados Associados, 2022).
330
BPC retained the services of CRU (CRU, 2022, /12/) to perform a market study to evaluate potential markets for BPCs KCl product (Chapter 16). ERCOSPLAN relied and used provided information and price in this Technical Report.
L&M was contracted by BPC to review Chapter 17 (Environmental Studies, Permitting, and Plans, Negotiations, or Agreements with Local Individuals or Groups) of this Technical Report, based on information provided by BPC, and to assess BPCs environmental studies, permitting and plans, and its negotiations or agreements with local individuals or groups described therein. Section 17.6 (Opinion of Qualified Person) of this Technical Report is based on an opinion and consent signed by L&Ms QP.
L&M was contracted by BPC to complete an economic analysis for the Project, based on project information provided by ERCOSPLAN, including updated project costs (CAPEX+OPEX; Chapter 19). This included an estimation of the tax incidence on the Project, including revenue, operating costs, capital expenditures and profits, according to Brazilian tax legislation, and also an estimation to the application of potential benefits that should be negotiated with the State Government. Chapter 19 of this Technical Report is signed by L&Ms QP. ERCOSPLAN has reviewed this chapter and agreed with the provided information and opinion contained within the Report.
The descriptions of the adjacent properties in Chapter 20 were written by BPC. ERCOSPLAN has reviewed this chapter for the Technical Report to ensure consistency in the format of the Technical Report.
331
LIST OF ABBREVIATIONS
Abbreviations of physical units/constants used throughout this study are as follows:
| Am3/h |
actual cubic meters per hour | |
| Ca2+ |
calcium ion | |
| CaO |
calcium oxide | |
| Ca(OH)2 |
calcium hydroxide | |
| CaCO3 |
calcium carbonate | |
| CaSO4 |
anhydrite | |
| d/a |
days per year | |
| g |
gram | |
| g/cm³ |
gram per cubic centimeter | |
| g/l |
gram per liter | |
| g/t |
gram per tonne | |
| H2O |
water | |
| ha |
hectare | |
| HCl |
hydrochlorid acid | |
| Hz |
hertz | |
| K+ |
potassium ion | |
| K2O |
potassium oxide | |
| K2MgCa2[SO4]42H2O |
polyhalite | |
| KCl·MgCl2·6H2O |
carnallite | |
| K3Na(SO4)2 |
glaserite | |
| KCl |
potassium chloride | |
| kg |
kilogram | |
| km |
kilometer | |
| km² |
square kilometer | |
| kN/m³ |
kilonewton per cubic meter | |
| kPa |
kilo pascal | |
| kV |
kilovolt | |
| LRMC |
long run marginal cost | |
| m |
meter | |
| m² |
square meter | |
| m³ |
cubic meter | |
| m³/a |
cubic meters per annum | |
| m³/d |
cubic meters per day | |
| m³/h |
cubic meters per hour | |
| m% |
percentage by mass | |
| mA |
milliampere | |
| mbgl |
meters below ground level | |
| Mg |
magnesium | |
| MgCl2 |
magnesium chloride | |
| MgCO3 |
magnesium carbonate | |
| MgSO4 |
magnesium sulfate | |
| M m³ |
million cubic meters | |
| Mt/a |
million tonnes per annum | |
| MTPA |
million tonnes per annum | |
| mm |
millimeter | |
| MM |
million | |
| Mt |
million tonnes | |
| Nm³/h |
standard cubic meters per hour | |
332
| Na |
sodium ion | |
| NaCl |
sodium chloride | |
| NOx |
nitrogen oxide | |
| psi |
pounds per square inch | |
| rpm |
revolutions per minute | |
| SiO2 |
silicon dioxide | |
| SOx |
sulfur oxide | |
| SO42- |
sulfate ion | |
| t |
metric tonne | |
| t/a |
metric tonnes per annum | |
| t/d |
metric tonnes per day | |
| t/h |
metric tonnes per hour | |
| t/m³ |
metric tonnes per cubic meter | |
| t/min |
metric tonnes per minute | |
| vol.% |
percentage by volume | |
| wt% |
weight percent | |
| µg/l |
microgram per liter | |
| °C |
degree Celsius | |
| °F |
degree Fahrenheit | |
| % |
percent | |
|
ADA |
Area directly affected | |
| AFEAM |
Amazonas State Development Agency | |
| ANA |
National Water Agency | |
| BAC |
Bulk air cooling | |
| BFS |
Bankable Feasibility Study | |
| BPC |
Brazil Potash Corporation | |
| BRL |
Brazilian real | |
| bs |
Below surface | |
| CAD |
Canadian dollar | |
| CAPEX |
Capital cost estimate | |
| CCR |
Central control room | |
| CCTV |
Closed circuit television | |
| CIM |
Canadian Institute of Mining | |
| CM |
Continuous miner | |
| CONAMA |
National Environmental Council | |
| CWP |
Construction work package | |
| DMC |
Disposable material center | |
| DOL |
Direct on line | |
| E |
East | |
| EHS |
Environmental, Health and Safety | |
| EIA |
Environmental Impact Assessment | |
| EPCM |
Engineering, Procurement and Construction Management | |
| ESHIA |
Environmental, Social and Health Impact As sessment | |
| EUR |
Euro | |
| FCEM |
Financial compensation for exploration of mineral resources | |
| FRP |
Fiber-reinforced plastic | |
| FUNAI |
National Indigenous People Foundation | |
| GA |
General Arrangement | |
333
| GBP |
British pound | |
| GEPE |
Special Projects and Infrastructure Manager office | |
| GIS |
Gas-insulated switchgear | |
| H |
Horizontal | |
| HAZOP |
Hazard and operability | |
| HDPE |
high density polyethylene | |
| HV |
High voltage | |
| HVAC |
Heating, ventilating and air conditioning | |
| IBGE |
Brazil Institute of Geography and Statistics | |
| ICP-OES |
Inductively coupled plasma optical emission spectrometry | |
| ICP-MS |
Inductively coupled plasma mass spectrometry | |
| IFC |
International Finance Corporation | |
| I/O |
Input/output | |
| INPA |
National Institute for Amazonian Research | |
| IPAAM |
Amazonian environmental protection | |
| IPHAM |
National Artistic Cultural Heritage Institute | |
| IT |
Information technology | |
| ITT |
Invitation to tender | |
| IWD |
Intermediate waste disposal | |
| LCR |
Port control room | |
| LI |
Installation license (in Portuguese: Licença de Instalação) | |
| LIA |
Local influence area | |
| LO |
Operation license (in Portuguese: Licença de Operação) | |
| LOM |
Life of mine | |
| LP |
Previous license (in Portuguese: Licença Prévia) | |
| LV |
Low voltage | |
| MCC |
Motor control center | |
| MM |
Million | |
| MMA |
Environmental Ministry and Mines | |
| MME |
Energy Ministry | |
| MMP |
Materials Management Plan | |
| MS |
Mass spectrometry | |
| MV |
Medium voltage | |
| NDIT |
National Department for Infrastructure and Transportation | |
| NGO |
Non-governmental organization | |
| NI |
National Instrument | |
| No. |
Number | |
| NW |
Northwest | |
| OSD |
Out of steam dilution | |
| OS&D |
Over, short and damaged procedure | |
| OPEX |
Operating cost estimate | |
| PAGA |
Public address and general alarm | |
| PBA |
Environmental Basic Plan | |
| PCS |
Process control system | |
| PEA |
Preliminary Economic Assessment | |
| PFD |
Process flow diagram | |
| PFS |
Pre-Feasibility Study | |
| PSTN |
Public switched telephone network | |
| PVC |
Polyvinyl chloride | |
334
| QA/QC |
Quality assurance/ quality control | |
| Q1 |
First quarter | |
| Q2 |
Second quarter | |
| Q3 |
Third quarter | |
| Q4 |
Fourth quarter | |
| QP |
Qualified Person | |
| RAM |
Reliability and Maintenance | |
| RFID |
Radio-frequency identification | |
| RFQ |
Request for Quotation | |
| RIA |
Regional influence area | |
| RIMA |
Report on Environmental Impact | |
| ROI |
Radius of influence | |
| ROM |
Run-of-mine | |
| S |
South | |
| SAP |
Sustainable Amazon Plan | |
| SCC |
Standards Council of Canada | |
| SCSR |
Self-contained self-rescuer | |
| SGN |
Product size number | |
| SISNAMA |
Brazilian National Environmental System | |
| SPT |
Standard penetration test | |
| SRC |
Saskatchewan Research Council | |
| STP |
Sewage treatment plant | |
| SVC |
Static VAR Compensators | |
| TER |
Telecommunications equipment room | |
| TMA |
Tailings management area | |
| ToR |
Terms of Reference | |
| TUP |
Private Use Terminal | |
| USD |
United States dollar | |
| UTM |
Universal Transverse Mercator | |
| UV |
Ultra-violet | |
| V |
Vertical | |
| VDC |
Voltage direct current | |
| VFD |
Variable frequency drive | |
| VOIP |
Voice over internet protocol | |
| VS |
Variable speed drive | |
| W |
West | |
| WGBT |
Wet globe bulb temperature | |
| WorleyParsons |
WorleyParsons Canada Ltd. | |
| XRD |
X-ray powder diffraction | |
| ZAR |
South African rand | |
| 2D |
Two-dimensional | |
| 3D |
Three-dimensional | |
335